Изобретение касается способа и устройства для осуществления соединения двух кромок вязанного цилиндрического изделия, как например, сшивания мыска носка при завершении вязания изделия.
Известно, что носки вырабатываются на кругловязальных машинах, имеющих один или два игольных цилиндра, при этом вязание начинается с эластичной кромки и заканчивается мыском, который оставляют открытым, чтобы закрыть его позже на швейных стачечных машинах. В частности, известно, что после формирования необходимых рядов для мыска носка образуется несколько лишних рядов так называемой "незаправленной" кромки, обычно из слабо вязанного переплетения высотой в один сантиметр, чтобы избежать спустившихся петель во время сшивания мыска. В зависимости от типа используемой машины носки вырабатываются:
а) один за другим. В этом случае последний незаправленный ряд мыска соединяется с первым рядом эластичной кромки следующего носка с помощью прочной гладкой хорошо видимой нитки, работающей с механизмом подачи, отличным от того, который осуществляет подачу нитки для эластичной кромки, и которая удаляется вручную, чтобы отделить один носок от другого перед сшиванием мыска;
б) один отдельно от другого. Этот способ применяется большей частью на кругловязальных машинах с одним или двумя цилиндрами, оборудованных автоматическим устройством для разделения выработанных носков.
Впоследствии каждый носок должен выворачиваться наизнанку для осуществления сшивания с изнанки. Затем, мысок закрывается путем удаления ненужной кромки и сшивания петель последнего полуряда изнанки следа вместе с петлями последнего полуряда следа.
Однако сшивание мыска носков вне машины влечет за собой увеличение времени и стоимости изготовления, что обусловлено, главным образом, необходимостью выполнения ряда промежуточных операций после завершения вязания и перед этим самым сшиванием мыска, включающих, например, удаление носков и их передачу на соответствующий склад, где они подбираются по цвету и размеру. Фактически, все это означает, что приходится полагаться на опыт персонала, выполняющего и контролирующего эти операции, а также учитывать необходимость иметь достаточно большие помещения для размещения машин и отдельного хранения носков. Более того, в случае выработки таким образом большого числа носков, количество пряжи, затрачиваемой при их изготовлении и последующем удалении лишней кромки, достигает больших размеров, а поэтому, соответствующая стоимость становится экономически неэффективной и весьма убыточной для продукции фабрик с традиционной технологией.
Известен способ сшивания двух краев вязаного трубчатого изделия по завершении его вывязывания и устройство для его осуществления по патенту ГДР N 14520, D 04 B 9/46, 1958.
Известный способ включает вязание, начиная с эластичной кромки и заканчивая у края мыска, который оставляют открытым. Для заделывния мыска осуществляют удерживание петель первого полуряда с помощью платин для размещения этих петель на уровне, удобном для их перемещения, установку на том же уровне, что и первый полуряд, игл с петлями второго полуряда, перемещение петель первого полуряда с помощью средств, предусмотренных для их переноса на соответствующие иглы другого полуряда, перенос перемещенных таким образом петель с поворотом их на 180o вокруг горизонтальной оси игольного цилиндра таким образом, что каждая перенесенная петля совпадает с соответствующей петлей второго полуряда, поднятие игл второго полуряда для осуществления высвобождения петель от соответствующих средств переноса, размещение петель "соосно", введение соединительной иглы в пару уложенных друг на друга петель при подаче на нее соединительной нити, соединение двух полурядов, фиксирование нити и ее отрезание.
Для осуществления указанных выше операций машина оснащена соответствующими средствами для перемещения игл первого и второго полурядов, средством для перемещения петель одного из полурядов и их поворота на 180o, средством для выполнения соединения парных петель, средством фиксации соединительной нити и ее отрезания.
Упомянутые выше способ и устройство приняты в качестве ближайших аналогов заявленных изобретений.
Главной целью настоящего изобретения является устранение недостатков, присущих традиционных способам, и создание способа и автоматического устройства для соединения кромок вязанного цилиндрического изделия, которые позволили бы получить готовое изделие превосходного качества и, в то же время обеспечили бы существенное упрощение работы, а также конструкции и ухода за сшивающим устройством и вязальной машиной.
Этот результат достигается в соответствии с настоящим изобретением за счет создания способа, включающего начальные этапы изготовления вязанного цилиндрического изделия, например, носка, начиная с эластичной кромки и заканчивая мыском, остающимся открытым, с помощью одноцилиндровой кругловязальной машины и размещения последней для формирования петель первого полуряда на вязальных иглах второго полуряда петель путем их переворачивания на 180o вокруг диаметральной оси игольного цилиндра, приводящегося в действие соответствующим средством переноса петель, в результате чего пары петель первого и второго полурядов будут удерживаться на иглах второго полуряда, при этом способ настоящего изобретения включает следующие рабочие операции:
опускание игл второго полуряда при открытых платинах с тем, чтобы сместить петли первого и второго полурядов на уровень, ниже носика платины машины;
подъем игл второго полуряда при закрытых платина так, чтобы соответствующие пары петель первого и второго полурядов удерживались платинами в заданном положении относительно стержня соответствующих игл;
дальнейший подъем игл второго полуряда до тех пор, пока все соответствующие пары петель не достигнут рабочего уровня средства переноса первого полуряда с тем, чтобы петли удерживались этим средством;
опускание игл второго полуряда с тем, чтобы петли изделия первого и второго полурядов были сняты с механизма переноса, т.е. чтобы очистить изделие от вязальных игл;
перенос изделия с удерживаемыми таким образом петлями, чтобы разместить его на заданном расстоянии от вязального цилиндра;
размещение перенесенных таким образом петель, чтобы они имели равноудаленное угловое расположение с возможностью изменения окружного шага, т.е. выбранного в соответствии с требуемой точностью соединения;
соединение соответствующих пар петель, расположенных таким образом с помощью стачивающей или сшивающей иглы для формирования цепи, а при завершении соединения (стачивания), выполнение одного или более узлов для закрепления цепи;
обрезание стачивающей нити;
освобождение соединенных таким образом пар петель первого и второго полурядов, чтобы обеспечить удаление изделий в его окончательном вывернутом на лицевую сторону положении.
Следует отметить, что петля находится в ее удерживаемом положении, когда она одета на язычковую иглу на уровне между крючком иглы и свободным концом клапана, находящимся в полностью открытом положении.
Предпочтительно, в соответствии с настоящим изобретением предусматривается введение конца стачиваемой нитки, т.е. той, что выполняет соединение, внутрь изделия после выполнения узлов, закрывающих цепочку. Более того, сшивающая нить может быть либо той же, что используется для вязания изделий, без решения вопроса непрерывности, либо другой нитью, поступающей с соответствующей катушки, отличной от той, что подает вязальную нить.
Что касается устройства для осуществления способа настоящего изобретения, то оно содержит:
кулачковое средство для осуществления подъема и, соответственно, опускания заданного числа игл первого и второго полурядов петель, которое находится в рабочем состоянии, когда привязывающие замки не работают и наоборот;
