Изобретение относится к производству алмазно-абразивного инструмента методами порошковой металлургии, в частности, к получению материала с заданными физико-механическими свойствами для матриц алмазного и абразивного инструментов.
Известен износостойкий композиционный материал на основе карбида вольфрама, меди и никеля и способ получения комбинированных деталей (М.В.Голуб "Износостойкие композиционные материалы на основе карбида вольфрама, меди и никеля". Сборник "Долговечность трущихся деталей машин" под общей редакцией Д. Н. Гаркунова. М. Машиностроение, 1986, выпуск 1). Износостойкая часть комбинированных деталей выполнена из такого материала, а остальная часть - из стали. Сущность способа изготовления заключается в том, что в стальной заготовке с необходимыми допусками на окончательную обработку делают кольцевую торцевую канавку, обеспечивающую размеры контактной поверхности. Для лучшего сцепления износостойкого материала со стальной заготовкой основание канавки делают рифленым. В канавку равномерным слоем засыпают шихту, состоящую из порошков карбидов металлов, которую затем прессуют пуансоном. На поверхность напрессованного слоя равномерно укладывают пропиточный материал и заготовку помещают в печь, где в восстановительной среде или нейтральной среде происходит спекание, пропитка и припаивание спрессованного слоя.
Содержание в материале компонента релита более 50% по массе резко ухудшает структуру пропитанного материала и снижает его предел прочности при сжатии. Учитывая, что породоразрушающий инструмент, в основном, работает в режиме сжатия, это является недостатком прототипа. Кроме того, при давлениях прессования более 100 МПа в прессовках такого материала после снятия давления появляются расслойные трещины. Трещины возникают в связи с упругим последействием материала, когда последний, максимально уплотнившись, начинает работать как абсолютно жесткое тело, передающее давление на оснастку (стальную или графитовую пресс-формы). Появление в прессовках из такого материала даже микротрещин, считается снижением выхода годного продукта (браком) и не достижением заданных свойств.
Наиболее близкой по техническою сущности и достигаемому результату к заявляемому является металлическая связка, содержащая, масс.%: карбид вольфрама 24-59, кобальт 4-10, медь 30-57, олово 7-13 (а.с. 709350, кл. B 24 D 3/06 авторы: Г. Ф. Голуб. , Ф. М. Весерман и др. "Металлическая связка", опубл. 15.01.80 г. Б.И. 2). При этом каркас содержит указанные компоненты в количестве, масс. % : карбид вольфрама 24-59, кобальт 4-10, медь 4-22; а пропиточный сплав: медь 26 - 35 и олово 7-13. При варьировании процентным содержанием компонентов получают твердость связки: 15-25 HRB, 20-30 HRC, 30-40 HRC. Сущность способа изготовления прототипа заключается в том, что все компоненты каркаса связки тщательно смешивают, затем их прессуют при давлении 400-500 МПа кг/см2. Спрессованный каркас пропитывают расплавом из меди и олова при температуре от 850 до 890oC в среде водорода, выдержка при температуре пропитки составляет 30 минут.
Необходимо отметить, что недостатком данной связки является присутствие в пропиточном сплаве олова для снижения температуры пропитки твердосплавного каркаса. Известно, что олово и медь плохо смачивают твердосплавный каркас. Это обстоятельство отрицательно сказывается на способе изготовления - удлиняя время пропитки до 30 минут после достижения сплавом жидкотекучего состояния. Процесс пропитки и цементации спрессованного твердосплавного каркаса определяется поверхностными явлениями, протекающими на границе твердое тело-жидкость. Чтобы пропиточный сплав мог проникнуть в поры между зернами карбида вольфрама, он должен иметь минимальный угол с смачивания. Отсюда возникновение слабых атомарных связей в материале и ухудшение его физико-механических и эксплуатационных свойств.
Заявляемое изобретение позволяет создать материал матриц алмазного и абразивного инструментов с заданными физико-механическими свойствами:
плотностью ( γ ) от 7,7 до 10,15•10-3 кг/м3,
пористостью (П) от 48 до 34,6%,
твердостью (Т) от 17 до 51 HRC,
износом (Q) от 1,29 мм до 0,61 мм на см2 площади торца.
