Изобретение относится к оборудованию для изготовления строительных изделий из бетонных смесей и, в частности, к многоместным формам для изготовления облицовочной плитки из пескобетонной смеси по литьевой технологии.
Известна форма с несколькими формовочными пространствами, содержащая основание, разделительные перегородки, борта и распалубочное устройство с приводом, шарнирно соединенное с разделительными перегородками, в котором распалубочное устройство выполнено в виде тяги, шарнирно соединенной с торцевыми бортами и приводом, при этом торцевые борат, расположенные на одной стороне разделительных перегородок, выполнены в виде жесткой Г-образной конструкции, шарнирно закрепленной посредством вертикальной оси на разделительной перегородке, причем одна из ее сторон образует со стеной общую формовочную полость, а другая является торцевой формовочной плоскостью и шарнирно связана с тягой (SU, авт.св. 1414650, кл. B 28 B 7/24, Б.И. N 29 за 1988 г).
Известное техническое решение предназначено для изготовления строительных плит из малоподвижной твердеющей смеси и совершенно непригодно для изготовления строительных изделий по литьевой технологии из-за больших допусков на зазоры, оно громоздко, металлоемко и совершенно не поддается перепрофилировке на выпуск другого изделия, т.к. кинематика, свойственная данному решению, в этом случае может претерпеть серьезные изменения или совершенно потерять свое первоначальное значение.
Известна форма с несколькими формовочными пространствами, включающая поддон с продольными и торцевыми бортами, подвижные разделительные перегородки, выполненные из двух листов, соединенных между собой по бокам посредством пластин, на концах которых закреплены пальцы, размещенные с зазором под поддонном с возможностью их перемещения воль продольных бортов (RU, заявка 94030321 кл. B 28 B 7/24 от 25.04.96).
Техническое решение по заявке 94030321 является прототипом для заявленного изобретения.