средство для съема петель первого полуряда и их переворачивания на 180o вокруг диаметральной оси игольного цилиндра и, кроме того, для удаления пар соответствующих петель с игл второго полуряда с помощью пар спиц для каждой петли, соответственно, пар соответствующих петель и по крайней мере соответствующими открывающей и, соответственно, закрывающей шпрынками, которые входят с возможностью скольжения в соответствующие пазы полукруглого сектора, вращательно установленного для осуществления углового поворота на 180o в обоих направлениях вокруг диаметральной оси игольного цилиндра в положении, перекрывающее платины машины, вырабатывающей изделие, и поддерживаемые элементами, обеспечивающими их передачу с вязальной позиции в позицию для стачивания мыска носка;
кулачковое средство, установленное в соответствии с вязальной позицией для приведения в действие спиц и, соответственно, шпрынок в соответствующих пазах качающегося сектора;
кулачковое средство для осуществления переворачивания на 180o в обоих направлениях полукруглого сектора вокруг диаметральной оси игольного цилиндра;
кулачковое средство для поддержания корпуса платины кругловязальной машины в заданном и постоянном угловом положении;
рабочий цилиндр для осуществления переноса элемента, поддерживающего полукруглый сектор, из вязальной позиции в позицию стачивания мыска изделия;
кулачковое средство в соответствии с вязальной позицией для приведения в действие спиц и, соответственно, шпрынок во время операций по предварительной фиксации петель для их стачивания и удаления готового изделия;
швейно-стачечная машина для осуществления сшивания-стачивания пар соответствующих петель и выполнения узлов, закрывающих линию сшивания-стачивания;
средство для обрезания в конечном счете сшивающей-стачивающей нити;
средство для удерживания конца стачечной нити после ее обрезания.
Предпочтительно, в соответствии с настоящим изобретением предусматривается средство для введения конца стачивающей нити, что приводит его к соединению с изделием внутри него.
Преимущества, получаемые от настоящего изобретения, заключаются по существу в том, что можно осуществлять закрытие мыска вязанного трубчатого изделия сразу же машиной, вырабатывающей это изделие и полностью автоматически, тем самым значительно сокращая время и стоимость изготовления;
что полностью устраняется ряд операций традиционного способа закрытия мыска вязанного трубчатого изделия, как-то: формирование незаправленного и соответственно лишнего материала, передача изделий с кругловязальной машины на склады или на швейно-стачечные машины; выворачивание их наизнанку; стачивание носка и последующее его выворачивние на лицевую сторону;
что возможна автоматическая стачка кромок изделия вне вязальной позиции и размещение стачивающего средства на заданном расстоянии от него; тем не менее образуя одну производственную установку;
что можно достигнуть высокой степени доступности к средствам вязальной позиции и стачечной позиции, а также к средствам переноса изделия из одной позиции в другую, что дает, в частности, преимущество при сборке технологической установки, а также в процессе ухода и регулирования различных приводных средств;
что можно во время стачивания одного изделия одновременно осуществлять вязание следующего, что значительно сокращает простои машины и повышает ее производительность с точки зрения готового изделия;
что можно производить стачивание, используя ту же нить, которая идет на вязание изделия без решения непрерывности, чтобы избежать циклического "начинания" соединения, т. е. формирования начального переплетения того же соединения, и наличия так называемого хвоста стачивающей нити;
что можно осуществлять соединение с помощью любого переплетения, подходящего для изготовления вязанного изделия, как например, с помощью "гладкого цепного" переплетения, обладающего превосходной упругостью и позволяющего использовать большинство нитей, имеющихся на рынке;
что можно осуществлять закрытие мыска носка с помощью швов различного типа, например, "рыбьего рта" или "акульей пасти" в дополнение к традиционно использующимся типам;
что можно осуществлять стачивание как с изнаночной, так и лицевой стороны следа носка путем простого выполнения кармана из ткани на той или другой стороне изделия относительно его пятки;
что при завершении соединения мыска изделие оказывается в своем окончательном лицевом положении;
что готовое изделие является лучшего качества с эстетической и функциональной точек зрения, так как шов вяжется и соединяет две кромки мыска без какого-либо увеличения его толщины;
что устройство соединения двух кромок вязанного цилиндрического изделия обладает высокой надежностью даже после длительного периода его эксплуатации;
что любая обычная кругловязальная машина может быть оборудована этим устройством без каких-либо радикальных изменений в ее базовой конструкции.
Эти и другие преимущества и характеристики настоящего изобретения будут лучше понятны любым специалистом в данной области при его ознакомлении с приводимым описанием, которое сопровождается ссылками на прилагаемые чертежи, дающие практические примеры изобретения, но не ограничивающие его, где:
фиг. 1 - схематичный вид в продольном сечении устройства в соответствии с первым вариантом настоящего изобретения в начале цикла закрытия мыска трубчатого изделия;
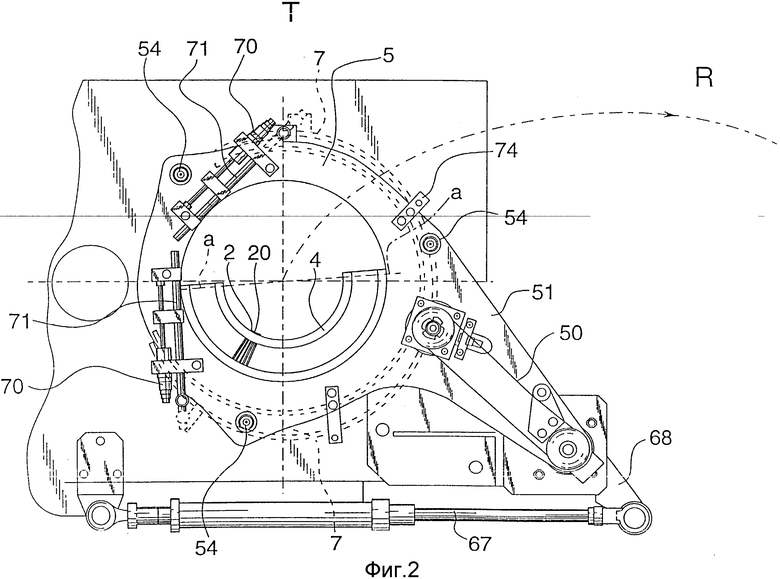
фиг. 2 - вид в плане механизма переноса изделия с вязальной позиции на стачечную позицию в устройстве на фиг. 1;
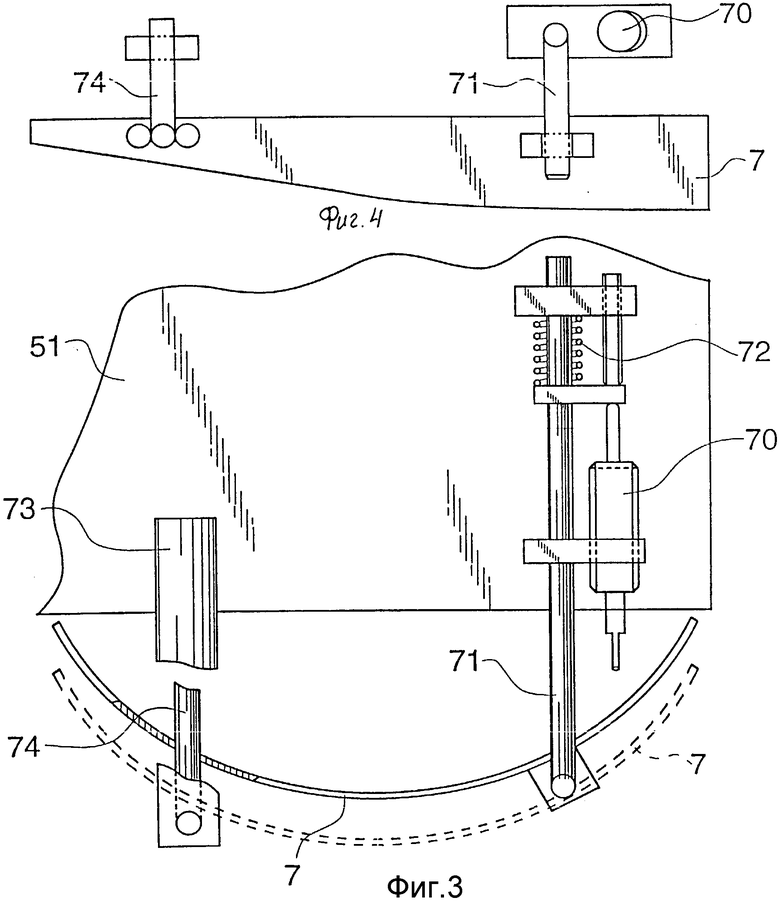
фиг. 3 - детальное изображение замков (cam) и соответствующего приводного средства для осуществления переворачивания полукруглого сектора устройства по фиг. 1;
фиг. 4 - вид сбоку средства на фиг. 3;
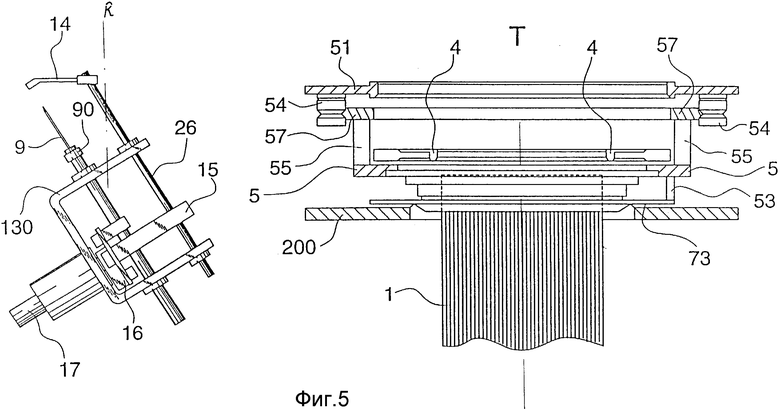
фиг. 5 - схематичное изображение механизма по фиг. 2 со стачивающим средством в положении наготове;
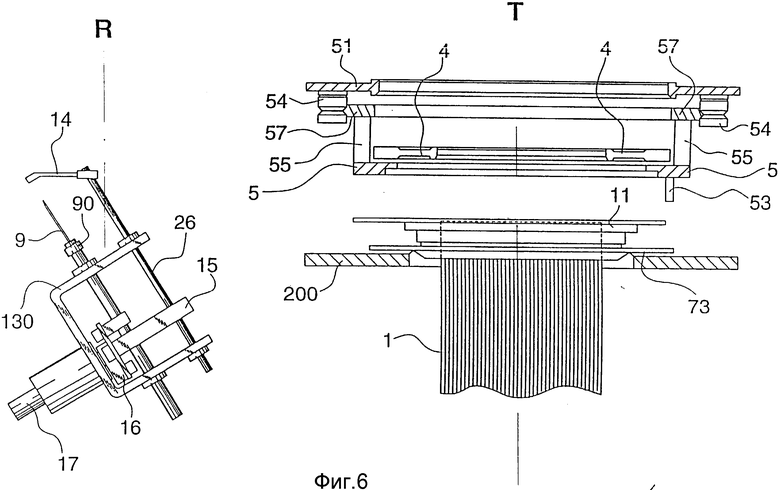
фиг. 6 - механизм на фиг. 2, отсоединенный от игольницы машины со стачивающими средствами в состоянии наготове;
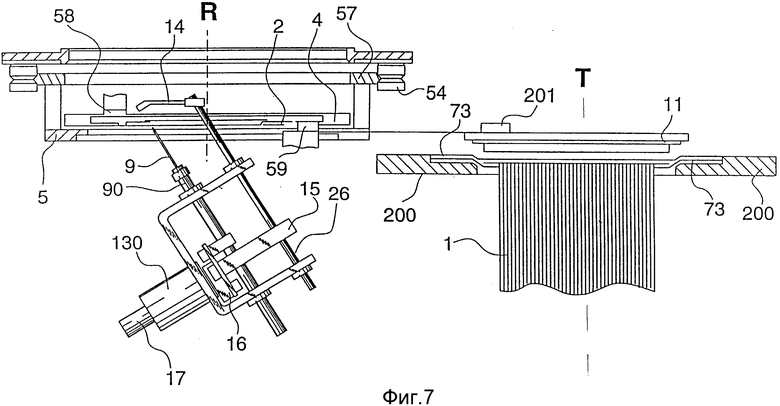
фиг. 7 - механизм на фиг. 2 во время стачивания мыска со стачивающими средствами в рабочем состоянии;
фиг. 8 - схематичное изображение операции на фиг. 5 со всасывающим шлангом вязальной машины, находящимся в нормальном, т.е. опущенном положении;
фиг. 9 - показано положение на фиг. 6 со всасывающим шлангом в поднятом положении;
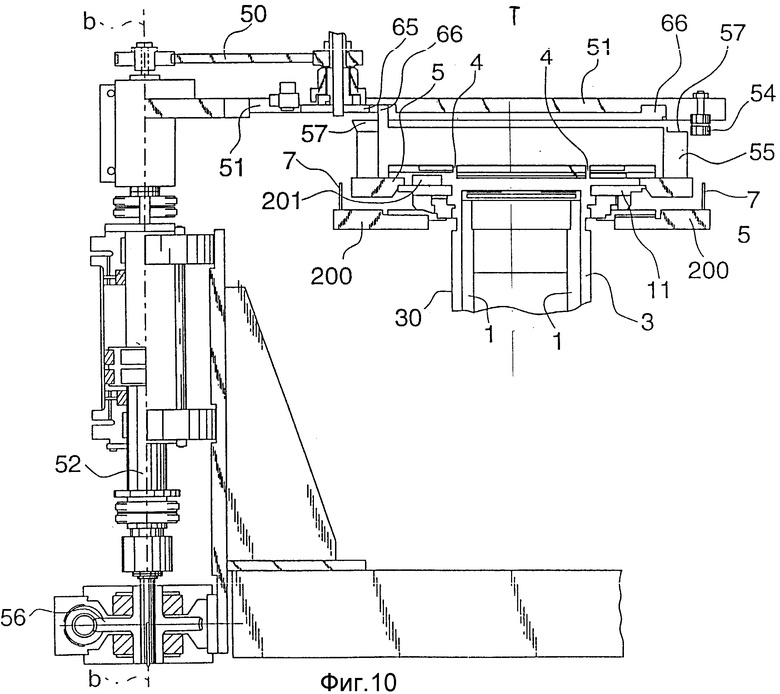
фиг. 10 - вид сбоку устройства на фиг. 1 в соответствии с альтернативным вариантом;
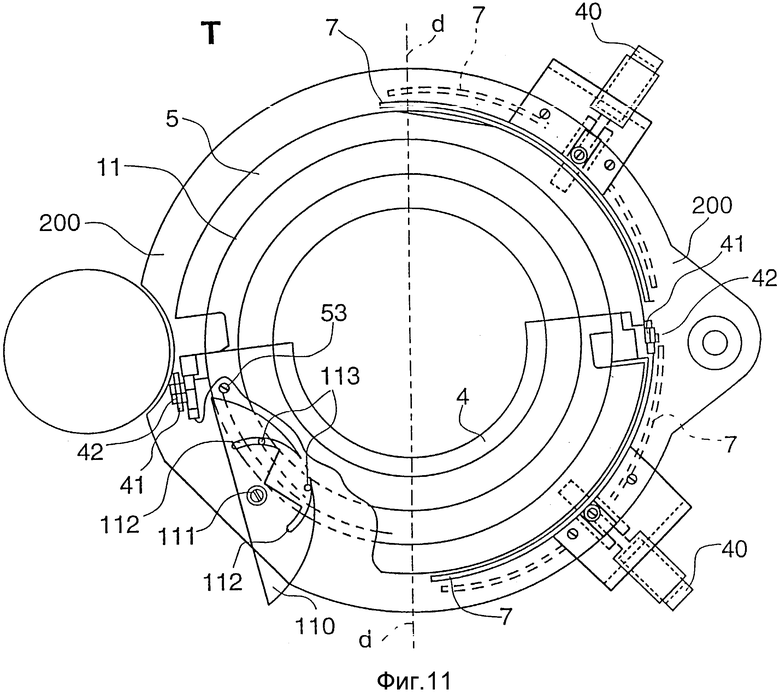
фиг. 11 - вид в плане, показывающий качающийся полукруглый сектор, соответствующий опорный элемент, соответствующее переворачивающее средств и средство для удерживания корпуса платины в неподвижном пространственном положении;
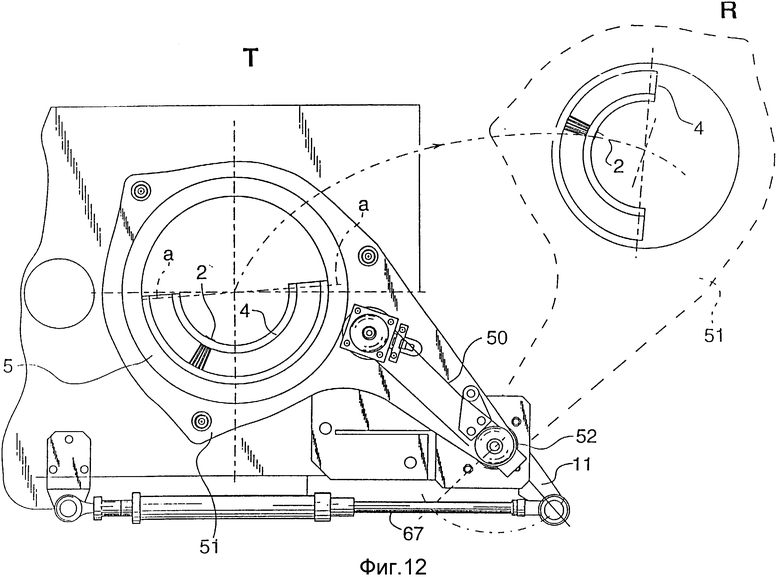
фиг. 12 - вид в плане средства для переноса изделия с вязальной позиции на стачечную позицию в устройстве на фиг. 10;
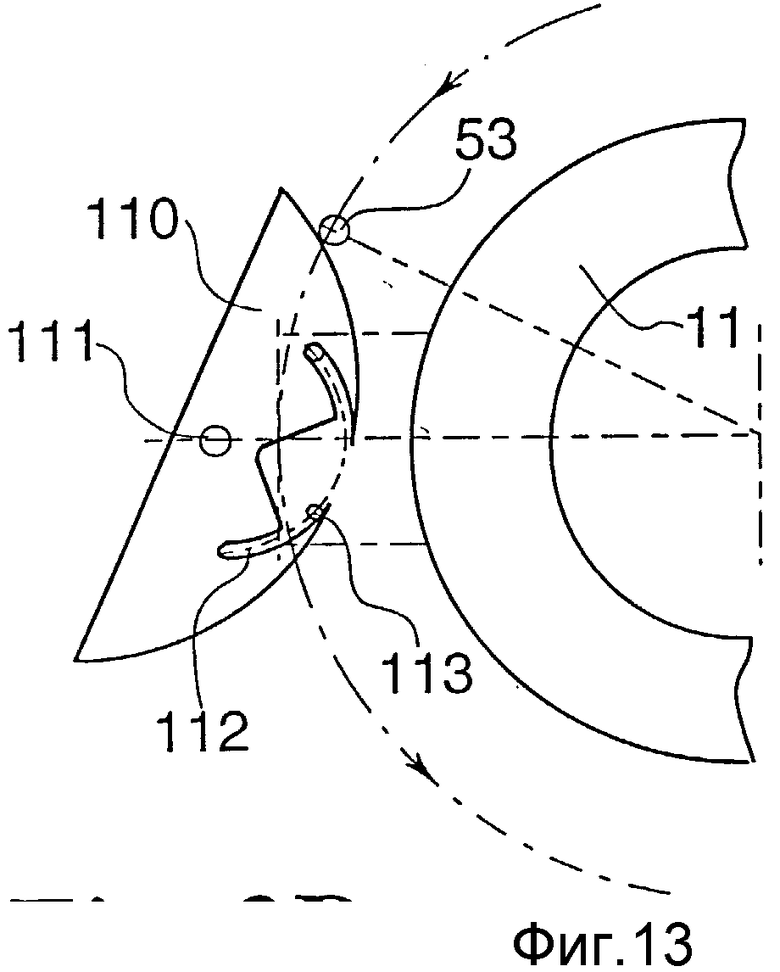
фиг. 13 - вид, показывающий более детально средство для соединения корпуса платины с машиной на начальном этапе их движения;
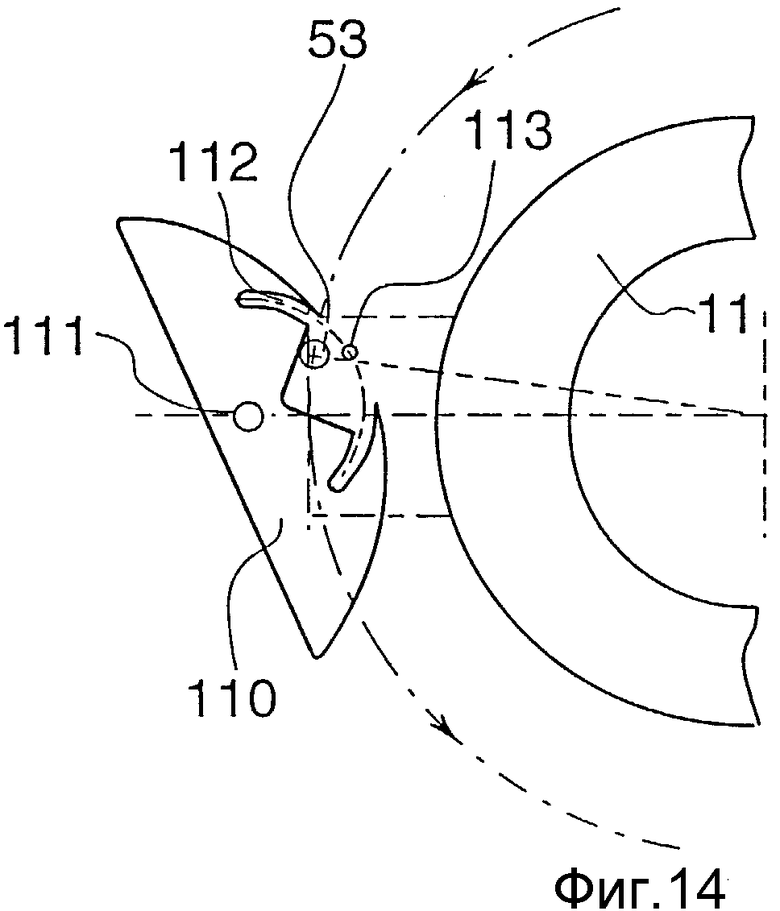
фиг. 14 - детально показано средство с фиг. 13 на промежуточном этапе их движения;
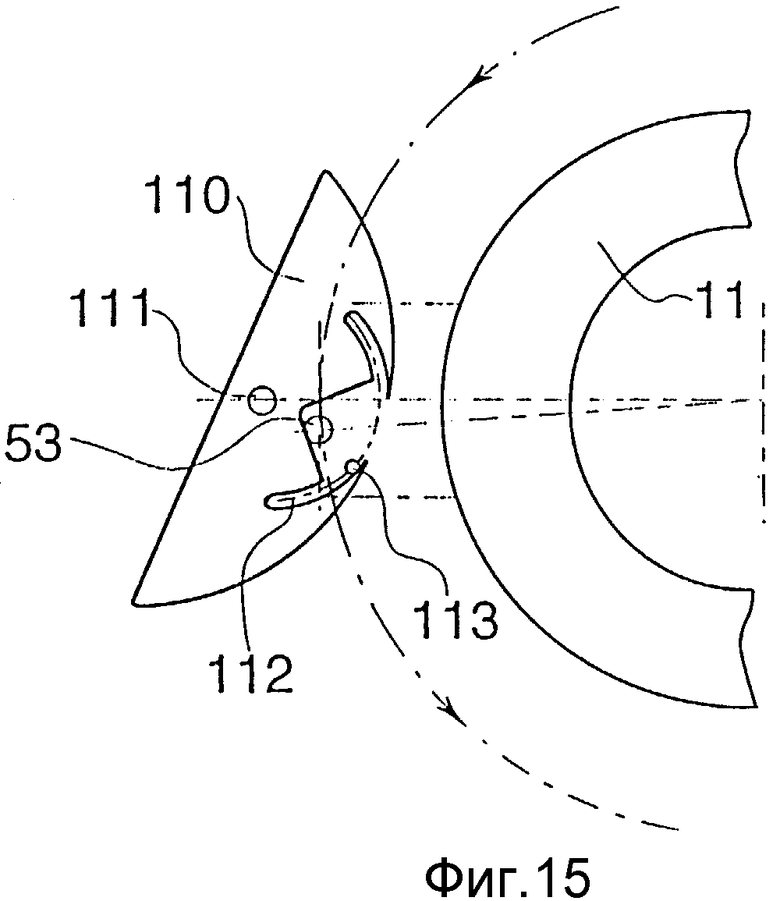
фиг. 15 - вид, показывающий детально средство на фиг. 13 и 14 на заключительном этапе их движения, т.е. при возвращении их в первоначальное положение;
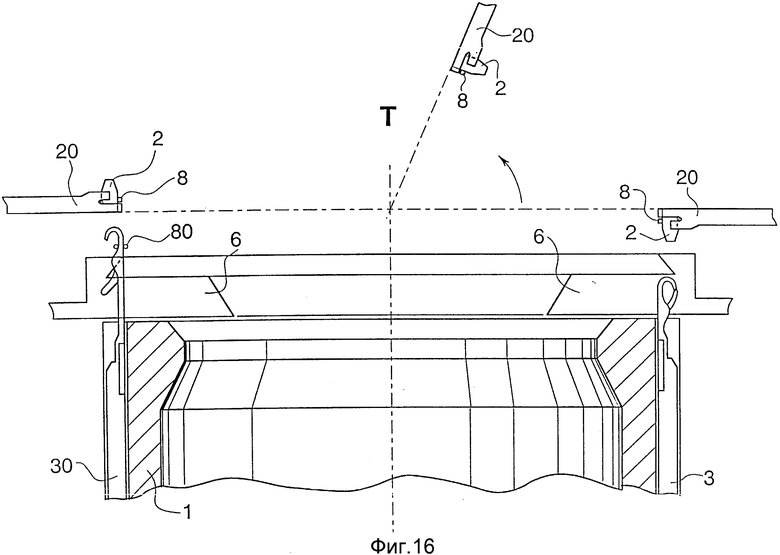
фиг. 16 - схематичный вид в частичном продольном сечении, показывающий игольный цилиндр машины, снабженной устройством соединения двух кромок вязанного цилиндрического изделия на этапе переворачивания качающегося сектора для переноса петель первого полуряда на иглы второго полуряда;
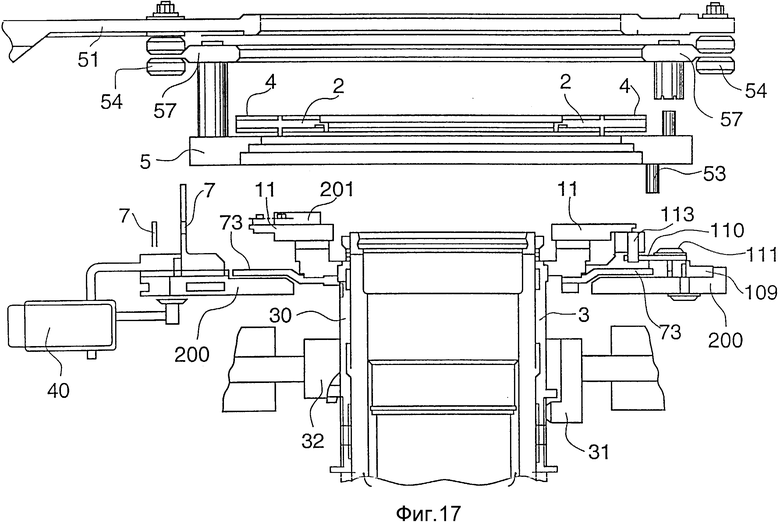
17 - вид, показывающий средство на фиг. 12 в частичном продольном сечении машины с устройством настоящего изобретения и с средством на фиг. 12, где качающийся сектор поднимается относительно вязальной головки соответствующего приводного средства и средства размещения игл.