Для достижения в материале физико-механических свойств материал матриц содержит следующие компоненты, масс.%:
карбид вольфрама - 31-59
медь - 37-41
кобальт - 1,5-8
никель - 4
релит - 20
При этом материал матриц состоит из каркаса, содержащего указанные компоненты в количестве, масс.%:
карбид вольфрама - 31-59
кобальт - 1,5-8
релит - 20
и пропиточного сплава, содержащего компоненты, масс.%:
медь - 37-41
никель - 4
Материал матриц получают путем прессования его механических смесей на гидравлических прессах в пресс-формах при давлении 30 - 80 МПа, а затем спрессованный материал вместе с пропиточным сплавом подвергают нагреву ТВЧ до температуры 500-600oC со скоростью 20-30oC в минуту, последующий нагрев до температуры 1083-1140 + 20oC - со скоростью 90-100oC в минуту, а процесс инфильтрации пропиточного сплава в жидкотекучем состоянии в прессовку длится от 120 до 240 секунд.
Отличительным признаком является количественный и весовой состав компонентов материала (табл. 1), при котором материал после холодного прессования получает заданные свойства (табл. 2): плотность ( γ ) от 7,7 до 10,15-3 кг/м3 и пористость (П) от 48 до 34,6% до пропитки. Полученные экспериментальные значения плотности и пористости материала очень близко сходятся с расчетными данными (табл. 2), определяемыми по формулам регресс:
где: P - экспериментальные значения плотности и пористости (табл. 2) при давлении прессования от 30 до 80 МПа,
X1 - экспериментальные значения плотности и пористости материала на основе карбида вольфрама (табл. 2),
X2 - экспериментальные значения плотности и пористости материала на основе вольфрама-кобальтовой смеси (табл. 2).
Как видно из данных, приведенных в табл. 2, ошибка в вычислении не превышает 5%, что вполне допустимо при технических вычислениях. При обработке экспериментальных данных коэффициенты, соответственно, составили: корелляции-0,998-0,989, детерминации- 0,995-0,979, критерий Фишера - 1202-353. Таким образом, состав и процентное соотношение компонентов позволяет получить заданные свойства в части плотности и пористости материала матрицы.
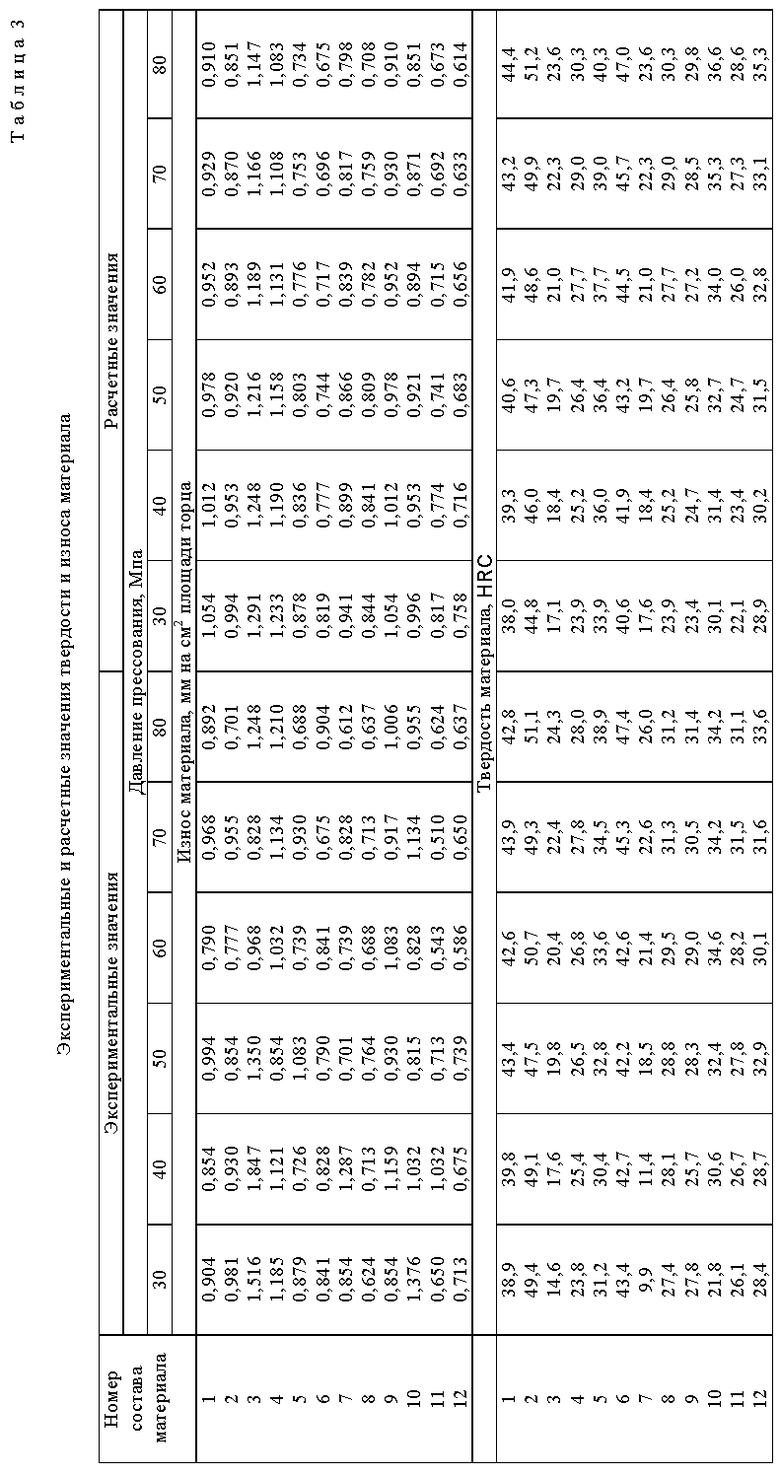
Известно, что плотность и пористость, являясь структурными свойствами материала, при дальнейшей его термообработке значительно влияют на его механические и эксплуатационные свойства. В табл. 3 приведены экспериментальные и расчетные данные полученных свойств, в части твердости и износа материала матриц. Из данных, приведенных в табл. 3, следует, что снижение пористости и увеличение плотности материала, в заданных пределах, дает возможность регулировать, после инфильтрации в спрессованный материал пропиточных сплавов, твердость и износ материала. Полученные экспериментальные данные твердости (Т) и износа (Q) обработаны методами математической статистики и имеют близкую сходимость с результатами расчетных значений, выполненных по формулам регресс:
Т = 48,813 + 0,01292P + 0,2089X2 - 0,00356X4 2,
где: P - экспериментальные значения твердости и износа материала при давлениях прессования 30-80 МПа (табл. З),
X1 - экспериментальные значения твердости и износа материала на основе карбида вольфрама (табл. 3),
X2 - экспериментальные значения твердости и износа материала на основе вольфрамо-кобальтовой смеси (табл. 3),
X3 - экспериментальные значения твердости и износа материала с включением в состав релита (табл. 3),
X4 - экспериментальные значения твердости и износа материала с включением в состав меди (табл. 3).
При обработке экспериментальных данных твердости и износа материалы матриц методами математической статистики коэффициенты, соответственно, составили: корелляции - 0,959-0,785, детерминации - 0,921-0,53, критерия Фишера - 207-14,6. Таким образом, состав и процентное соотношение компонентов состава позволяет получать заданные свойства в части твердости и износа материала матриц.
Данные табл. 2 и 3 показывают, что введение в состав материала релита (20%) позволяет регулировать и получать свойства материала в заданных пределах, определяемых заявляемым. Отсутствие релита в материале резко повышает износ материала более 1,29 мм на см2 площади торца матрицы, что ухудшает работоспособность (износостойкость) матриц породоразрушающего и абразивного инструментов. Повышенный износ материала приводит к быстрому обнажению и выпадению режущих элементов из материала матриц, например, однослойного алмазного инструмента. Введение в состав материала релита более 20 масс.% резко повышает износостойкость материала (величина обратная износу), более 0,61 мм на см2 площади торца, что также снижает работоспособность матриц, особенно импрегнированных алмазами мелких фракций. Снижение работоспособности проявляется в том, что материал матрицы, импрегнированный алмазами мелких фракций и горная порода работают в режиме микрорезания (истирания). При этом материал матрицы истирается о горную породу и в матрице обнажается новый слой материала с алмазами, осуществляющий режим микрорезания. Если этого не происходит, то режим разрушения горной породы приостанавливается по причине зашлифования материала матрицы и прекращения обнажения новых слоев материала с режущими микрокристаллами алмазов. Указанное существенно отличает заявляемое от прототипа.