Данное техническое решение предназначено для изготовления строительных изделий из пескобетонной смеси по литьевой технологии симметричной конфигурации в формуемом пространстве и не пригодно для изготовления изделий из-за кинематики распалубки формы со сложной конфигурацией, так как отделение разделительных перегородок приводит к разрушению отформованных изделий.
Предложенное техническое решение свободно от вышеперечисленных недостатков и позволяет изготавливать качественную облицовочную плиту.
Отличие формы с несколькими формовочными пространствами, включающей поддон с бортами, одна из противоположных пар которых выполнена подвижными, и разделительные перегородки с формовочными полостями состоит в том, что она снабжена фиксаторами и толкателями, жестко закрепленными на внутренних поверхностях подвижных бортов, причем разделительные перегородки через одну жестко закреплены на поддоне, а в других разделительных перегородках сверху и снизу выполнены прорези, взаимодействующие с фиксаторами и снизу этих перегородок с толкателями, разрез которых выполнен равным
где
R1 - расстояние от конца фиксатора до оси вращения;
R - расстояние от точки крепления фиксатора до оси вращения;
L1 - размер толкателя;
L - размер фиксатора.
Все вышеперечисленные признаки направлены на решение поставленных задач.
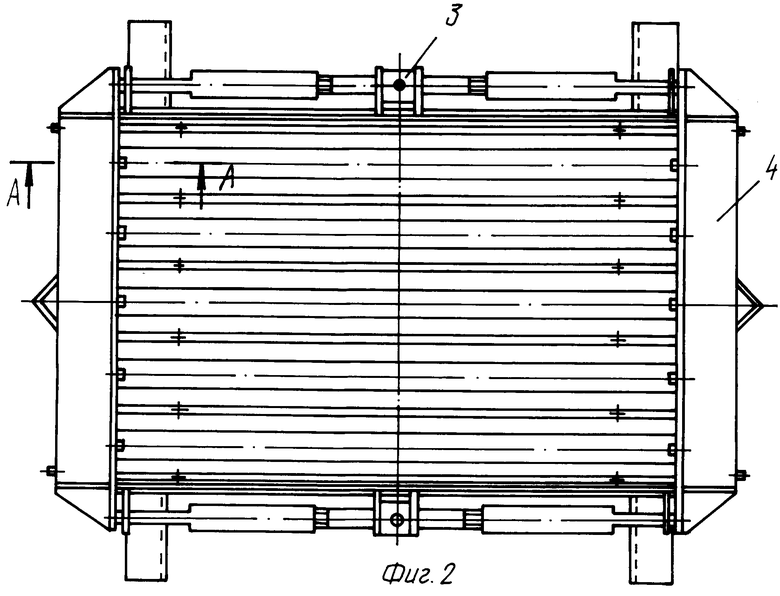
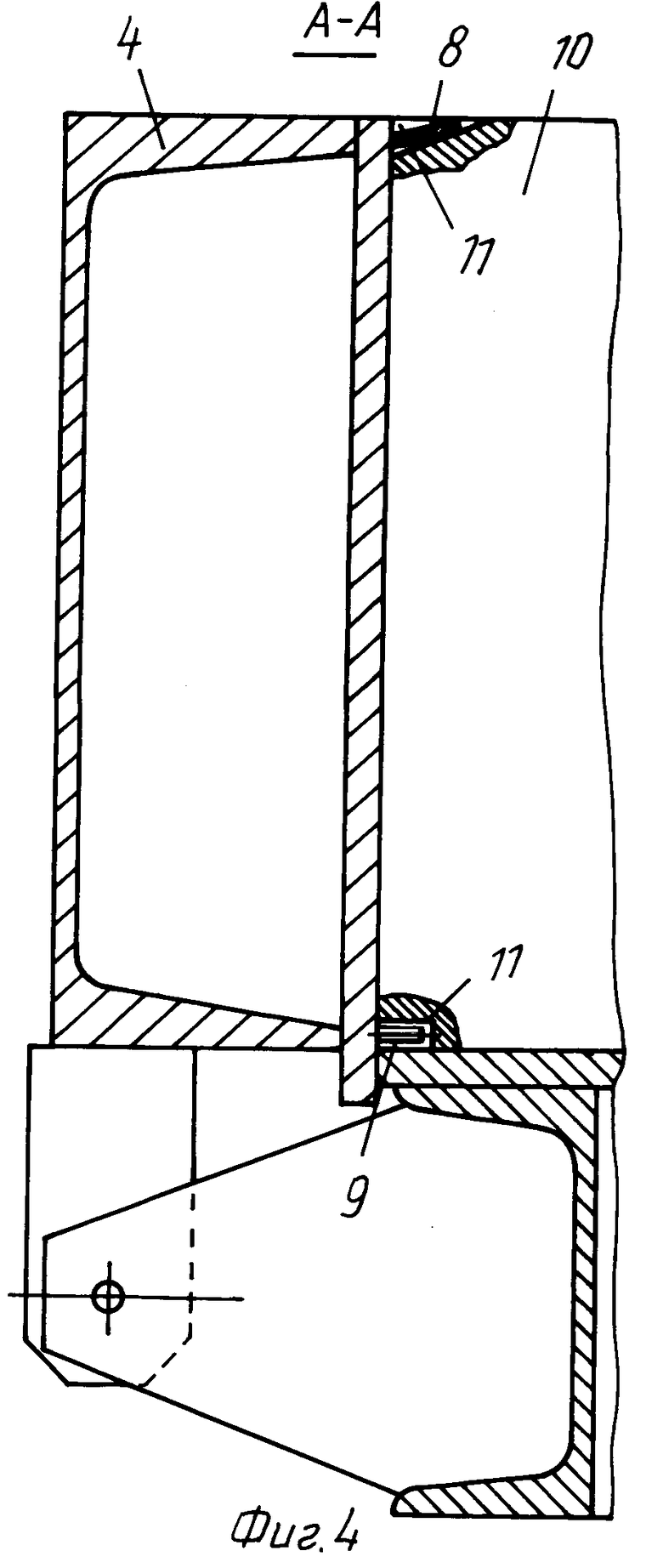
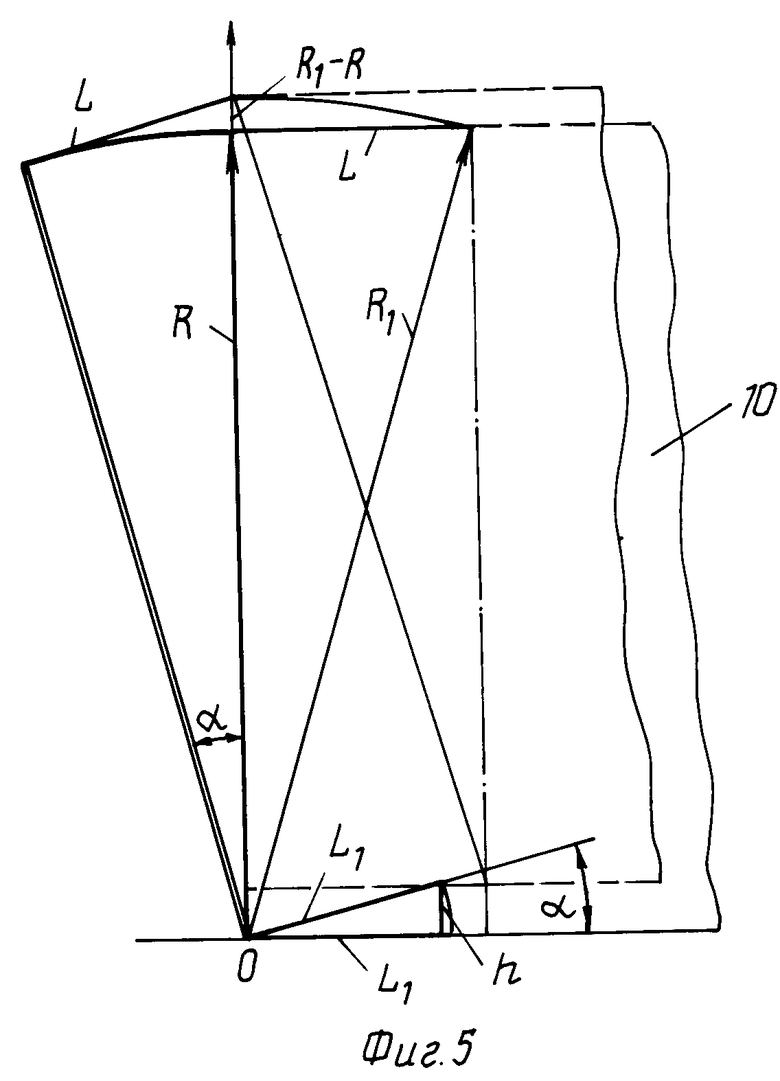
Сущность изобретения поясняется чертежом, где на фиг. 1 изображена форма сбоку; на фиг. 2 - вид формы сверху; на фиг. 3 - размер Б-Б; на фиг. 4 - разрез А-А; на фиг. 5 - кинематика подвижных бортов и подвижных перегородок.
Обозначения на чертеже следующие.
Форма состоит из поддона 1, на котором закреплены неподвижные продольные борта с винтовой парой 3, взаимодействующей с подвижными торцевыми бортами 4. В собранном виде неподвижные продольные борта 2 объединены с подвижными торцами бортами 4 механической связью 5, выполненной, например, в виде болтового соединения. На подводе 1 через одну жестко закреплены с помощью болта 6 неподвижные разделительные перегородки 7, а на внутренней поверхности подвижных торцевых бортов 4 жестко закреплены фиксаторы 8 длиной L и толкатели 9 длиной L1 причем, на подвижных разделительных перегородках 10 с обоих торцов сверху и снизу выполнены прорези 11, взаимодействующие с фиксаторами 8 и толкателями 9.