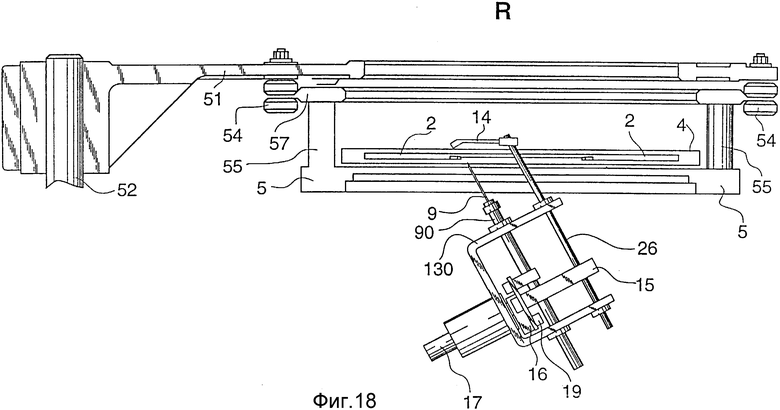
фиг. 18 - вид в частичном продольном сечении, показывающий позицию стачивания мыска изделия с средством на фиг. 12 в положении стачивания;
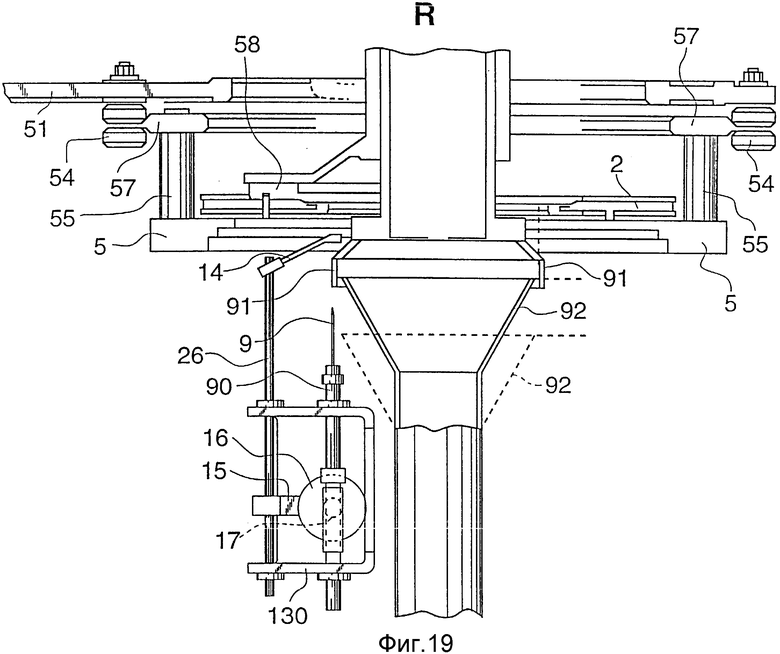
фиг. 19 - вид, показывающий более детально стачивание мыска изделия в соответствии с альтернативным вариантом;
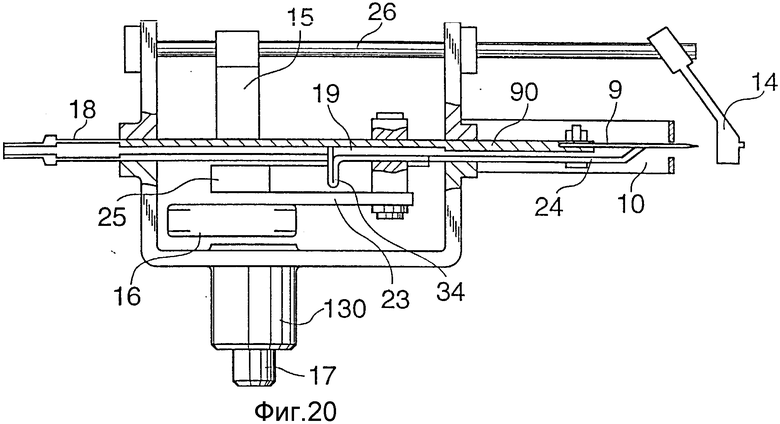
фиг. 20 - более детально показана швейная машина с составной, т.е. снабженной полозом, иглой для осуществления операции стачивания;
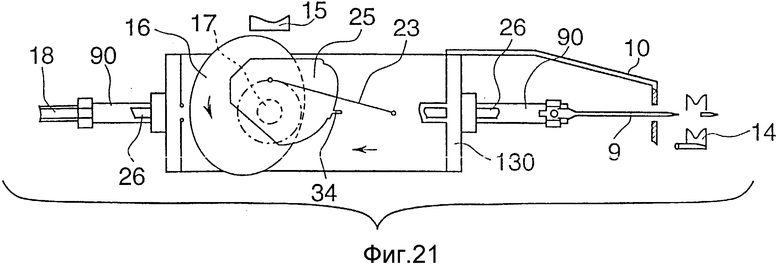
фиг. 21 - более детальный вид в плане машины на фиг. 20;
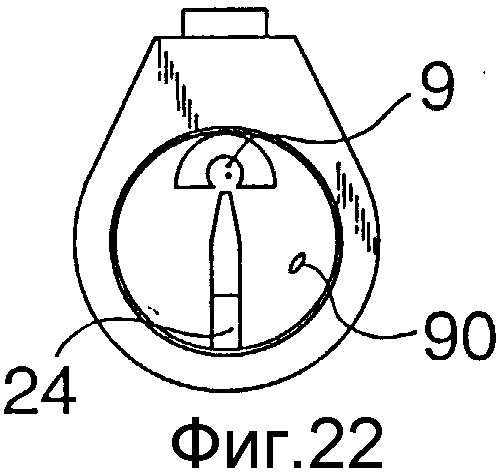
фиг. 22 - вид спереди игольницы с соответствующими вспомогательными элементами швейной машины на фиг. 20;
фиг. 23 - более детальный вид в частичном сечении стачечной иглы с закрепляющим полозом (Skid) соответствующего крючка головки вязального крючка;
фиг. 24 - вид сбоку иглы вязального цилиндра кругловязальной машины;
фиг. 25 - вид в сечении по линии А-А на фиг. 24;
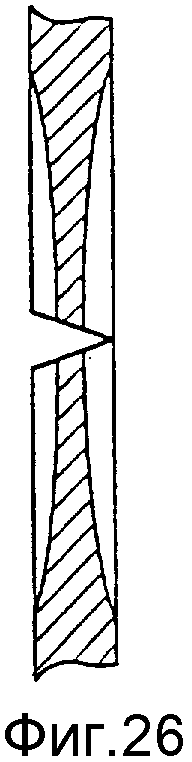
фиг. 26 - вид в сечении по линии Х-Х на фиг. 24;
фиг. 27 - вид в плане спицы (колка) для съема и переворачивания петель с повернутой вправо головкой;
фиг. 28 - вид сбоку спицы на фиг. 27;
фиг. 29 - вид в плане спицы, дополняющей фиг. 27, т.е. с ее головкой, повернутой влево;
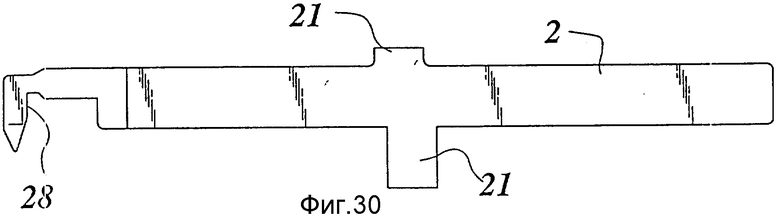
фиг. 30 - вид сбоку спицы на фиг. 29;
фиг. 31 - вид в плане закрывающей шпрынки, взаимодействующей со спицей на фиг. 27;
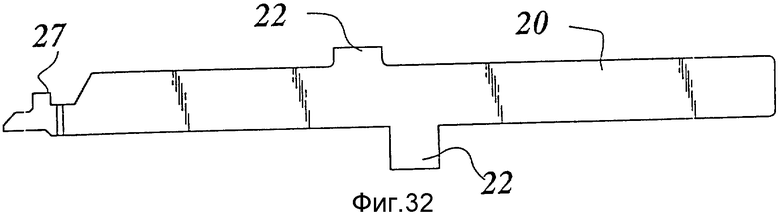
фиг. 32 - вид сбоку шпрынки по фиг. 31;
фиг. 33 - вид в плане шпрынки, взаимодействующей со спицей по фиг. 29;
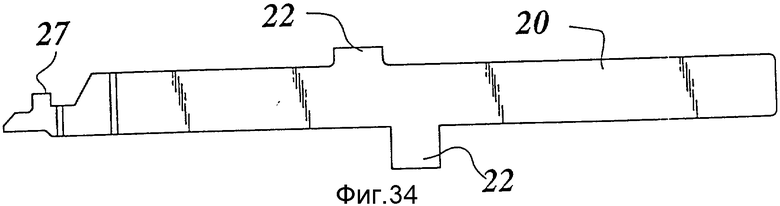
фиг. 34 - вид сбоку шпрынки на фиг. 33;
фиг. 35 - вид в плане сборочного узла из двух спиц и соответствующих шпрынок в открытом положении;
фиг. 36 - вид в сечении по линии С-С на фиг. 35;
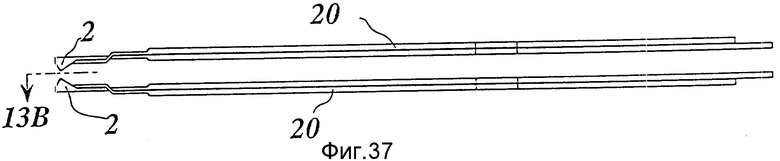