Введение в состав компонентов материала никеля (4% по массе) увеличивает твердость и предел прочности материала при сжатии. Кроме этого, присутствие никеля в пропиточном сплаве улучшает инфильтрационные свойства сплава в жидкотекучем состоянии. Улучшение пропиточных свойств сплава меди с никелем объясняется кристаллическими, химическими и энергетическими характеристиками электронного строения решетки этих материалов, их способностью образовывать растворы в жидкой и твердой фазах. Одна медь слабо контактирует с карбидом вольфрама и кобальтом и не имеет химической связи с последними даже в присутствии жидкой фазы. При этом введение в материал никеля менее 4% снижает твердость ниже 17 HRC и увеличивает износ выше 1,28 мм на см2 площади торца матрицы. Введение в состав материала никеля более 4 масс.% не улучшает смачивание пропиточного сплава, а приводит к дополнительному его расходу. Изложенное также существенно отличает заявляемое от прототипа.
Снижение давления прессования ниже 30 МПа приводит к увеличению пористости более 48%, снижению плотности ниже 7,7•10-3 кг/м3, уменьшению твердости ниже 17 HRC и увеличению износа выше 1,29 мм на см2 площади торца (табл. 2 и 3), что ухудшает работоспособность материала матриц породоразрушающего и абразивного инструментов и в целом ухудшает заданные свойства. Увеличение давления прессования выше 80 МПа приводит к некондиционному выходу прессовок материала из-за наличия в прессовках расслойных трещин. Трещины образуются из-за упругого последействия, возникающего в материале, после того как он, максимально уплотнившись, начинает работать как абсолютно жесткое тело, передающее давление на оснастку. Это является также отличительным признаком заявляемого.
Экспериментальными работами, выполненными в ТулНИГП, установлено, что применение ТВЧ при нагреве матричных композиций по сравнению с объемным нагревом, позволяют улучшить механические и эксплуатационные свойства (твердость, износ) материала матриц и сократить длительность инфильтрации пропиточного сплава в материал. Это объясняется тем, что при пересечении прессовок материала из порошковых металлических материалов магнитными силовыми линиями в пористой прессовке матричного материала наводится электроток. При прохождении электротока по прессовке в местах наилучшего контакта между частицами порошка (где наименьшее сопротивление) возникает эффект нагрева с высокими температурами. Этот эффект создает условия для лучшего уплотнения частиц входящих компонентов в материале за счет увеличения поверхности контакта, улучшения условий для площадей скольжения (при дуффузном перемещении частиц) и растворения ингредиентов (кобальт, никель). Но в связи с тем, что материал получают методом инфильтрации пропиточных сплавов в прессовку, которую нагревают под действием ТВЧ, а пропиточный сплав до температуры 500-700oC нагревается за счет температуры, создаваемой в объеме, в котором происходит пропитка (объемный нагрев), так как основная масса сплава состоит из меди. Поэтому существенным признаком в заявляемом является также регулирование скорости нагрева материала совместно с пропиточным сплавом. Первая фаза нагрева со скоростью 20-30oC в мин объясняется созданием равномерных условия нагрева материала и пропиточного сплава для выравнивания температурного поля. При этом прессовка материала из металлических порошков нагревается до 500-600oC за счет ТВЧ, а пропиточный сплав - за счет объемного нагрева, т.е. за счет температуры, созданной в объеме, в котором происходит изготовление материала. Последующий нагрев материала и сплава до температуры 1083-1140+20oC плавления сплава осуществляют со скоростью 90-100oC в мин, в связи с тем, что после температуры 600-700oC пропиточный сплав становится подверженным действию ТВЧ в части нагрева. В связи с этим последующий нагрев прессовки и сплава производят с одинаковой скоростью, т.е. температуры расплавления сплава и нагрева прессовки достигают за 5-6 мин, что также отличает заявляемое от прототипа.
Экспериментальными исследованиями, проведенными в ТулНИГП, установлено, что длительность инфильтрации сплава в материал без ухудшения его физико-механических свойств составляет 120-240 секунд. Жидкая фаза сплава в избыточном количестве, получаемая материалом за счет увеличения длительности более 240 секунд процесса инфильтрации, ухудшает механические и эксплуатационные свойства (твердость ниже 17 HRC, износ более 1,29 мм) в связи с изменением структуры материала матрицы, за счет разобщенности и вкрапления зерен твердосплавных порошков в материале матрицы. При меньшей длительности (менее 120 секунд) процесса инфильтрации, за счет поступления недостаточного количества расплава пропиточного сплава, в прессовке начинается первая фаза спекания зерен карбидов, их уплотнение и "захлопывание" пор и прекращение процесса инфильтрации сплава в прессовку материала, что приводит к некондиционному выходу материала, к повышению брака и невозможности получить заданные свойства. Вышеизложенное является также существенным признаком, отличающим заявляемое от прототипа.