Расстояние от конца фиксатора 8 до оси вращения подвижного торцевого борта 4 соответствует размеру R1, а высота подвижного торцевого борта 4 от точки вращения до точки крепления фиксатора 8 соответствует размеру R. Размер R1 - R соответствует выходу конца фиксатора 8 из зоны контакта его с подвижной разделительной перегородкой 10 при повороте подвижного торцевого борта 4 на угол α и тождественно подъему подвижной разделительной перегородки 10 на высоту h. Смещение оси вращения в направлении реальной конструкции вышеперечисленных положений не изменяет.
Работает устройство следующим образом.
Форма с поста чистки и смазки поступает на пост сборки, где последовательно от одного продольного борта 2 к другому с чередованием через одну устанавливают неподвижные разделительные перегородки 7, скрепляя жестко их с поддоном 1 посредством болтов 6 и подвижные разделительные перегородки 10, совмещая нижние прорези 11 с толкателями 9. После чего с помощью механической связи 5 подвижные торцевые борта 4 прижимаются к неподвижным продольным борам 2, прижимая фиксаторами 8 подвижные разделительные перегородки 10 к поддону 1. В таком собранном виде форма попадает на пост формовки, где пространство между разделительными перегородками заливают цементно-песчаной смесью. Заполненную форму выдерживают до набора раствором распалубочной прочности, после чего форму раскрывают и изделия извлекают. Для распалубки формы ослабляют механическую связь 5 до обеспечения поворота подвижного торцевого борта 4 на угол α. Затем, вращая винтовые пары 3, винтами отжимают подвижные торцевые борта 4 от неподвижных продольных бортов 2 на угол α, обеспечивая выход конца фиксатора 8 из зоны контакта его с подвижной разделительной перегородкой 10 и поднимая ее на высоту h, равную разнице R1 - R, причем, размер L1 толкателя 9 в данном случае соответствует соотношению кинематики подвижных торцевых бортов 4 и подвижных разделительных перегородок 10. Исходя из равенства поворота отдельных элементов на угол α следует .