фиг. 37 - вид в плане сборочного узла из двух спиц и соответствующих шпрынок в закрытом положении;
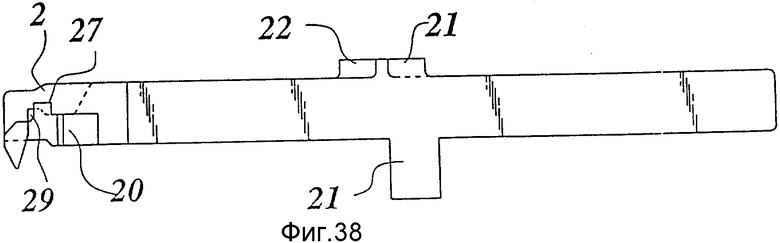
фиг. 38 - вид в сечении по линии Д-Д на фиг. 37;
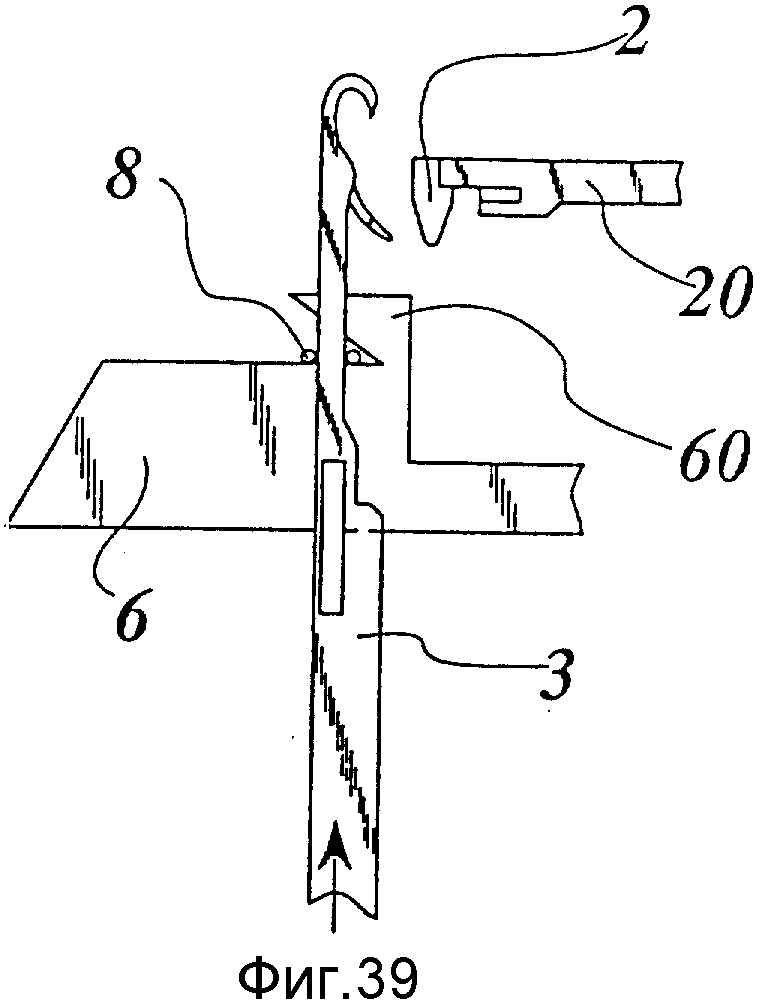
фиг. 39 - игла первого полуряда на начальном этапе закрытия мыска изделия;
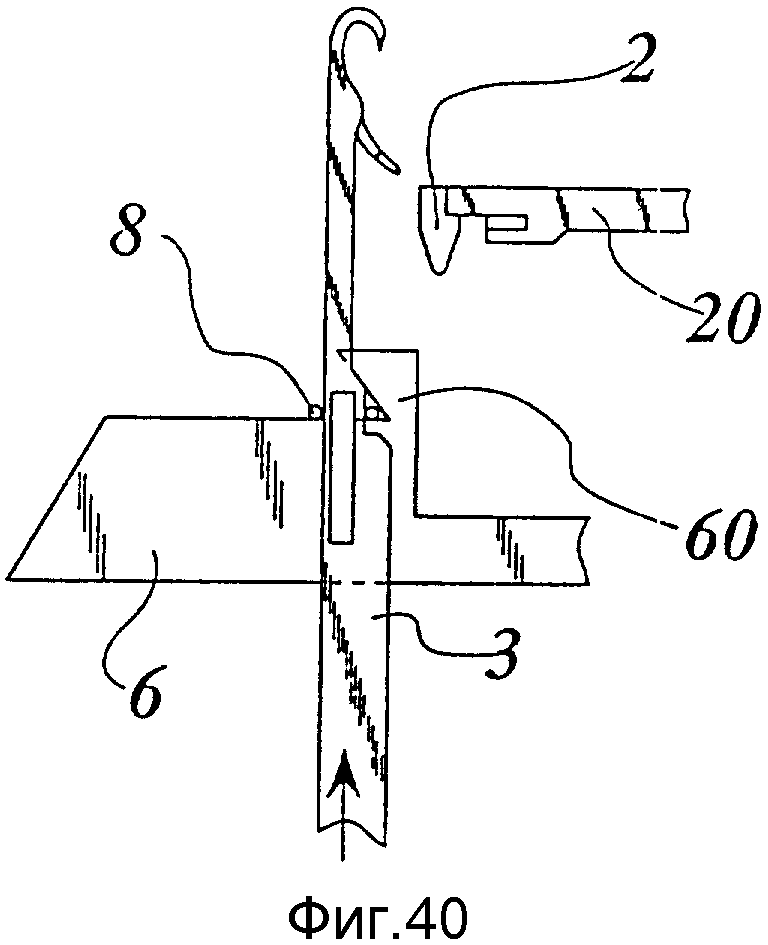
фиг. 40 - игла на фиг. 39 при ее подъеме при закрытых платинах;
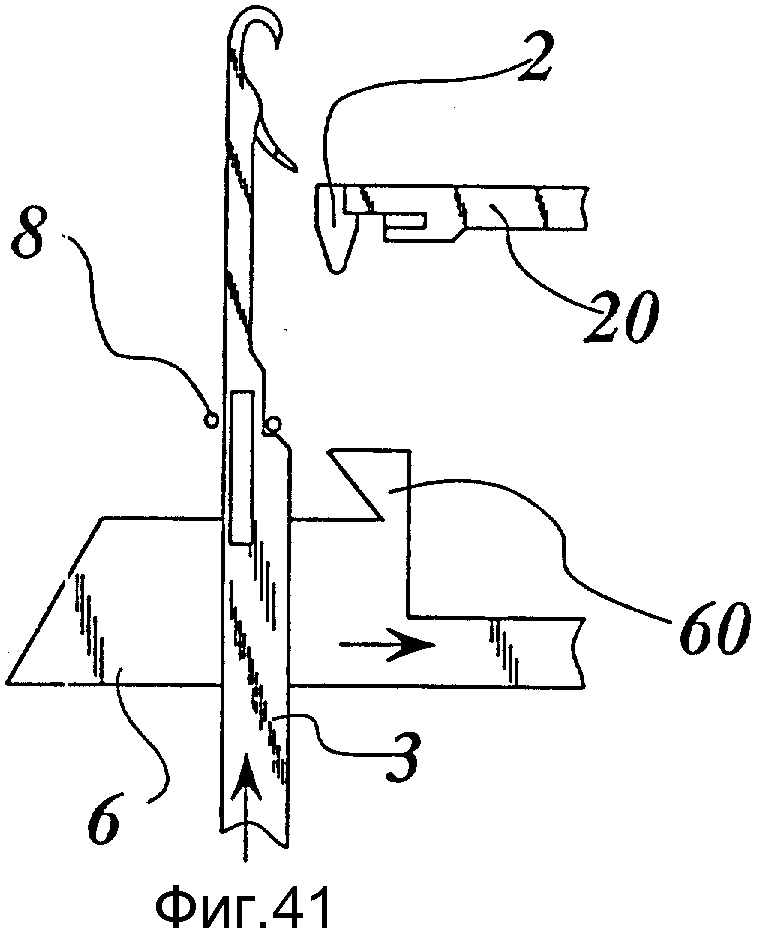
фиг. 41 - игла на фиг. 39 на промежуточной стадии своего подъема при открытых платинах;
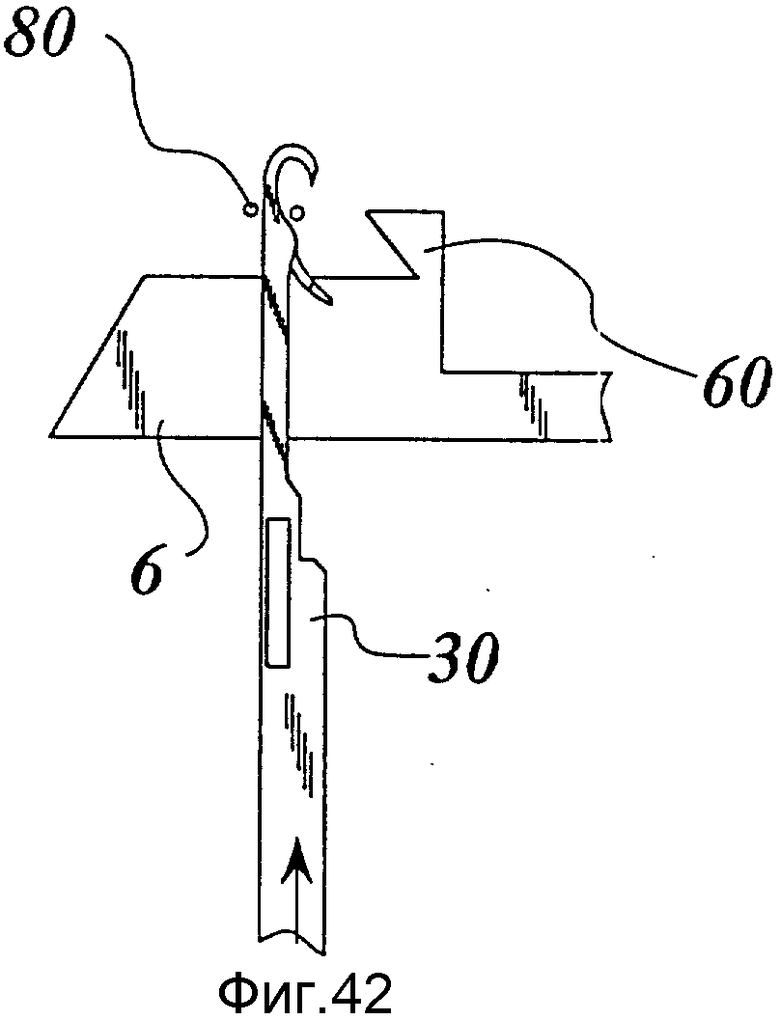
фиг. 42 - детально показана игла второго полуряда на заключительном этапе своего подъема;
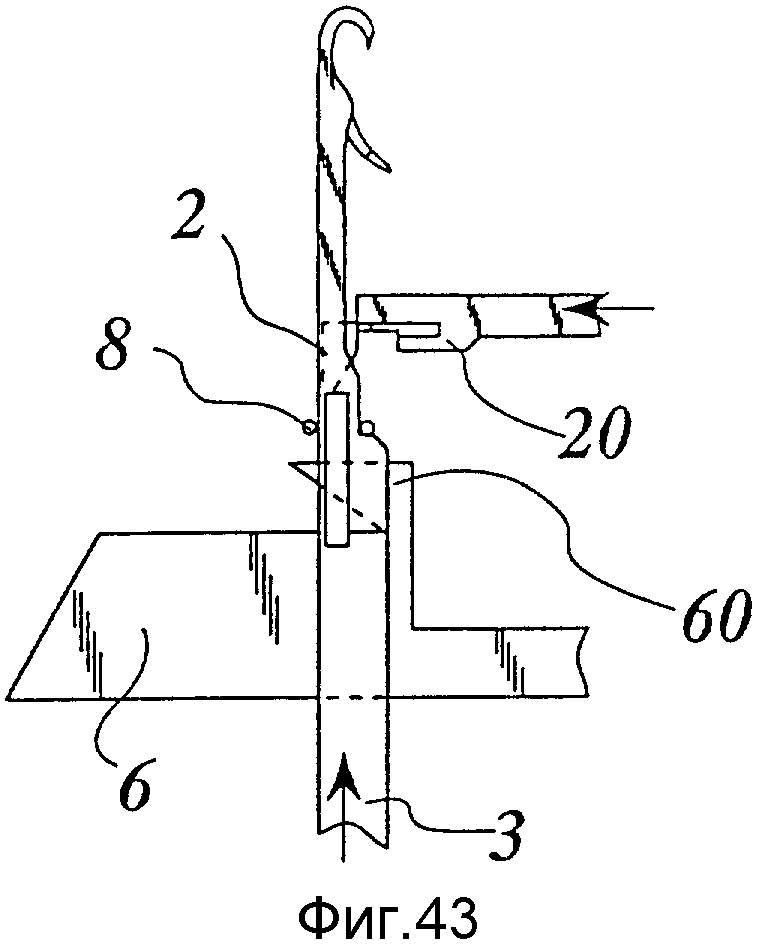
фиг. 43 - игла на фиг. 41, где одна из соответствующих спиц показана движущейся близко к соответствующей петле;
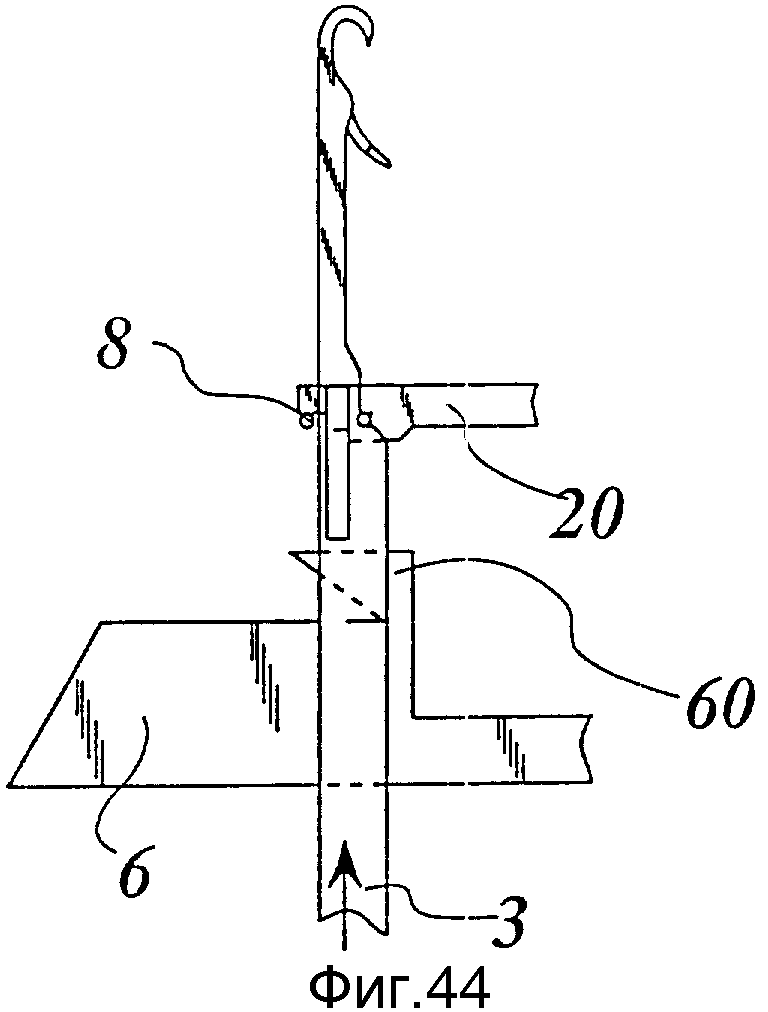
фиг. 44 - игла на фиг. 43 со спицей, взаимодействующей с петлей;
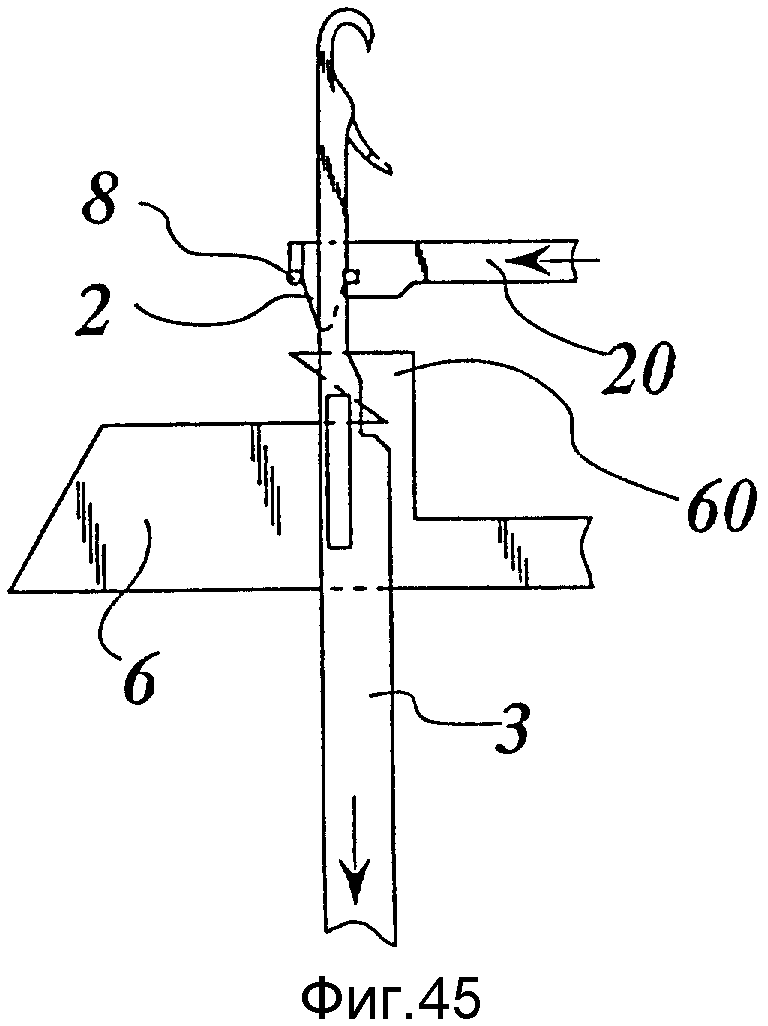
фиг. 45 - игла на фиг. 43, где спица показана подхватывающей петлю;
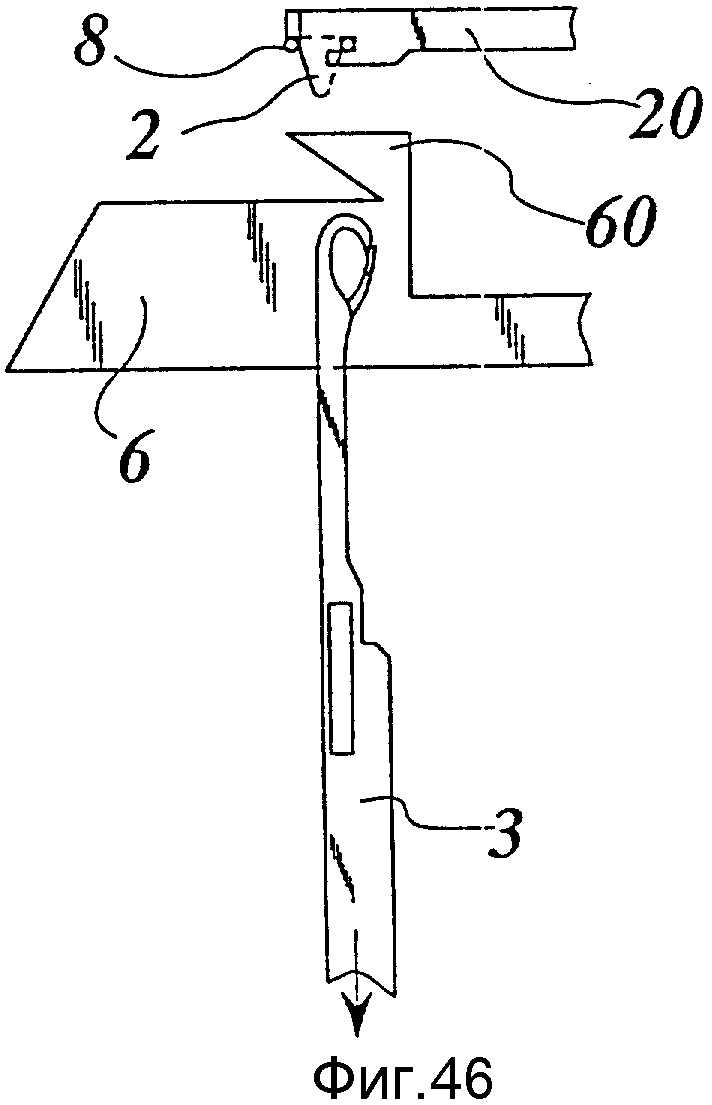
фиг. 46 - игла на фиг. 43 в опущенном положении;
фиг. 47 - более детальное изображение иглы второго полуряда, где одна из соответствующих спиц показана перехватывающей соответствующую переносимую петлю первого полуряда;
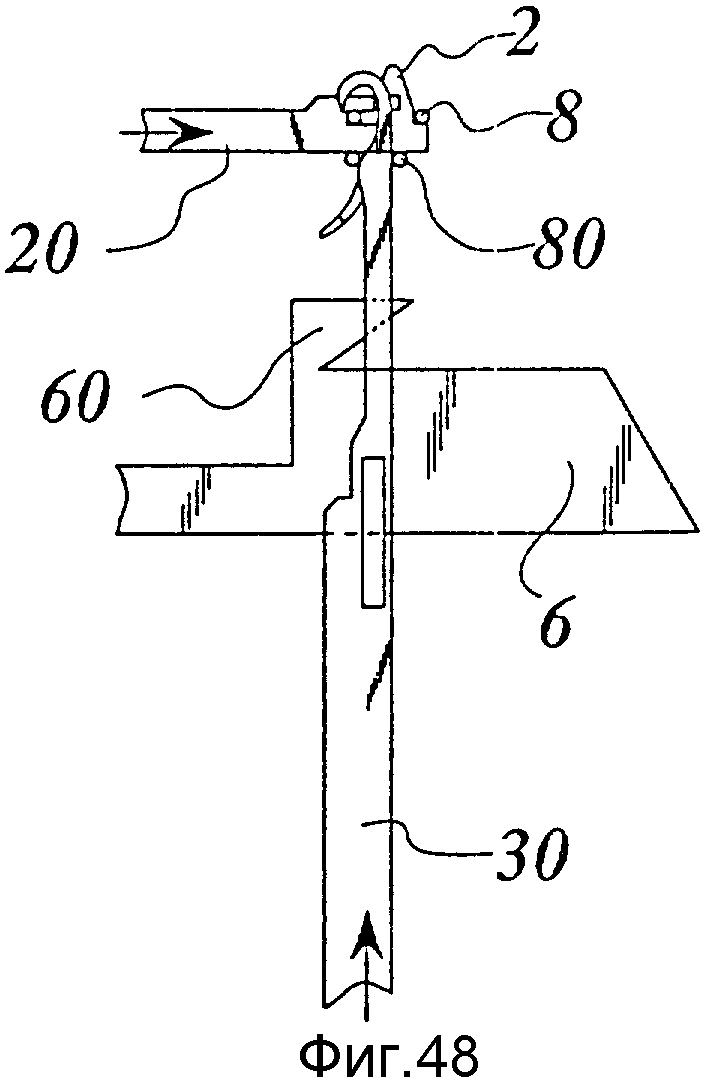
фиг. 48 - игла на фиг. 47 со спицей, укладывающей соответствующую петлю на шейку иглы перед раскрытием соответствующей шпрынки;
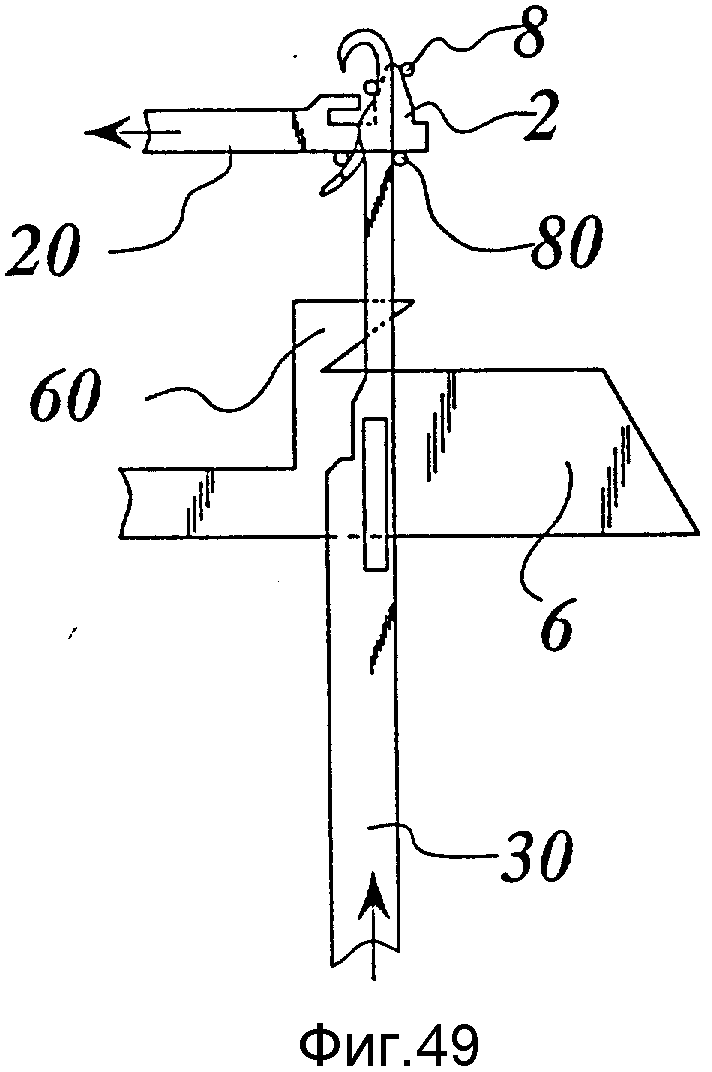
фиг. 49 - игла на фиг. 48 в поднятом положении для съема соответствующей петли первого полуряда со спицы;
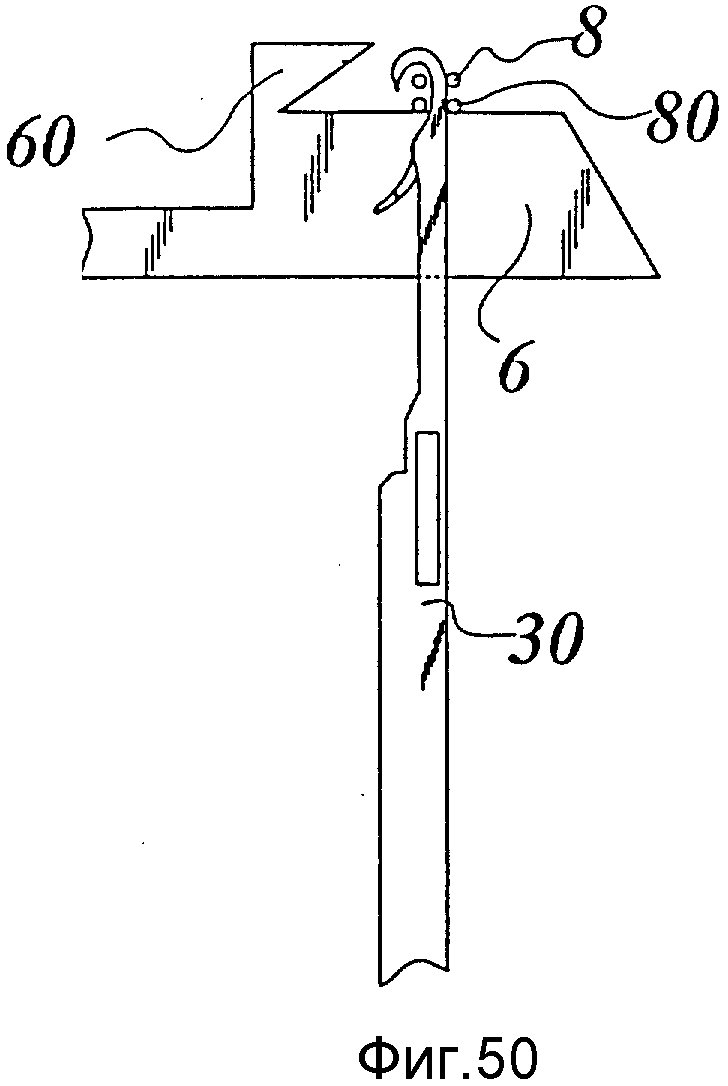
фиг. 50 - игла по фиг. 49 в опущенном положении ниже носика платины с соответствующими петлями первого и второго полурядов в удерживаемом положении и с отрытой соответствующей платиной;
фиг. 51 - игла на фиг. 50 во время ее подъема с закрытой платиной;
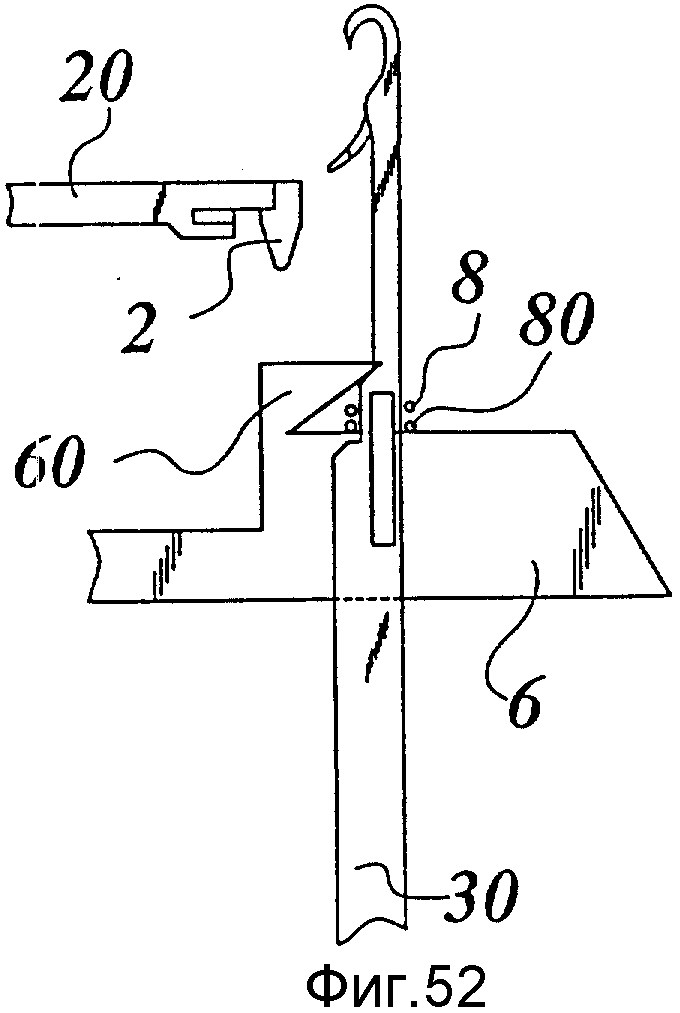