Все компоненты каркаса тщательно смешивают без алмазов, или с алмазами (при импрегнированном исполнении инструмента), смесь помещают в металлическую или графитовую формы с алмазами, устанавливают металлический корпус будущего инструмента, в зависимости от назначения инструмента и заданных физико-механических свойств, материм матрицы прессуют с удельный давлением 30-80 МПа, прессовку материала вместе с корпусом помещают в индуктор высокочастотной установки (УВЧ), внутрь корпуса инструмента помещают пропиточный сплав, сборку нагревают сначала со скоростью 20-30oC в мин до температуры 500-600oC, а затем со скоростью 90-100oC в мин до расплавления пропиточного сплава 1083-1140+20oC, температуру расплавления выдерживают 120-240 секунд для инфильтрации, затем выключают нагрев и сборка остывает до температуры окружающей среды.
Пример 1. Необходимо изготовить однослойный породоразрушащий инструмент с природными алмазами с материалом матрицы, износ которого не превышал бы 0,6-0,65 мм на см2 площади рабочего торца инструмента с твердостью и пределах 30-35 HRC. Таким требованиям соответствует состав материала под номером 12 (табл. 1 и 3), состоящий из компонентов, мacc.%:
карбид вольфрама - 37,5
кобальт - 1,5
релит - 20
медь - 37
никель - 4
Компоненты каркаса материала тщательно перемешивают, помещают в пресс-форму с алмазами, прессуют корпусом с удельным давлением 80 МПа, помещают сборку совместно с пропиточным сплавом в индуктор УВЧ, накрывают сборку графитовым тиглем и нагревают до температуры 600oC со скоростью 30oC в мин, а затем со скоростью 100oC в мин до температуря 1140+20oC. После расплавления пропиточного сплава дают выдержку в течение 240 секунд для инфильтрации сплава в матрицу. Выключают нагрев и сборка остывает до температуры окружающей среды. После механической обработки изготовленный инструмент используют для бурения горных пород средней твердости VIII-IX категории по буримости.
Пример 2. Необходимо изготовить импрегнированный инструмент с материалом матрицы, импрегнированной природными алмазами мелкой зернистости, износ материала которой не превышал бы 0,7-0,75 мм на см2 площади торца инструмента, а твердость составляла бы 43-45 HRC. Такими свойствами обладает состав материала под номером 6 (табл. 1 и 3), состоящий из компонентов, масс.%:
карбид вольфрама - 31
кобальт - 8
релит - 20
медь - 37
никель - 4
Компоненты каркаса материала тщательно смешивают между собой и с природными алмазами мелкой зернистости в заданной процентной концентрации, помещают в пресс-форму, прессуют корпусом с удельным давлением 50 МПа, помещают сборку с пропиточным сплавом в индуктор УВЧ, накрывают графитовым тиглем и нагревают со скоростью 25oC в мин до температуры 600oC, а затем со скоростью 100oC в мин до температуры расплавления связки. После расплавления пропиточного сплава дают выдержку для инфильтрации сплава в матрицу в течение 180 секунд. Выключают нагрев и сборку охлаждают до температуры +20oC. После механической обработки инструмент применяют для бурения горных пород средней абразивности X-XI категорий по буримости.
Пример 3. Требуется изготовить правящий карандаш с природными алмазами, расположенными в матрице в четыре слоя. Материал матрицы карандаша должен изнашиваться в пределах 1,25-1,29 мм на см2 площади торца и иметь твердость в пределах 15-20 HRC. Такие требования к инструменту предъявляются с целью возможности обнажения последующих слоев алмазов по мере отработки предыдущего слоя алмазных резцов. Этим требованиям соответствует состав материала под номером 3 (табл. 1 и 3), состоящий из компонентов, масс.%:
карбид вольфрама - 59
медь - 41
Алмазы послойно укладывают в корпусе карандаша, чередуя слой материала (карбида вольфрама), слой алмазов и т.д. Прессуют материал совместно с алмазами пуансоном с удельным давлением 30 МПа, помещают сборку с пропиточным сплавом в индуктор УВЧ, накрывают тиглем, нагревают со скоростью 20oC в мин до температуры 500oC, а затем со скоростью 90oC в мин до температуры 1083+20oC. После расплавления меди дают выдержку в течение 120 секунд для инфильтрации меди в матрицу. Выключают нагрев и сборку охлаждают до температуры окружающей среды. Изготовленный карандаш используют для правки абразивных шлифовальных кругов.