.
2. Учитывая, что h = R1 - R, тогда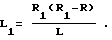
Исходя из реальной работоспособности формы, окончательный размер толкателя 9 будет соответствовать соотношению .
.
Выдвинутые из формы подвижные разделительные перегородки 10 с изделиями извлекают из формы. Изделия отделяют, форму отправляют на пост чистки и смазки формы и далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА С НЕСКОЛЬКИМИ ФОРМОВОЧНЫМИ ОТСЕКАМИ | 1994 |
|
RU2081745C1 |
| БЕТОННАЯ СМЕСЬ, СПОСОБ ПОЛУЧЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2103234C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2104152C1 |
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ПУСТОТНЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1996 |
|
RU2165845C2 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| ПОСТ РАСПАЛУБКИ И СЪЕМА ИЗДЕЛИЙ | 1996 |
|
RU2166430C2 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2125332C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КАНАЛАМИ ДЛЯ ЭЛЕКТРОПРОВОДКИ | 2001 |
|
RU2175287C1 |
Изобретение относится к оборудованию строительных изделий из бетонных смесей и, в частности, к многоместным формам для изготовления облицовочной плитки из пескобетонной смеси по литьевой технологии. Данное техническое решение позволяет получать качественную облицовочную плитку без трещин и складов из пескобетонной смеси по литьевой технологии. Закончив сборку формы, пространство между неподвижными разделительными перегородками 7 и подвижными разделительными перегородками 10 заливают цементно-песчаной смесью, которую выдерживают до набора распалубочной прочности, после чего форму подают на пост распалубки. Для распалубки формы ослабляют механическую связь 5 до обеспечения повороте подвижного торцевого борта 4 на угол α. Затем, вращая винтовые пары 3 винтами отжимают подвижные торцевые борта 4 от неподвижных продольных бортов 2 на угол α, обеспечивая выход конца фиксатора 8 из зоны контакта его с подвижной разделительной перегородкой 10 и поднимая ее на высоту равную разнице R1-R. Затем подвижные разделительные перегородки 10 с изделиями извлекают из формы, изделия отделяют, а форму отправляют на пост чистки и смазки. 5 ил.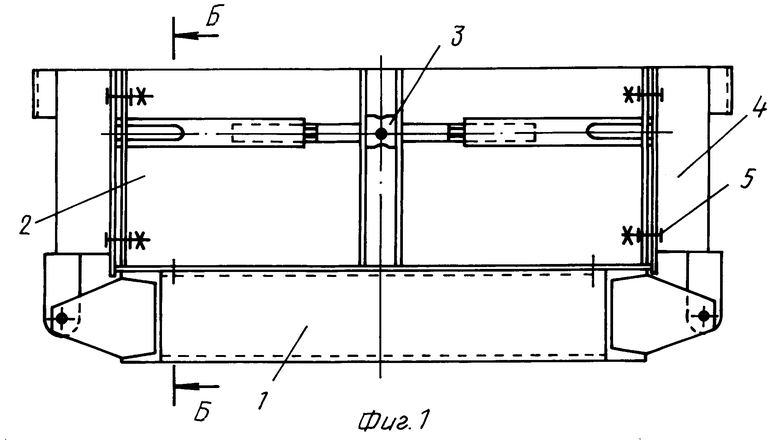
Форма с несколькими формовочными отсеками, включающая поддон с бортами, одна из противоположных пар которых выполнена подвижными, и разделительные перегородки с формовочными полостями, отличающаяся тем, что она снабжена фиксаторами и толкателями, жестко закрепленными на внутренних поверхностях подвижных бортов, причем разделительные перегородки через одну жестко закреплены на поддоне, а в других разделительных перегородках сверху и снизу выполнены прорези, взаимодействующие с фиксаторами, и снизу этих перегородок - с толкателями, размер которых соответствует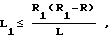
где R1 - расстояние от конца фиксатора до оси вращения;
R - расстояние от точки крепления фиксатора до оси вращения;
L1 - размер толкателя;
L - размер фиксатора.
| SU, авторское свидетельство, 1414650, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| RU, заявка, 94030321, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