фиг. 52 - игла на фиг. 51 на этапе ее дальнейшего подъема при закрытых платинах;
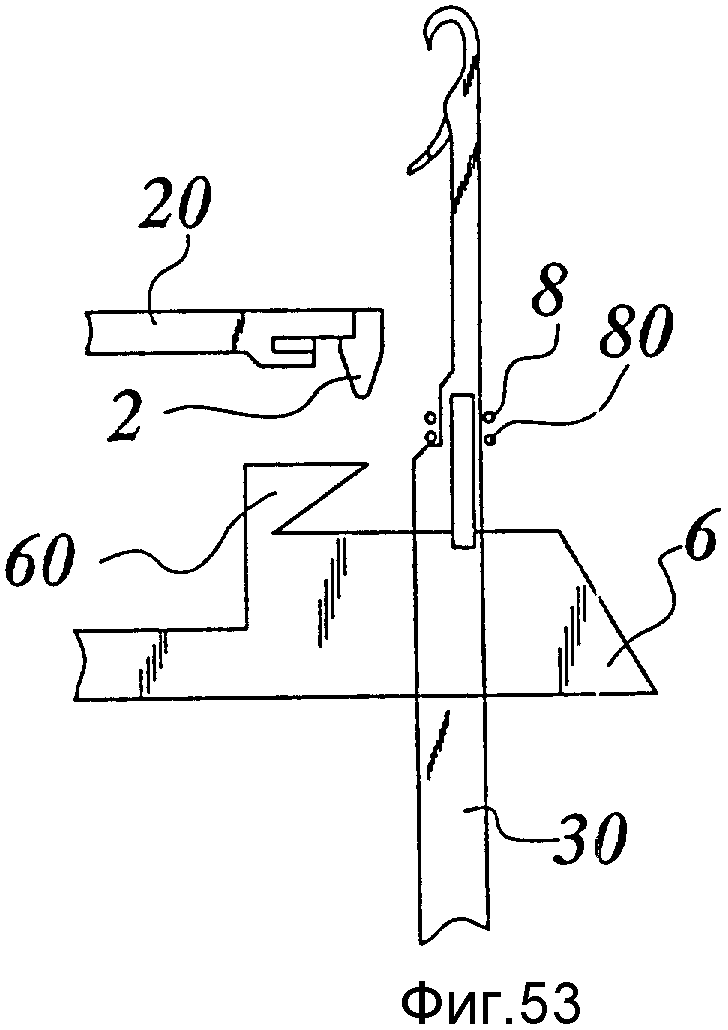
фиг. 53 - показана игла на фиг. 52, поднимающаяся еще дальше при открытой соответствующей платине;
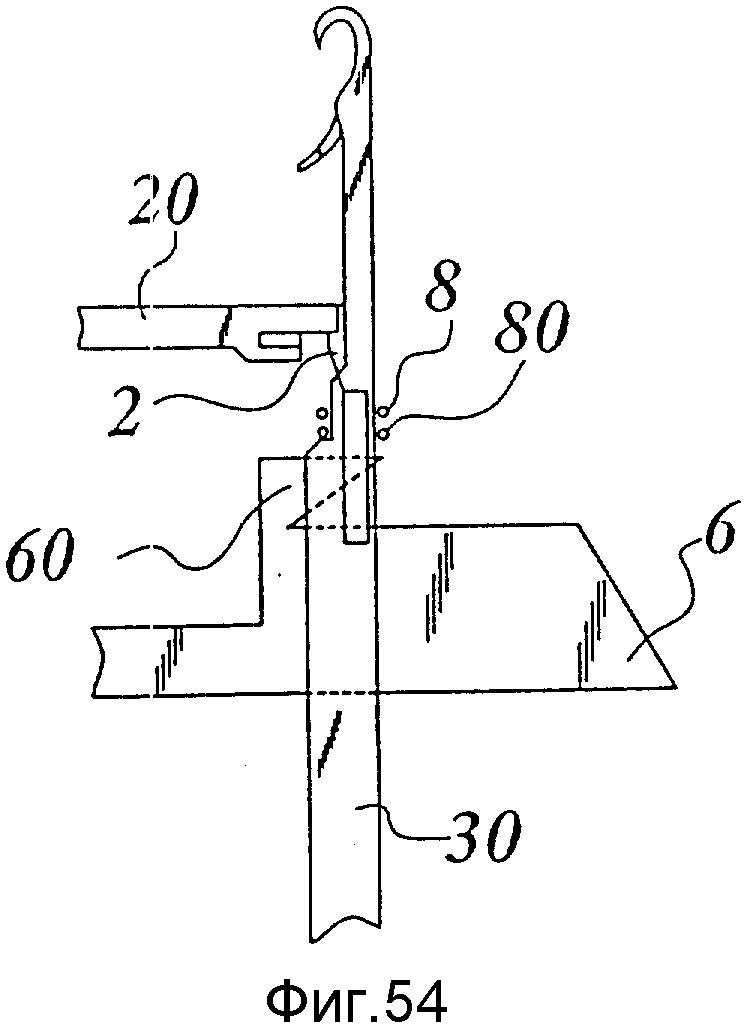
фиг. 54 - игла на фиг. 53 с соответствующей спицей, движущейся ближе к петлям, загруженным на стержень иглы;
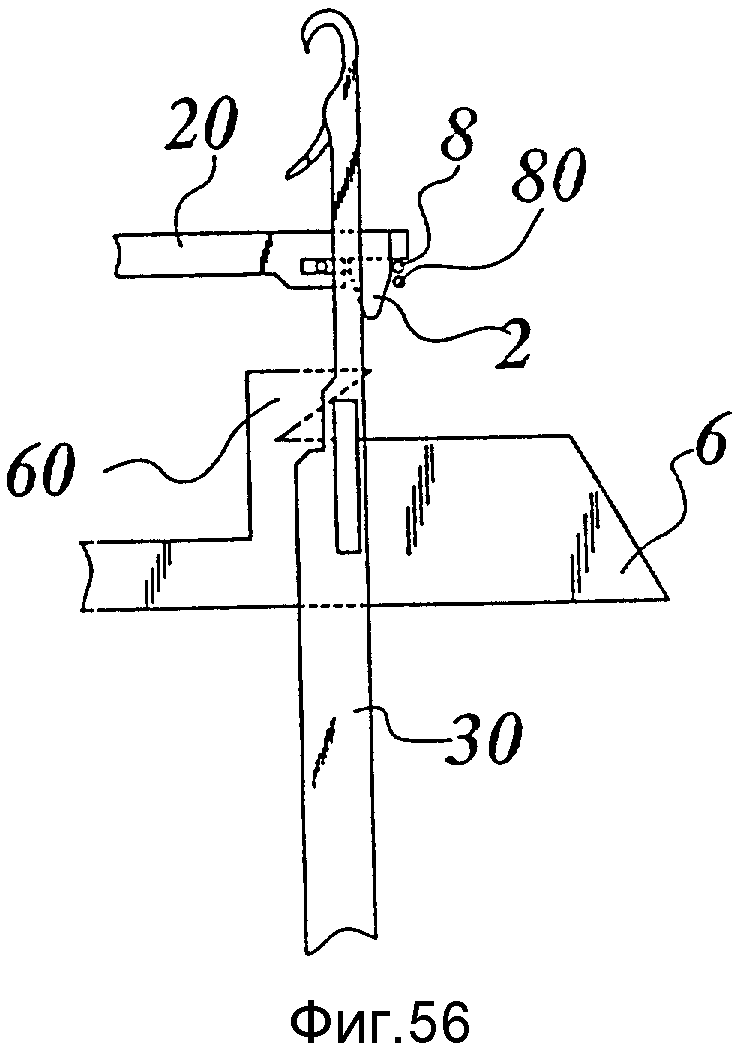
фиг. 55 - игла на фиг. 54 во время ее заключительного этапа подъема, чтобы дать возможность спице снять соответствующие петли;
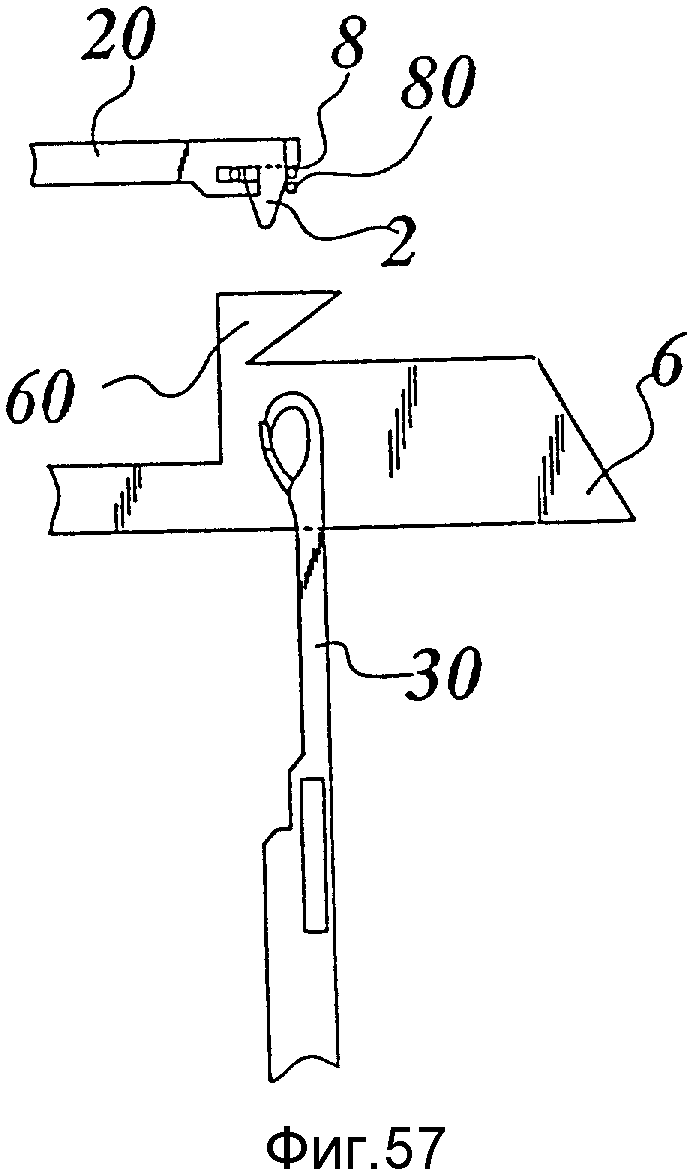
фиг. 56 - игла на фиг. 55 на этапе ее опускания;
фиг. 57 - игла на фиг. 56 на этапе ее окончательного опускания с соответствующими петлями первого и второго полурядов спицей;
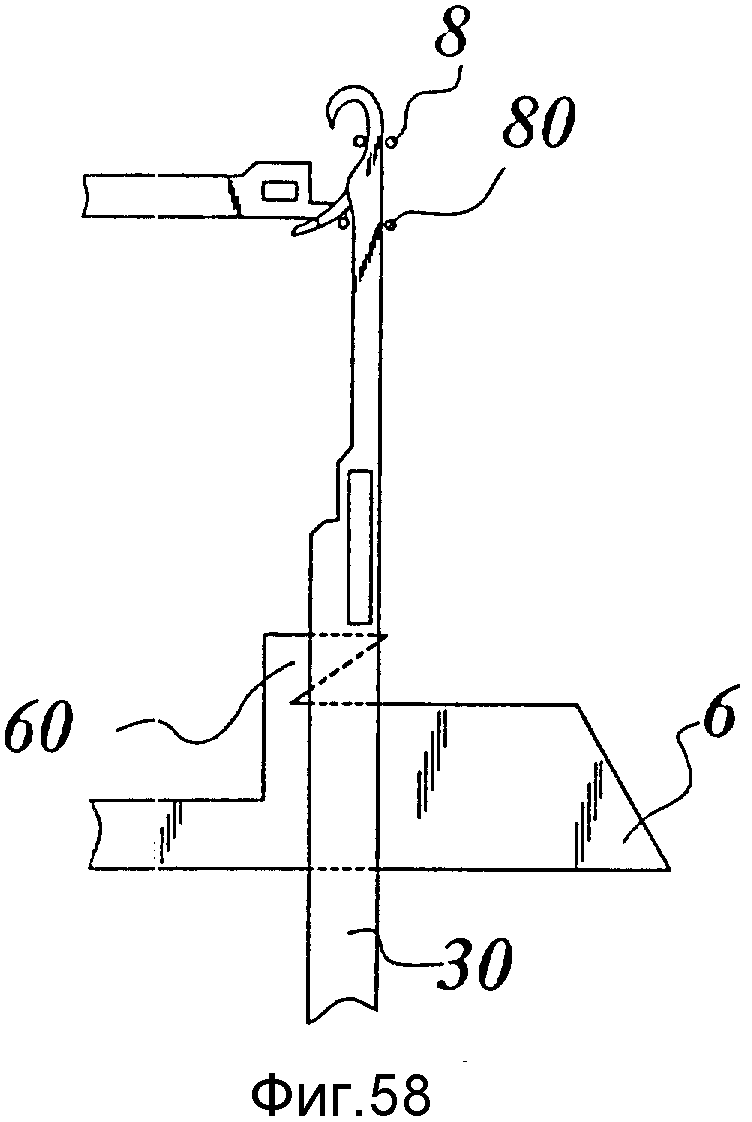
фиг. 58 - игла на фиг. 48 на этапе подъема с соответствующей петлей полуряда в удерживаемом положении и с петлей второго полуряда, блокированной соответствующей спицей, в соответствии с альтернативным вариантом способа настоящего изобретения;
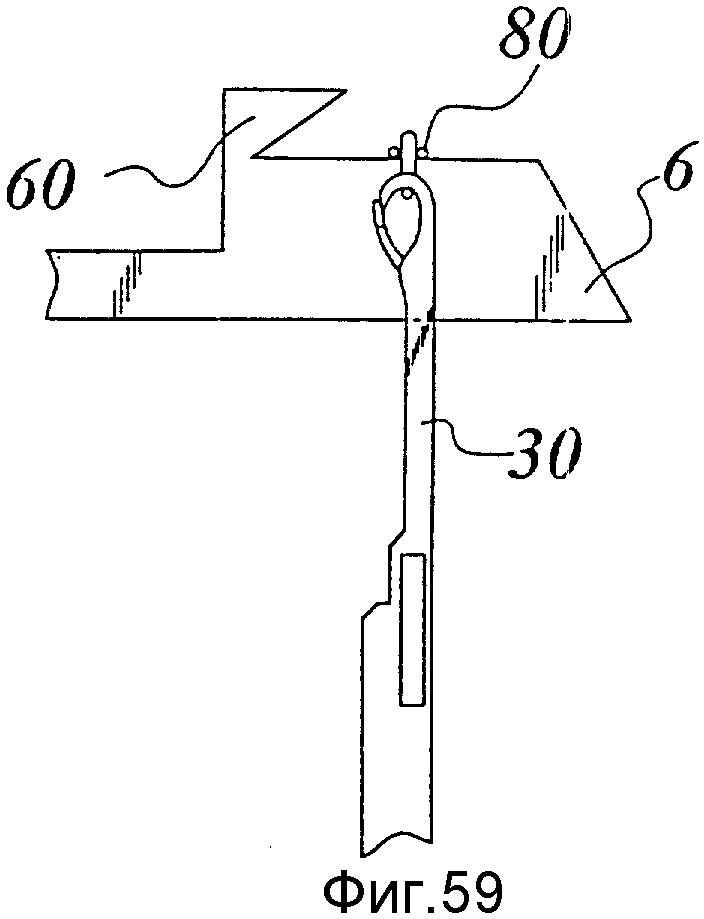
фиг. 59 - игла на фиг. 58 на заключительном этапе опускания со снятой соответствующей петлей второго полуряда;
фиг. 60 - игла на фиг. 59 во время заключительного этапа подъема при закрытых платинах, удерживающих соответствующую петлю первого полуряда загруженной на стержень иглы;
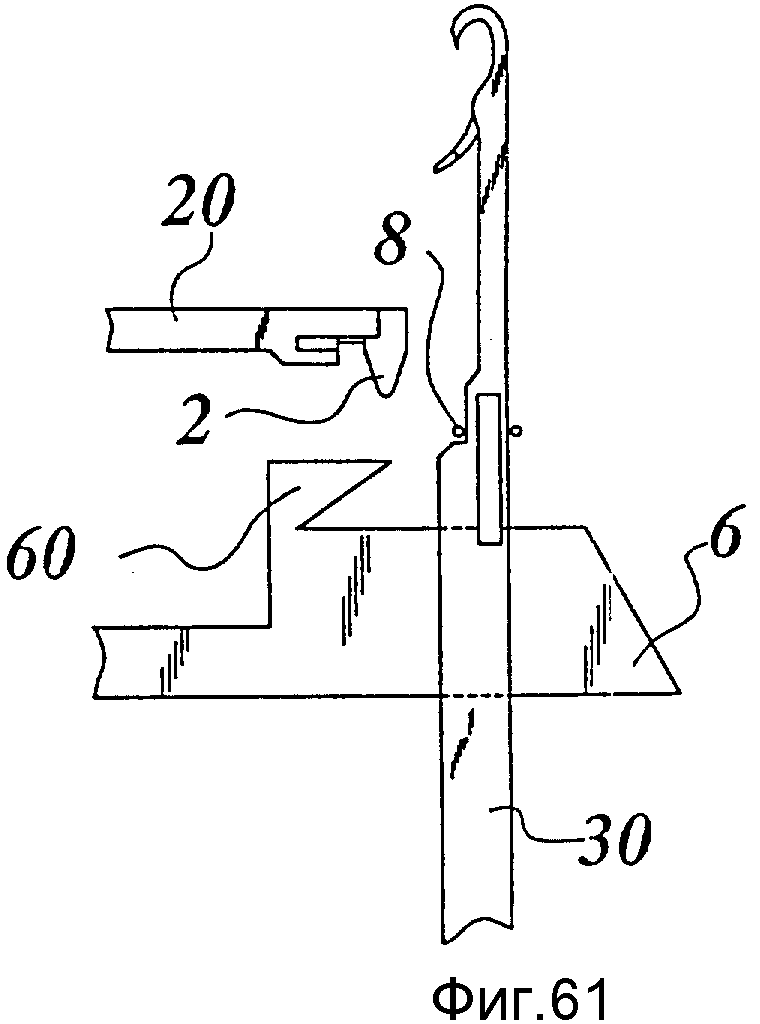
фиг. 61 - игла на фиг. 60 на этапе дальнейшего ее подъема с открытыми платинами и соответствующей спицей, достигающей петли первого полуряда;
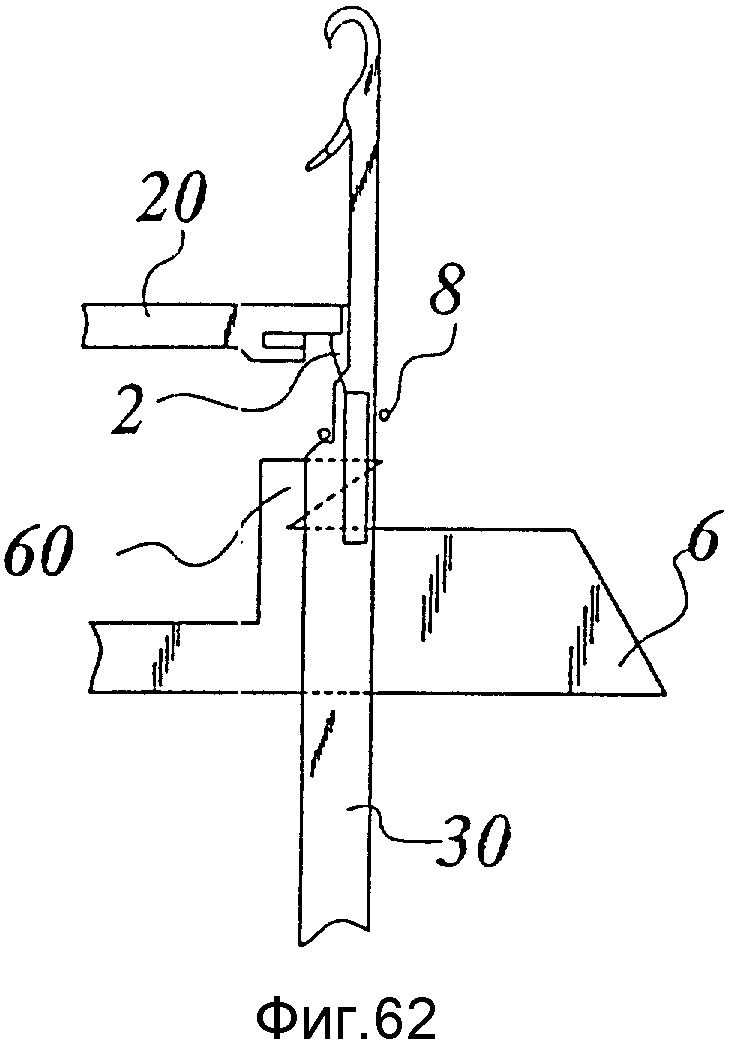
фиг. 62 - игла на фиг. 61 со спицей, движущейся ближе к ней;
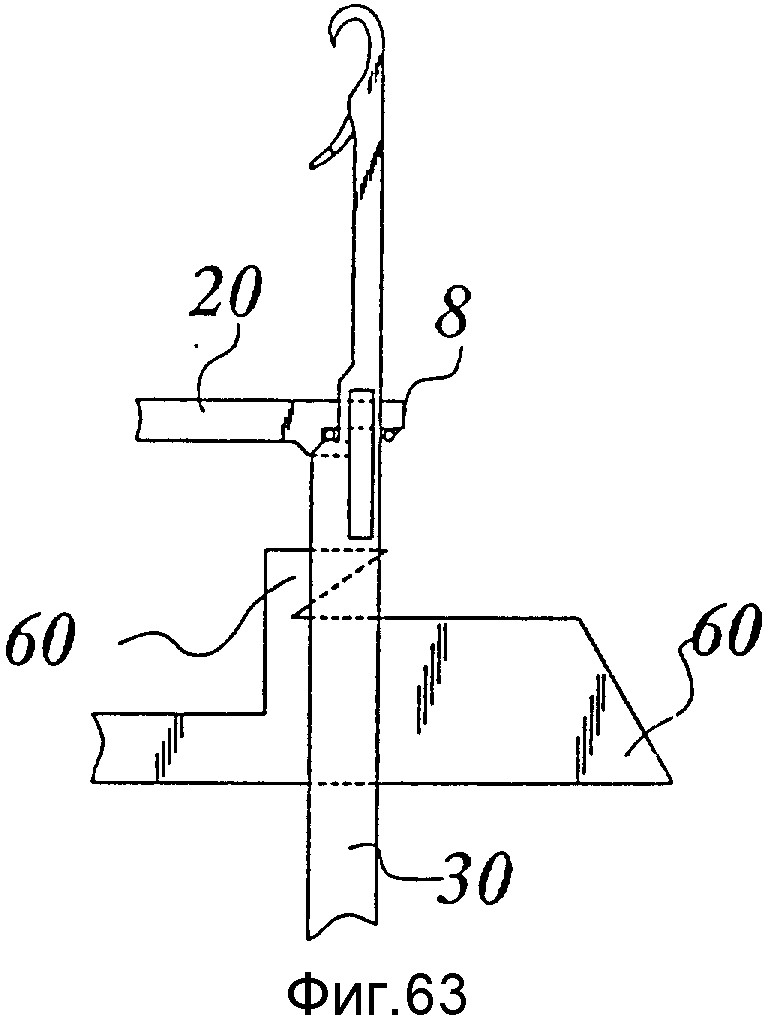
фиг. 63 - игла на фиг. 62 во время заключительного этапа подъема, чтобы обеспечить съем соответствующей петли первого полуряда с помощью соответствующей спицы;
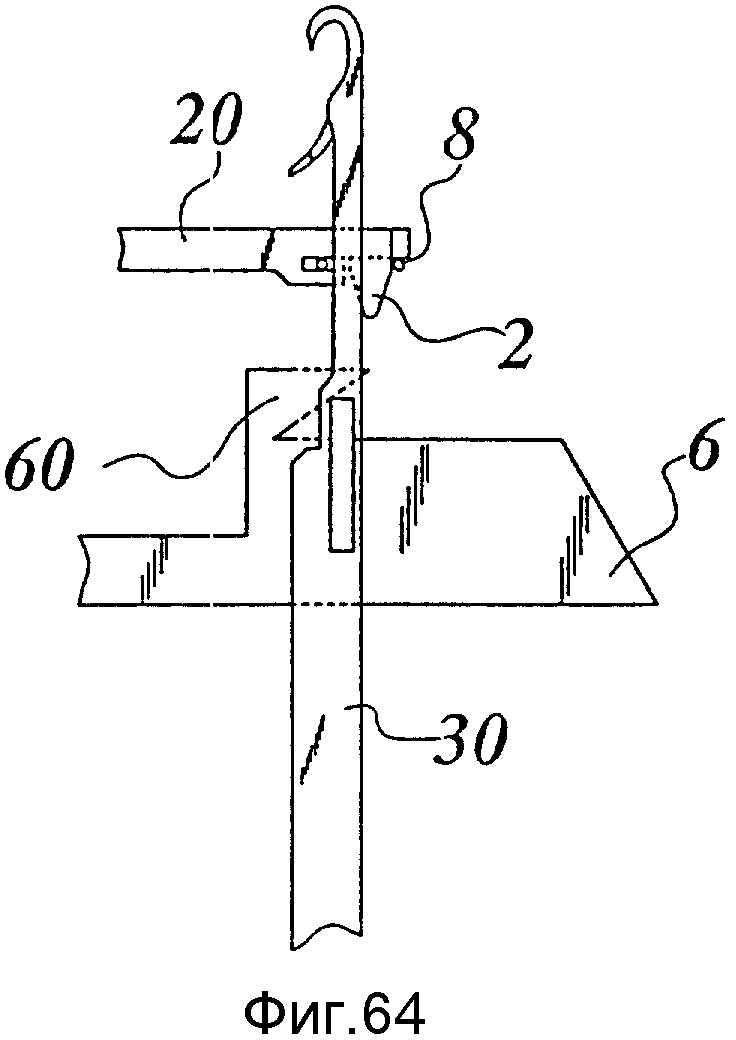
фиг. 64 - игла на фиг. 63 на этапе ее опускания;
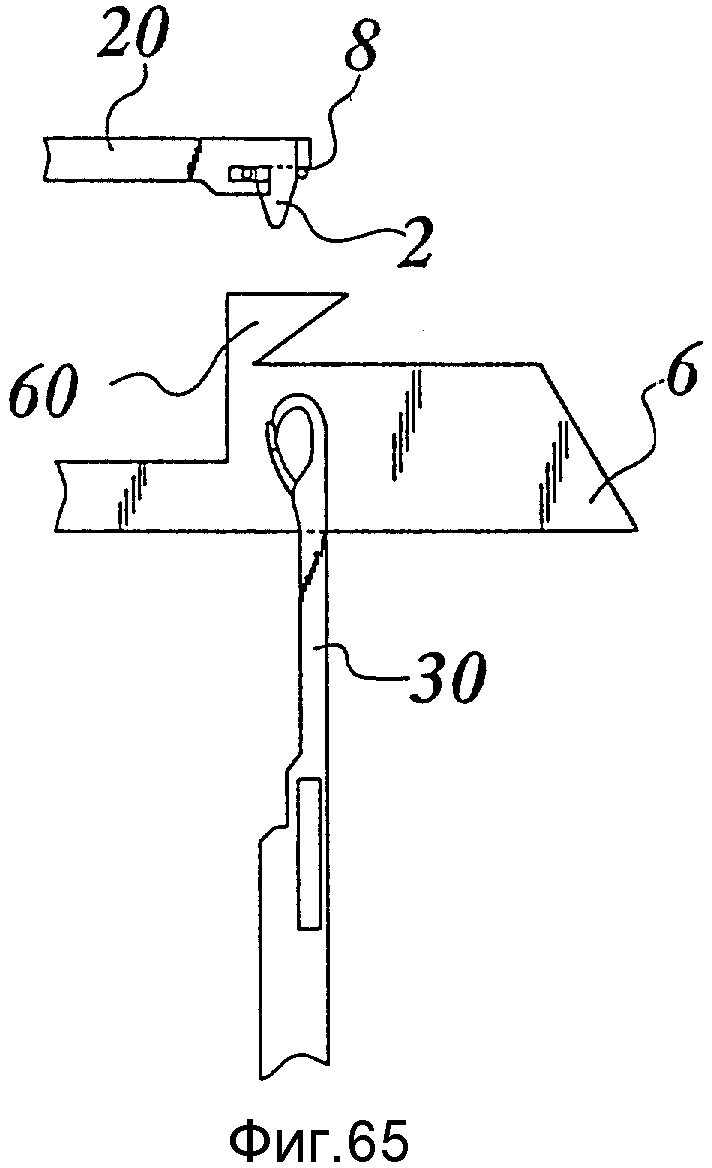