Технико-экономическая эффективность заключается в том, что расширяется возможность получения материала матриц инструмента с заданными свойствами, соответствующими физико-механическим свойствам горных пород. Это обстоятельство позволяет повысить ресурс стойкости и работоспособности инструментов, а также снизить себестоимость процессов бурения и шлифования, и правки. Кроме этого, расширяется возможность применения целого ряда режущих элементов: природных и синтетических алмазов, резцов на основе модификаций бора и сверхтвердых материалов. А также использование материалов для изготовления матриц правящего и абразивного инструментов (карандашей, отрезных кругов, роликов, брусков и т.п.).
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1996 |
|
RU2112131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2156186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1993 |
|
RU2071913C1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| ПОРОШКОВЫЙ ИЗНОСОСТОЙКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472866C2 |
| АБРАЗИВНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2083352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1999 |
|
RU2175590C2 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВЫХ ФОРМ ДЛЯ АЛМАЗНЫХ БУРОВЫХ КОРОНОК | 1996 |
|
RU2116163C1 |


Изобретение относится к производству алмазного и абразивного инструментов методами порошковой металлургии. Материал матриц алмазного и абразивного инструментов содержит релит при следующем соотношении компонентов, мас.%: карбид вольфрама 31-59, кобальт 1,5-8, релит 20, медь 37 - 41, никель 4. Способ включает смешивание компонентов, прессование смеси на гидравлических прессах в пресс-формах с удельным давлением от 30 до 80 МПа, нагрев прессовок совместно с пропиточным сплавом токами высокой частоты до температуры 500 - 600oС со скоростью 20 - 30oС/мин с последующим нагревом до температуры (1083 - 1140) + 20oС со скоростью 90 - 100oС мин и выдержкой для инфильтрации пропиточного сплава в жидкотекучем состоянии в прессовку материала в течение 120 - 240 с. Изобретение позволяет создать материал матриц с заданными физико-механическими свойствами. 2 с. п. ф-лы, 3 табл.
Карбид вольфрама - 31 - 59
Кобальт - 1,5 - 8
Релит - 20
Медь - 37 - 41
Никель - 4
2. Способ изготовления материала матриц алмазного и абразивного инструментов, включающий смешивание компонентов, прессование смеси на гидравлических прессах в пресс-формах, нагрев прессовов токами высокой частоты до температуры плавления пропиточного сплава, выдержку для инфильтрации пропиточного сплава и охлаждение, отличающийся тем, что смесь прессуют с удельным давлением от 30 до 80 МПа, нагрев токами высокой частоты производят до температуры 500 - 600oС со скоростью 20 - 30oС/мин с последующим нагревом до температуры 1083 - 1140 + 20oС со скоростью 90 - 100oС/мин и выдержкой для инфильтрации пропиточного сплава в жидкотекучем состоянии в прессовку материала в течение 120 - 240 с.
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1990 |
|
RU2073590C1 |
| Металлическая связка | 1978 |
|
SU709350A1 |
| Металлическая связка | 1980 |
|
SU865645A1 |
| Металлическая связка для алмазного инструмента | 1981 |
|
SU967786A1 |
| Способ шлифования | 1981 |
|
SU1006169A1 |
| Способ изготовления алмазного инструмента и устройство для его осуществления | 1986 |
|
SU1444138A1 |
| Горный компас | 0 |
|
SU81A1 |
| Устройство для определения скорости распространения упругих колебаний в твердых средах | 1934 |
|
SU46374A1 |
| ВАКУУМНАЯ КРИОГЕННАЯ КАМЕРА | 0 |
|
SU246118A1 |
| Фрикционная центробежная муфта | 1941 |
|
SU71022A1 |
| US 3899962 A, 28.12.76 | |||
| Горный компас | 0 |
|
SU81A1 |
| US 3837848 A, 24.09.74 | |||
| US 3879901 A, 29.04.75. | |||