фиг. 65 - игла на фиг. 64 на заключительном этапе ее опускания и соответствующая петля первого полуряда, снимаемая с соответствующей спицы;
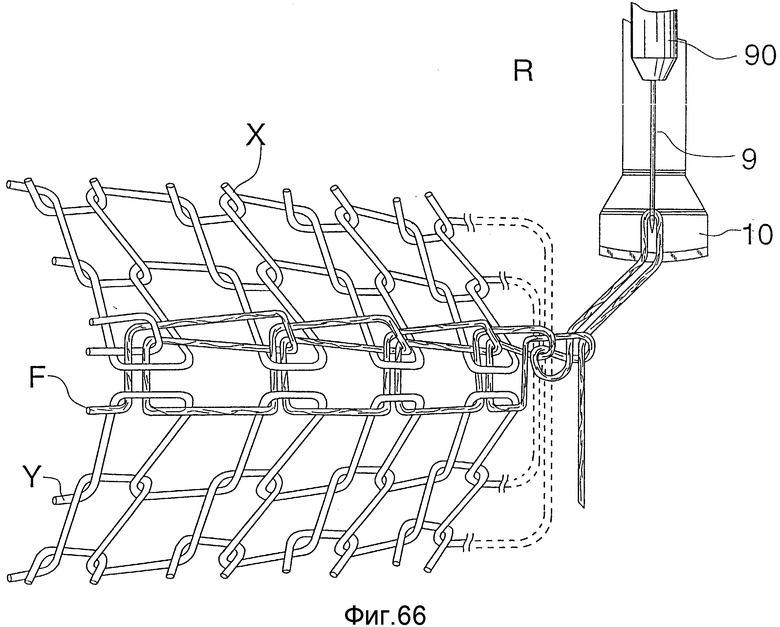
фиг. 66 - более детальное изображение формирования узлов, закрывающих цепь, при завершении стачивания мыска изделия;
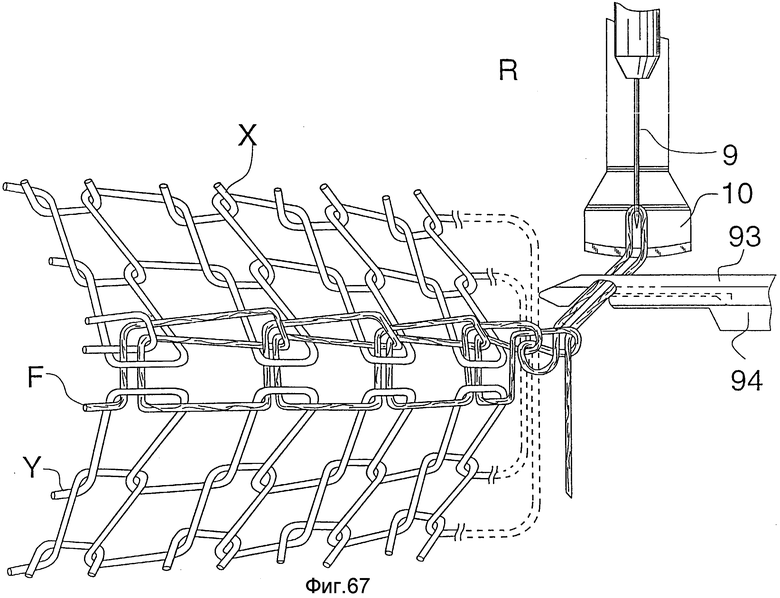
фиг. 67 - более детальное изображение этапа удаления концевой части стачивающей нити с помощью средства для ее ввода внутрь мыска изделия перед тем, как эта нить будет отрезана;
фиг. 68 - более детальное изображение размещения в рабочее положение средства обрезания нити и приводного средства для средства введения внутрь нити;
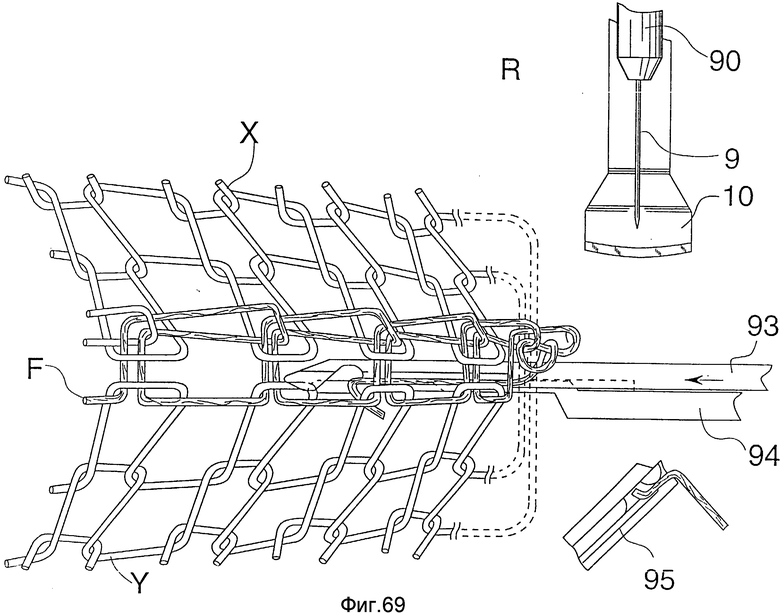
фиг. 69 - более детально показаны этапы ввода концевой части стачивающей нити внутрь изделия, а также обрезание и удаление этой части;
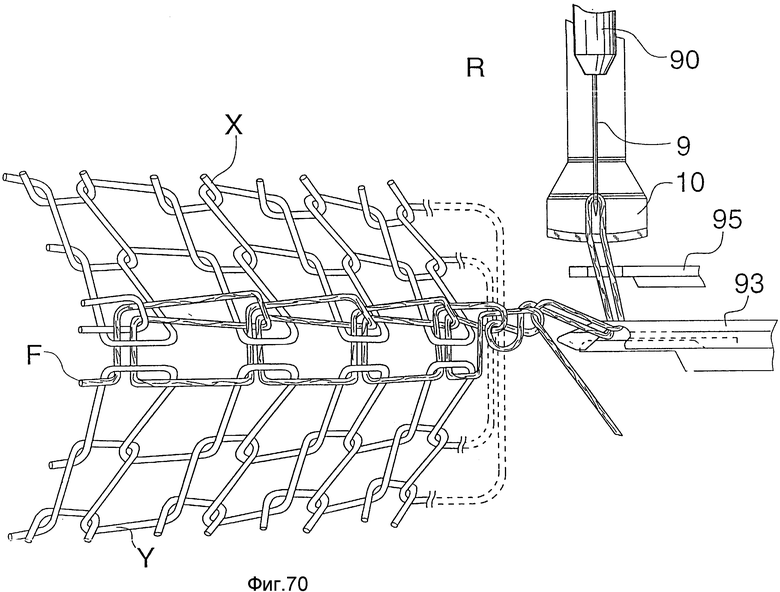
фиг. 70 - более детально показан этап на фиг. 68 в соответствии с альтернативным вариантом;
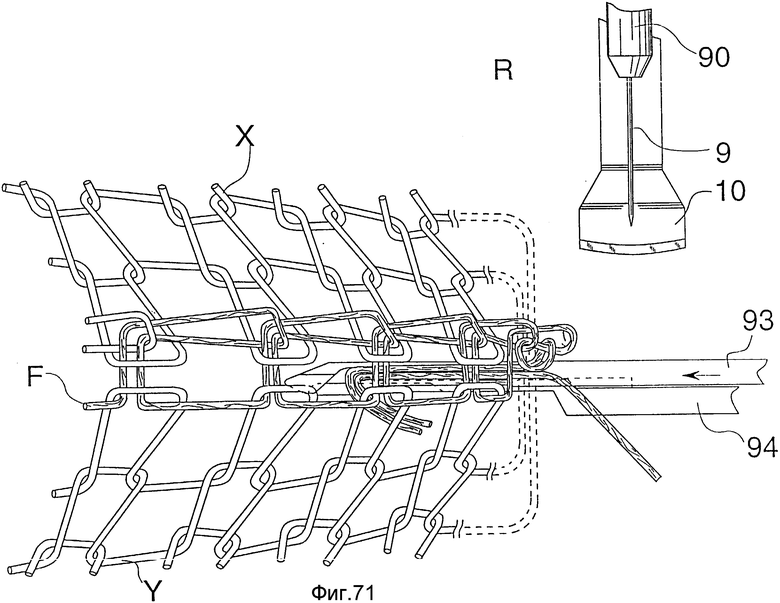
фиг. 71 - более детально показан этап на фиг. 69 вслед за этапом на фиг. 70 в соответствии с альтернативным вариантом;
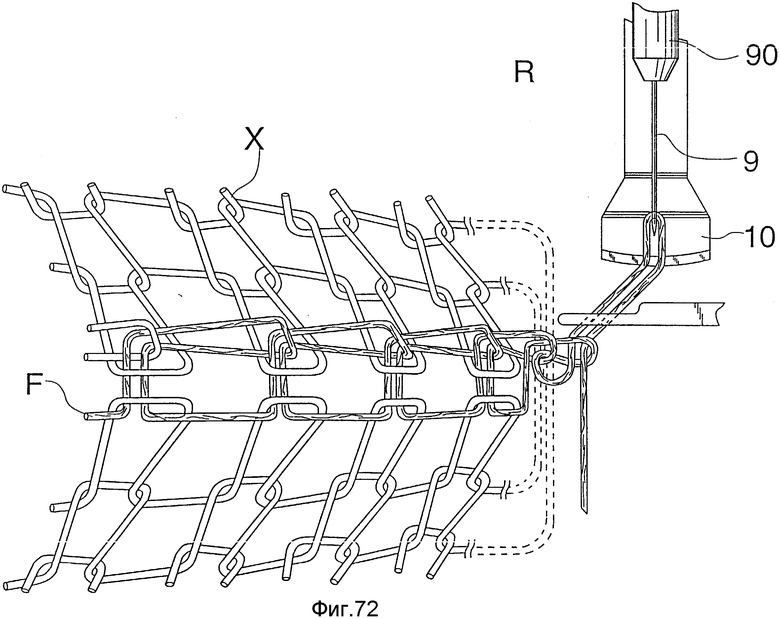
фиг. 72 - этап предварительного размещения стачивающей нити для ее удерживания с помощью соответствующего рабочего средства в соответствии с альтернативным вариантом;
фиг. 73 - более детально показан этап размещения средства для обрезания стачивающей нити и удаления ее концевой части с помощью средства, предназначенного для ее ввода внутрь изделия вслед за этапом на фиг. 72;
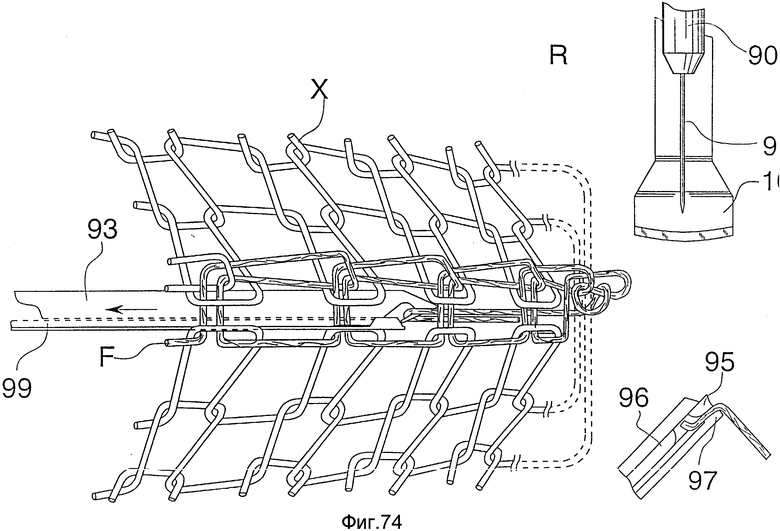
фиг. 74 - операция по обрезанию стачивающей нити и ввода ее концевой части внутрь изделия вслед за операцией на фиг. 73 и 74;
фиг. 75 - операция на фиг. 73 в соответствии с альтернативным вариантом;
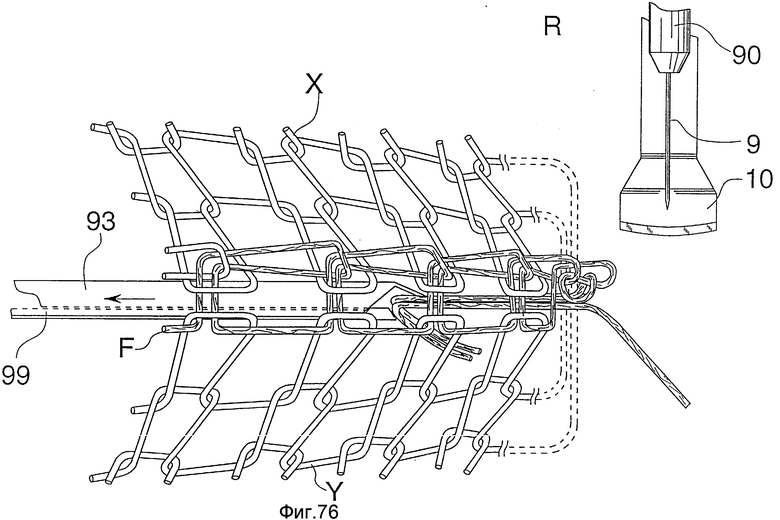
фиг. 76 - операция на фиг. 74 в соответствии с альтернативным вариантом, выполняемым вслед за операцией с фиг. 75;
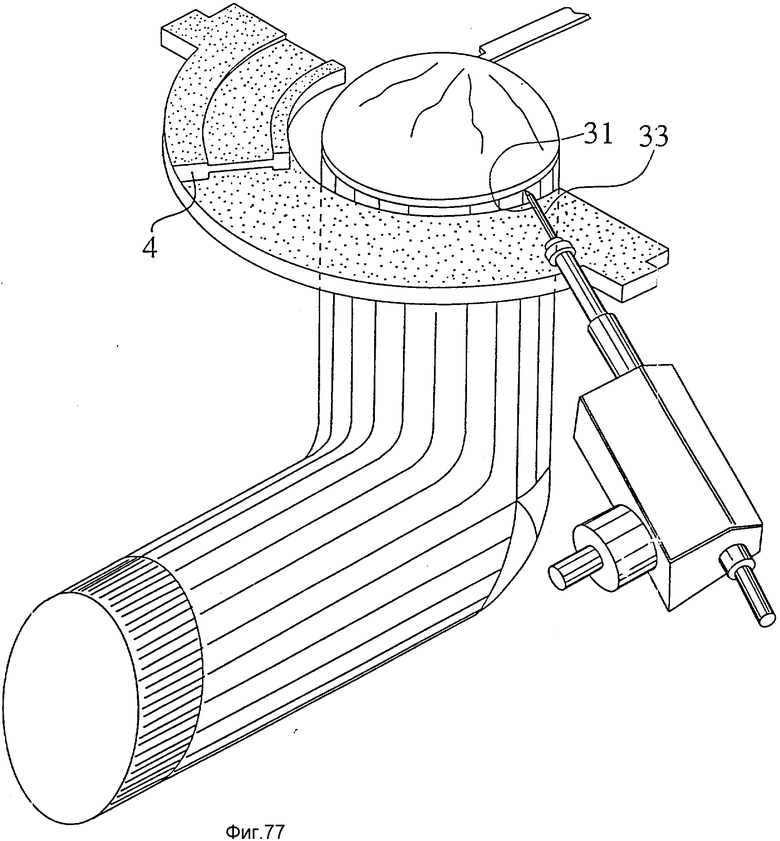
фиг. 77 - схематично показана операция по взаимодействию с частью изделия для обеспечения ввода средства с целью удержания стачивающей нити и ввода этой нити внутрь изделия;
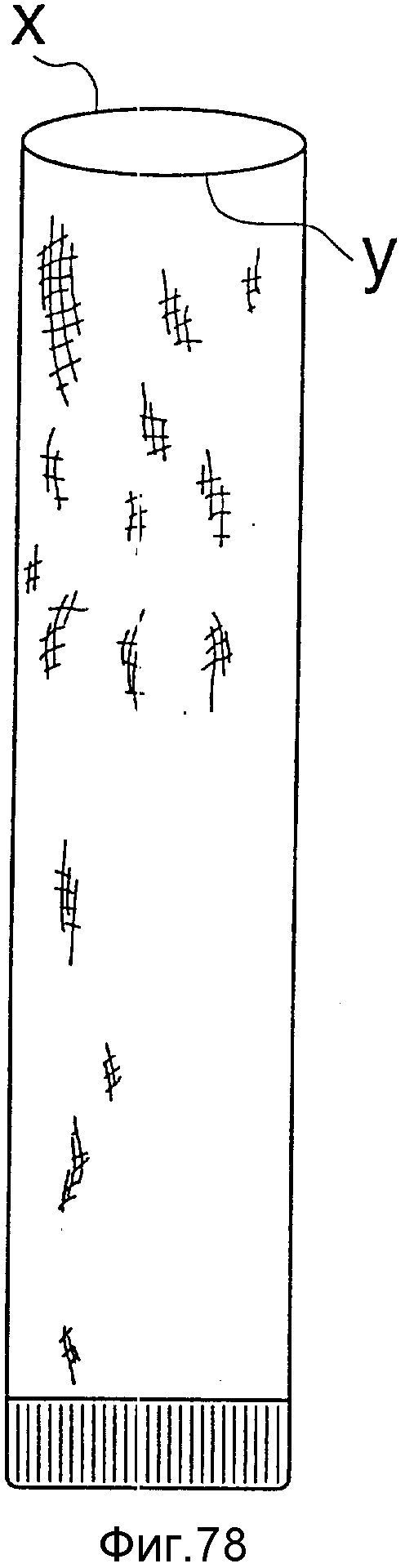
фиг. 78 - перспективный вид обычного трубчатого изделия с открытым мыском;
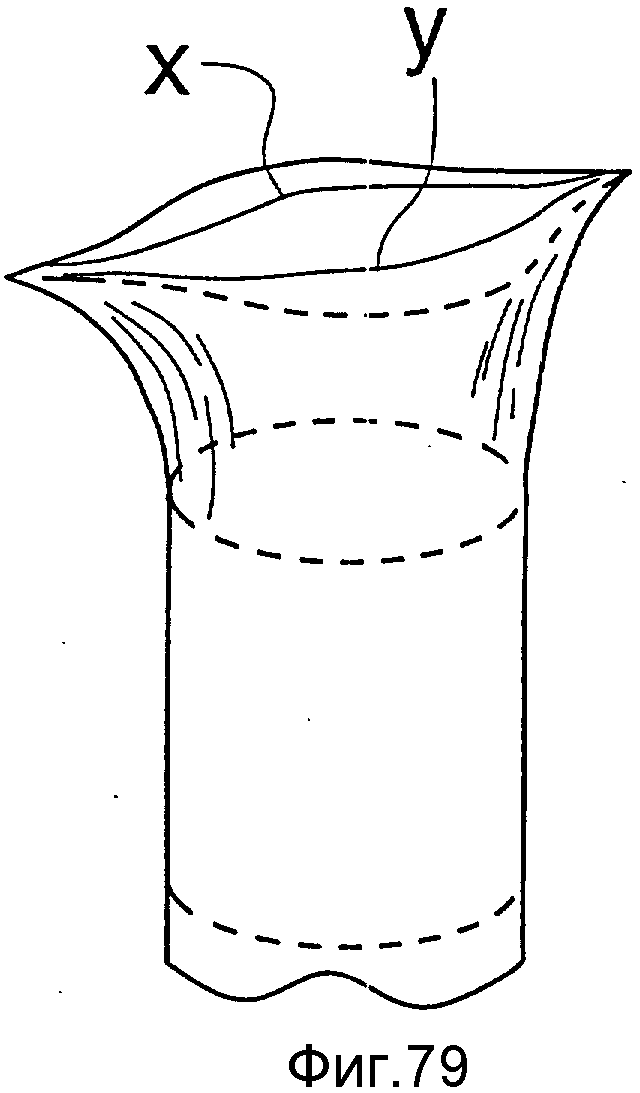
фиг. 79 - схематичное изображение изделия на фиг. 78 на второй последней операции закрытия мыска;
фиг. 80 - схематичное изображение изделия на фиг. 78 на заключительной операции закрытия мыска;
фиг. 81 - вид в продольном сечении изделия на фиг. 80;
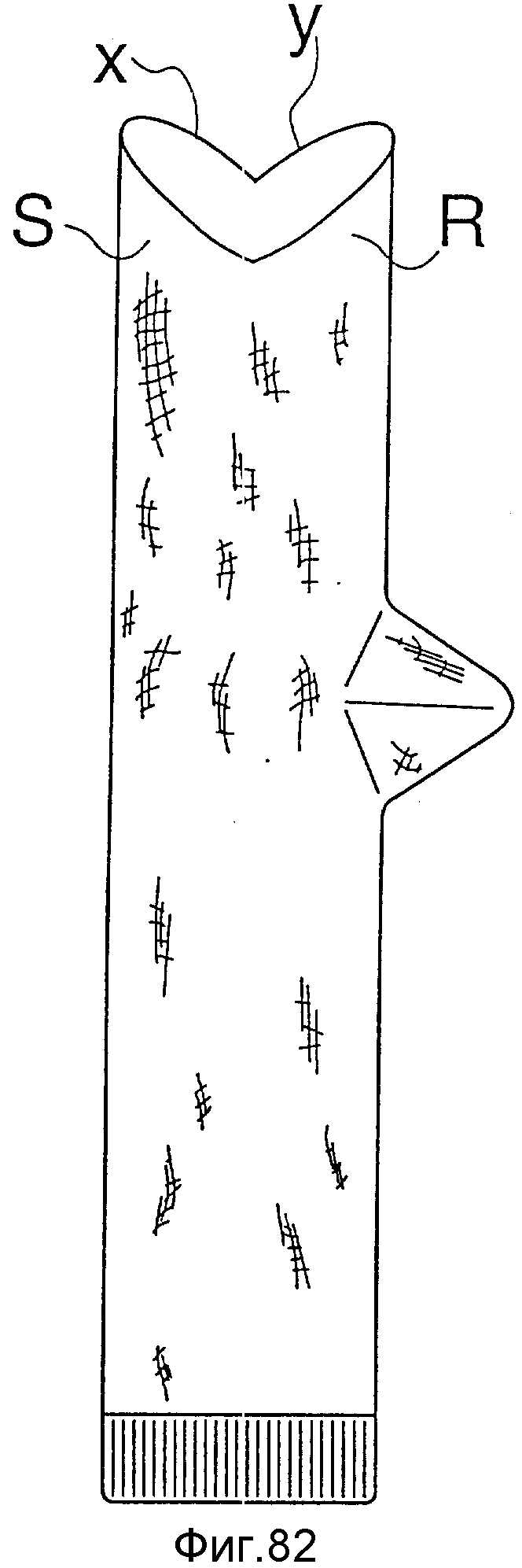
фиг. 82 - перспективный вид носка с так называемым мыском "рыбий рот", образованным двумя одинаковыми и рядом расположенными кромками (S, R);
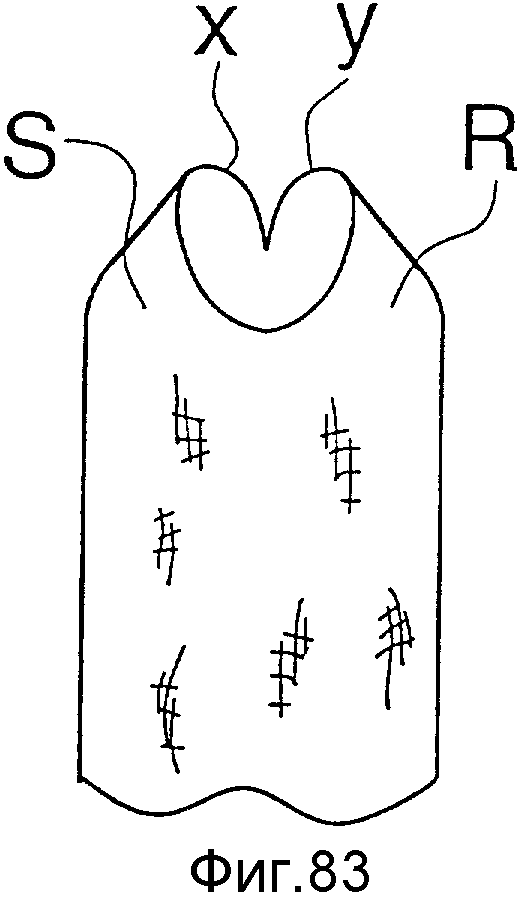
фиг. 83 - схематичное изображение носка на фиг. 82 на второй последней операции закрытия мыска;
фиг. 84 - схематичное изображение носка на фиг. 82 на заключительной операции закрытия мыска;
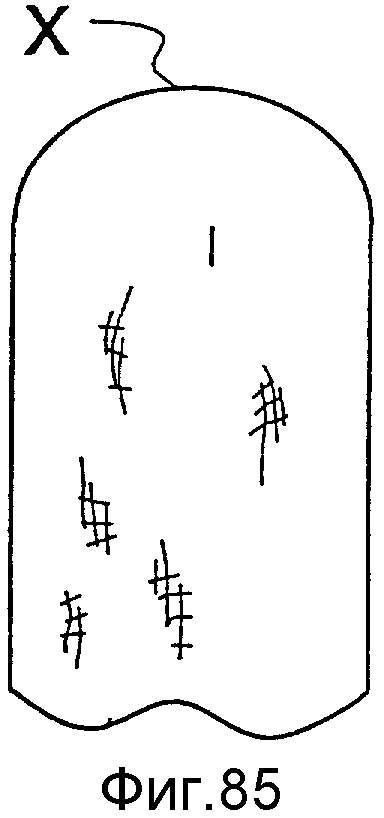
фиг. 85 - вид в продольном сечении носка на фиг. 84;
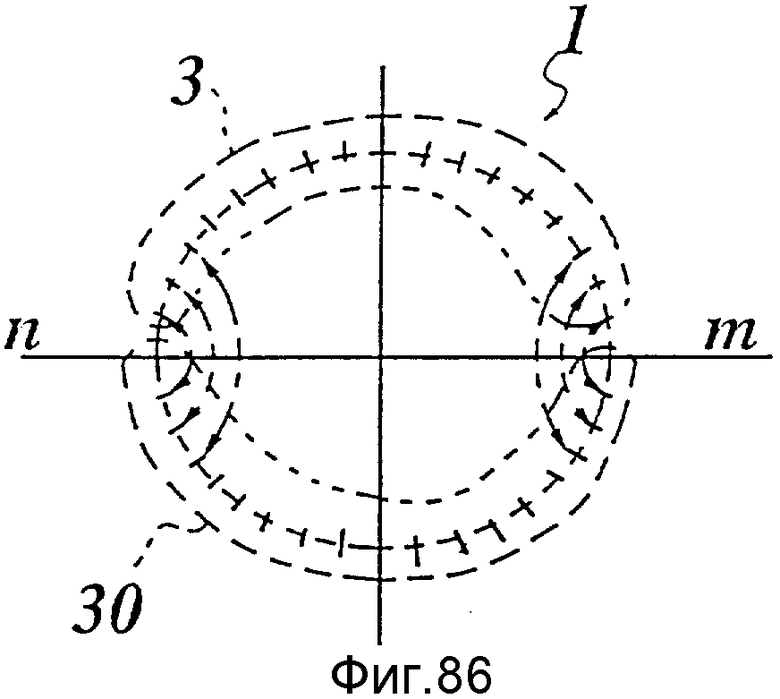
фиг. 86 - схематичное изображение подразделения вязального цилиндра на два полуряда с четным числом игл;
фиг. 87 - схематичное изображение подразделения вязального цилиндра на два полуряда с нечетным числом игл;
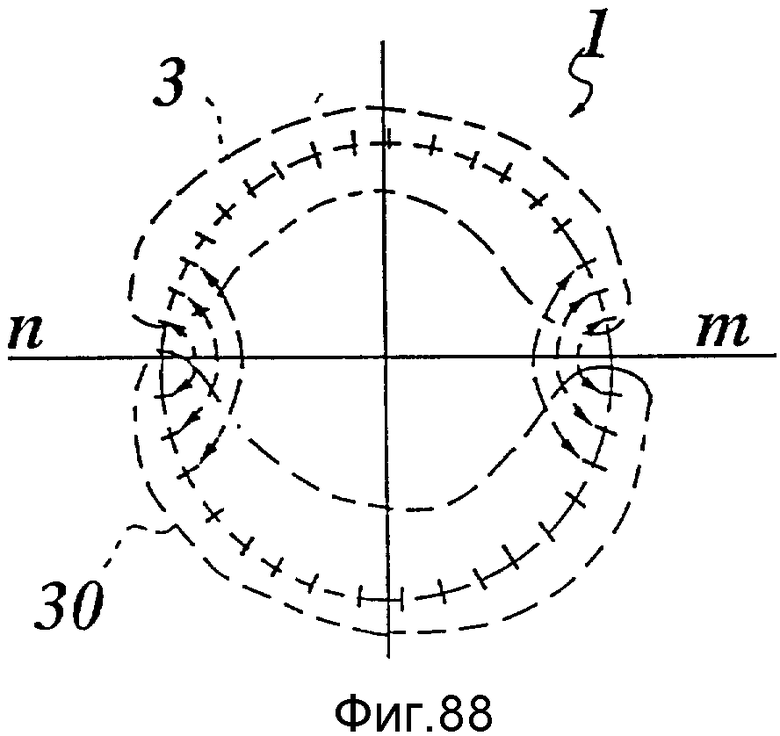
фиг. 88 - схематичное изображение дополнительного подразделения вязального цилиндра на два полуряда;
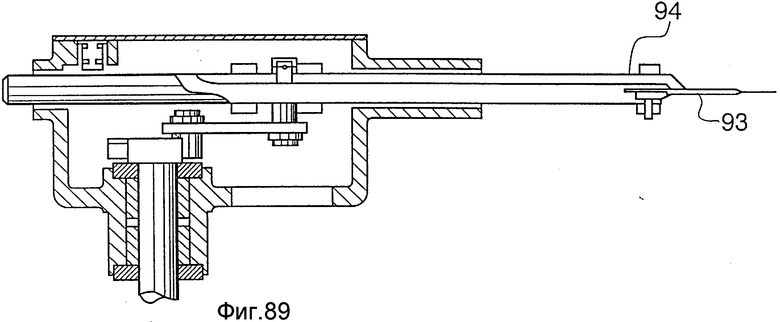
фиг. 89 - показано более детально средство для ввода конца стачивающей нити внутрь изделия;
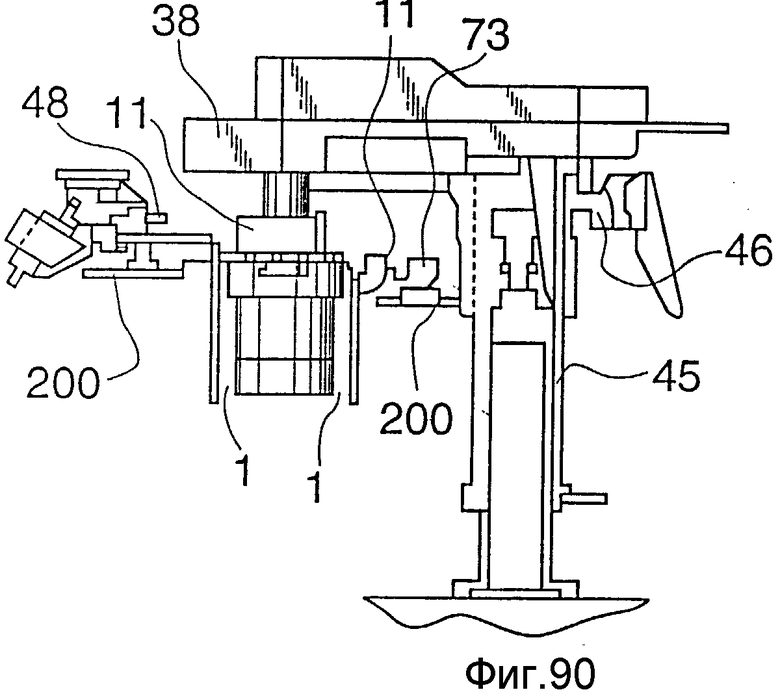
фиг. 90 - машина в соответствии с настоящим изобретением в положении вязания с платиной в непосредственной близости от игольного цилиндра;
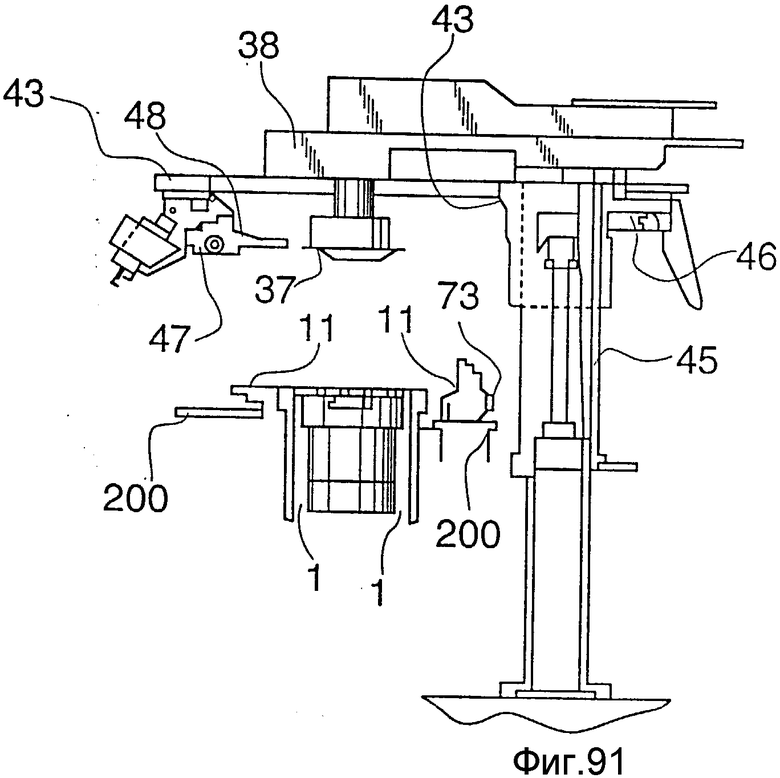
фиг. 91 - машина на фиг. 90 с платиной, смещенной в сторону от игольного цилиндра.
Способ соединения двух кромок вязанного трубчатого изделия, в частности для закрытия мыска носка, и предполагающий заблаговременно этап изготовления вязанного трубчатого изделия, начиная от эластичной кромки (или участка отработки) и заканчивая стороной мыска, остающейся открытой, с помощью одноцилиндровой кругловязальной машины, включает следующие рабочие операции:
подъем заданного числа игл (3) первого полуряда (X) для формирования петель до тех пор, пока соответствующие петли 8 не достигнут уровня, пригодного для последующего их удаления (съема);
подъем заданного числа игл 30 второго полуряда (Y) для формирования петель до тех пор, пока соответствующие петли 80 не достигнут уровня, немного выше носика 60 платин 6;
снятие поднятых таким образом петель 8 первого полуряда (X) с помощью соответствующего средства для переноса и опускания соответствующих игл 3;
перенос снятых таким образом петель 8 за счет переворачивания на 180o цилиндра 1 игл 3, 30 вокруг диаметральной оси (a-a), в результате чего каждая перевернутая таким образом петля будет устанавливаться на соответствующей игле 30 второго полуряда (Y);
подъем игл 30 вместе с петлями 80 второго полуряда (Y), чтобы загрузить на них перенесенные петли 8 первого полуряда (X) путем освобождения последних от соответствующего средства для переноса, и затем:
опускание игл 30 второго полуряда (Y) при открытых платинах 6 машины, чтобы сместить петли 8, 80 первого и второго полурядов предварительно размещенных таким образом в удерживаемом положении на уровне, который ниже носика 60 платины 6;
возвращение средства для переноса петель 8 обратно в соответствующее первоначальное положение за счет их переворачивания на 180o в направлении, противоположном ранее выполненному, вокруг оси (a-a);
размещение средства переноса в соответствии с иглами 30 второго полуряда (Y) путем вращения на 180o относительно цилиндра 1 вокруг его оси;
подъем игл 30 второго полуряда (Y) при закрытых платинах 6, в результате чего соответствующие пары петель 8, 80 первого и второго полуряда будут удерживаться платинами 6 в заданном положении относительно стержня соответствующих игл 30;
дальнейший подъем игл 30 второго полуряда (Y) при открытых платинах 6 до тех пор, пока пары петель 8, 80 не достигнут рабочего уровня средства для съема и переноса петель 8 первого полуряда (X), в результате чего пары петель 8, 80 будут сниматься с этого средства;
опускание игл 30 второго полуряда (Y), чтобы дать возможность средству переноса снять пары петель 8, 80 и тем самым полностью освободить изделие т игл 30 второго полуряда;
перенос освобожденного таким образом изделия с вязальной машины и с петлями 8, 80, удерживаемыми, таким образом, за счет вращения в заданное угловое положение вокруг вертикальной оси (b-b), чтобы разместить его на заданном расстоянии от игольного цилиндра 1 на стачивающей позиции (R);
размещение петель 8, 80 перенесенного таким образом изделия с постоянным угловым интервалом и окружным шагом, как устанавливается в соответствии с требуемой точностью соединения, путем перемещения соответствующего средства для съема и переноса в центростремительном направлении относительно полурядов (X и Y) соединяемого изделия;
стачивание соответствующих пар петель 8, 80, таким образом расположенных и удерживаемых средством съема и переноса с помощью стачивающей нити (F), для формирования цепи и выполнения одного или более узлов, закрывающих цепь;
обрезание стачивающей нити (F);
освобождение соединенных таким образом пар петель 8, 80 первого и второго полурядов и выгрузка готового изделия.
Предпочтительно, в соответствии с настоящим изобретением в конце переноса изделия с вязальной позицией на стачивающую позицию (R) предусматривается размещение средства съема петель 8, 80 на уровень, позволяющий перемещать их соответствующим приводным средством, чтобы разместить петли 8, 80 в требуемое положение и снять их после операции стачивания.
Более того, предпочтительно и в соответствии с настоящим изобретением предусматривается ввода конца стачивающей нити F внутрь изделия после формирования закрывающих цепь узлов и перед освобождением готового изделия.
Как показано на фиг. 90 и 91, по завершении вязания изделия предпочтительно предусматривается перемещение пластины 41 в сторону вязальной головки машины.
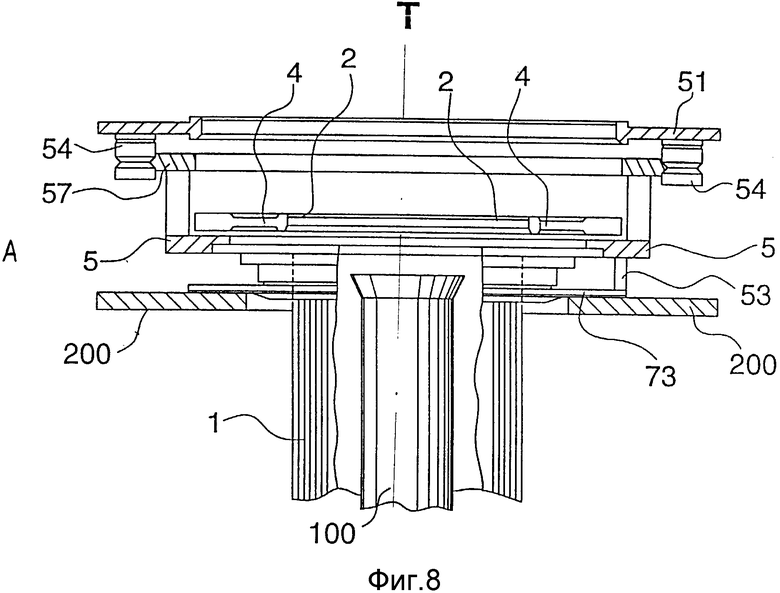
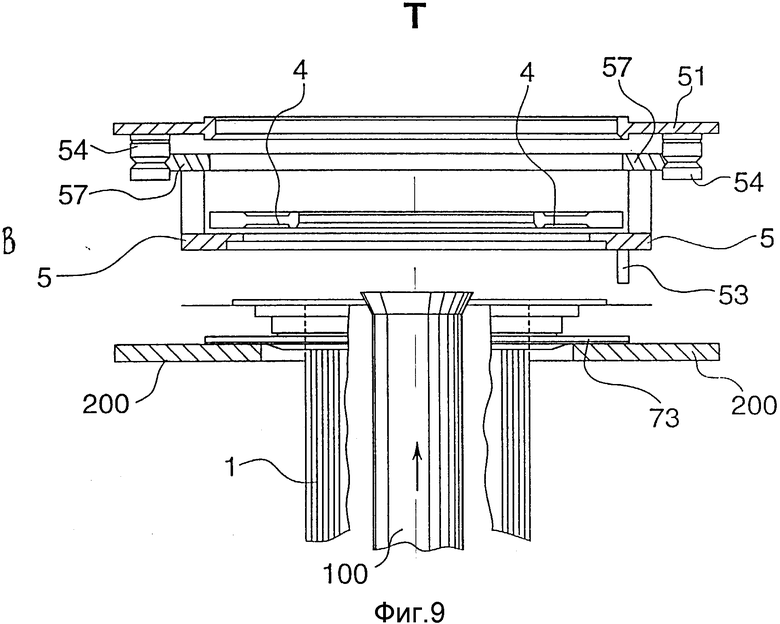
В соответствии с настоящим изобретением и как показано на фиг. 8 и 9, во время операции переноса изделия с вязальной позиции T в стачивающую позицию (R) предусматривается отключение всасывания изделия, действующего внутри игольного цилиндра при вязании, и подъем соответствующего всасывающего шланга 100 вверх на заданный уровень, чтобы защитить изделие и предотвратить его взаимодействие с такими элементами машины, как платины 6.
Предпочтительно, в соответствии с настоящим изобретением во время стачивания, т. е. формирования соединения изделия, предусматривается включение направленного вниз всасывания воздуха с помощью соответствующего шланга 92 соосного с изделием, чтобы обеспечить его расправление во время стачивания.
Более того, во время операции стачивания предусматривается ввод иглы 9 в соединяемые индивидуальные пары петель 8, 80 под углом к направлению общей оси двух петель 8, 80.
Таким образом, облегчается размещение вязального крючка 14 и цепной направляющей 10 для взаимодействия с иглой 9 с целью формирования соединяющих переплетений и закрывающих цепь узлов.
Кроме того, стачивающая нить F является предпочтительно той же нитью, которая используется для вязания изделия, без решения непрерывности, однако, как альтернатива, стачивающая нить F может подаваться с катушки отличной от той, что обеспечивает вязание.
В соответствии с альтернативными вариантами и как показано на фиг. 19 и 20, стачивание кромок изделия производится при снятии соединяемых петель 8, 80 с помощью полукруглой передней части соединяющих спиц 91, чтобы загрузить на них петли 8, 80 прежде, чем будет приведен в действие механизм этих петель. Осуществленная таким образом операция стачивания для формирования соединения гарантирует в итоге такое же количество, которое достигается традиционным способом. Во время этой операции предусматривается подъем всасывающего шланга 92, что гарантирует натяжение или расправление изделия во время стачивания, чтобы оно приняло наиболее удобное положение и предотвратить случайное распускание петель 8, 80 с передней части спиц 91. При завершении соединения предусматривается опускание шланга 92, чтобы удалить готовое изделие.
Более того, как показано на фиг. 58-65, в соответствии с альтернативным вариантом описываемого способа после переноса петель 8 первого полуряда (X) и до переноса изделия с вязальной позиции на стачивающую позицию предусматривается ввод петель 8 первого полуряда (X) в петли 80 второго полуряда (Y). В частности, после перехватывания петель 8 иглами 30 второго полуряда, предусматривается:
освобождение петель 8 от соответствующего средства переноса;
подъем игл 30 второго полуряда, чтобы каждая петля 8 первого полуряда оказалась в удерживаемом положении на шейке соответствующей иглы 30, а каждая петля 80 второго полуряда располагала средством переноса в разгрузочную позицию, т. е. ниже свободного конца открытого язычка соответствующей иглы 30;
отвод средства для переноса;
опускание игл 30 второго полуряда при открытых платинах 6 до уровня формирования петли, чтобы ввести каждую петлю 8 первого полуряда в соответствующую петлю 80 второго полуряда, которая снимается таким образом с соответствующей иглы 30;
установку средства для съема и переноса петель первого полуряда обратно в соответствующее положение путем ее переворачивания на 180o в направлении, противоположном ранее выполненному, вокруг оси (a-a) цилиндра 1;
размещение средства для переноса в соответствии с иглами 30 второго полуряда (Y) путем переворачивания на 180o относительно цилиндра 1 вокруг его оси;
подъем игл 30 второго полуряда при открытых платинах 6, чтобы соответствующие петли 8 первого полуряда удерживались платинами 6 в заданном положении относительно их стержня;
дальнейший подъем игл 30 второго полуряда при открытых платинах 6 до тех пор, пока все соответствующие петли 8 не достигнут рабочего уровня средства съема и переноса и не будут связаны этим средством;
опускание игл 30 второго полуряда, чтобы изделие освободилось от игл 30.
Предпочтительно, после завершения вязания изделия предусматривается перемещение пластины в сторону от вязальной головки машины. Что касается устройства для осуществления вышеуказанного способа, то оно содержит:
клиновое средство 31, 32 для подъема и, соответственно, опускания заданного числа игл 3, 30 первого и второго полурядов петель 8, 80, находящееся в рабочем состоянии, когда провязывающий замок находится в нерабочем состоянии и наоборот;
средство для снятия петель 8 первого полуряда (X) и их переворачивания на 180o вокруг диаметральной оси (a-a) цилиндра 1 игл 3, 30 с помощью двух спиц 2 для каждой петли 8 и по крайней мере открывающей и, соответственно, закрывающей шпрынками (ред.) 20, подвижно установленными в соответствующих радиальных пазах полукруглого сектора 4, смонтированного вращательно для осуществления углового вращения на 180o в обоих направлениях вокруг диаметральной оси (a-a) цилиндра 1 игл 3, 30; цилиндр, перекрывающий платины 6 машины, вырабатывающей изделие, и поддерживаемый горизонтальным венцом 5, прикрепленным к горизонтальному рычагу 51, вращающемуся вокруг вертикальной оси (b-b) и вертикально качающемуся между двумя положениями, а именно: нижним (A) - для взаимодействия с венцом 5 на вязальной головке машины и на средстве стачивающей позиции (R), и верхним (B) - для отсоединения венца 5, чтобы обеспечить его перенос с одной рабочей позиции на другую. Этот венец 5 может вращаться в плоскости, перпендикулярной к оси цилиндра 1, во время стачивания мыска носка с помощью трансмиссии, состоящей из зубчатого ремня 50 и шестеренок 65, 66 или аналогичного устройства, соединяющегося с соответствующим приводным элементом 56. Венец 5 снабжен также элементом, входящим во взаимодействие и выходящим из него с трансмиссией, чтобы обеспечить надлежащее перемещение соединяемых петель 8, 80 в время стачивающей операции относительно стачивающего средства;
клиновое средство 7 для осуществления двунаправленного переворачивания на 180o полукруглого сектора 4 вокруг диаметральной оси (a-a) цилиндра 1;
клиновое средство 201 для перемещения спиц 2 и соответствующих шпрынок 20 на позиции вязания T;
средство для осуществления горизонтального вращения рычага 51 с помощью пневмотического цилиндра 67, свободный конец штока которого соединен с рычагом 68, прикрепленным к нижнему основанию стойки 52 для поддержания рычага 51, при этом стойка 52 состоит из штока цилиндра, имеющего ось (b-b) и обеспечивает вращение рычага 51 вокруг оси (b-b) стойки 52 во время переноса изделия с вязальной позиции T на стачивающую позицию (R), а также его вертикальное перемещение вдоль этой же оси (b-b) во время зацепления/отсоединения венца 5 на вязальной головке машины или на рабочем средстве стачивающей позиции (R);
средство, осуществляющее совместное вращение венца 5 с цилиндром 1 игл 3, 30 на начальном этапе стачивания изделия с вертикальным шарниром 53, прикрепленным к венцу 5 и в угловом колебании между положениями, одним - для зацепления венца 5 с элементом 73, прикрепленным к цилиндру 1, и другим - для зацепления венца 5 с неподвижной пластиной 200 машины с целью его останова в заданном положении;
средство для удержания платинного корпуса 11 платины машины в неподвижном и заданном угловом положении с клином 110, способным свободно качаться на шарнире 111, прикрепленном к опоре 109, угловое положение которой относительно игольного цилиндра 1 может изменяться и которая монтируется на неподвижной части 200 машины, при этом клин 110 снабжен двумя криволинейными канавками 112, выполненными по двум соответствующим дугам окружности, причем каждая из канавок 112 образует направляющий элемент для соответствующей шпильки 113, прикрепленной к корпусу платины 11. На начальном этапе своего вмешательства шпилька 113 ближе к шарниру 53 находится внутри соответствующей канавки 112, т.е. взаимодействует с клином 110. При вращении венца 5, прикрепленного к цилиндру 1, шарнир 53 движется к стороне клина 110 и заставляет последний вращаться. Это приводит к расцеплению шпильки 113, уже взаимодействующей с клином 110, и вводу другой шпильки 113 в другую канавку 112. При дальнейшем вращении венца 5 шарнир 53 реверсирует вращение клина 110, обеспечивая тем самым ввод первой шпильки 113 в соответствующую канавку 112 и тем самым восстановление условия, существовавшего до того как клин 110 начал свое движение. Таким образом, во время вращения венца 5 по крайней мере одна из шпилек 113 будет взаимодействовать с клином 110, а корпус 11 платины будет все время прочно связан с опорой 109, то есть неподвижной частью машины;
клиновое средство 59 для приведения в действие спиц 2 и соответствующих шпрынок 20 перед выполнением стачивания мыска изделия;
клиновое средство 58 для осуществления открытия шпрынок 20 на этапе освобождения готового изделия;
швейно-стачечная (кеттельная) машина 130 для формирования соединения, скрепляющего пары соответствующих петель 8, 80, установленная на заданном расстоянии от вяжущего изделия цилиндра 1, т.е. в заданном положении стачечной позиции (R);
средство (95, 96 и 97) для одновременного обрезания стачивающей нити F и удержания конца нити F1, поступающей с подающей катушки.
В соответствии с настоящим изобретением и как показано на фиг. 1-4, клинья 7 для переворачивания сектора 4 приводятся в действие соответствующими пневматическими цилиндрами 70, поддерживаемыми рычагом 51, несущим венец 5. С плунжером каждого цилиндра 70 соединен соответствующий шток 71 с противодействующей пружиной 72, к свободному концу которой прикреплен клин 7. Блок 73 предусмотрен для направления движения второго штока 74, соединенного с клином 7, и образования в сочетании со штоком 71 направляющей опоры.
В другом варианте, как показано на фиг. 11, клинья 7 приводятся в действие соответствующими пневматическими цилиндрами 40, прикрепленными к неподвижной части 200 машины.
Предпочтительно, в соответствии с настоящим изобретением клинья 7 имеют в основном геликоидальную форму.
Более того, сектор 4 снабжен двумя роликами 41, которые ненагруженно смонтированы на соответствующих горизонтальных валах 42 с каждой стороны от оси симметрии (d-d) сектора 4, и предназначены для взаимодействия с активным профилем клиньев 7 для осуществления переворачивания сектора 4.
В соответствии с альтернативным вариантом для обеспечения вращения венца 5 в процессе закрытия мыска изделия предусматривается приводной вал с вертикальной осью, который для большей ясности не показан на прилагаемых чертежах, при этом вал приводится в действие главным приводом вязальной машины, верхний конец которого снабжен звездочкой, взаимодействующей с кольцевым зубчатым колесом 66, прочно соединенным с венцом 5. Это обеспечивает согласованное по фазе вращение венца 5 с цилиндром 1 на вязальной позиции T.
Предпочтительно, венец 5 поддерживается рычагом 51 с помощью трех подшипников или фасонных роликов 54, несущих круглую Y-образную направляющую 57 параллельно и соосно венцу 5, расположенному в положении, нависающем над последней и соответствующим образом отведенным в сторону с помощью нескольких стоек 55.
Предпочтительно, каждая из спиц 2 двумя пятками 21, выступающими с каждой стороны и вертикально смещенными, чтобы обеспечить из возвратно-поступательное перемещение в соответствующих пазах сектора 4 с помощью соответствующего приводного клина 201, установленного на вязальной позиции T, и клиньями 58 и 59 на стачечной позиции (R).
Кроме того, каждая шпрынка 20 предпочтительно снабжена двумя пятками 22, выступающими с каждой стороны и вертикально смещенными так, чтобы соответствующие спицы 2 могли смещаться в закрывающее и, соответственно, открывающее направление при удержании в, соответственно, освобождении соединяемых петель 8, 80.
Более того, высота и ширина этих пяток 21, 22 предпочтительно выбирается в соответствии с активным профилем соответствующего приводного клина.
Наличие этих пяток 21, 22 позволяет контролировать продольное перемещение в обоих направлениях спиц 2 и соответствующих шпрынок 20 во время операции по снятию петель 8 первого полуряда (X) их переноса на иглы 30 полуряда (Y), переноса изделия с вязальной позиции T на стачивающую позицию (R), предрасполагая петли 8, 80 к стаченному и освобождаемому готовому изделию.
В соответствии с настоящим изобретением спицы 2 имеют головку клиновидной формы, чтобы легче ловить и соответственно освобождать петли 8, 80.
Более того, спицы 2 имеют наконечник головки, предпочтительно изогнутый в сторону и внутрь относительно направления ее скольжения, чтобы обеспечить их ввод в соответствующие продольные полости игл 3, 30 и тем самым осуществить захватывание петель 8, 80 первого и второго полуряда (X и Y).
Более того, наружная поверхность вершины каждой шпрынки 20 предпочтительно находится рядом, т.е. наложена на внутреннюю поверхность соответствующей спицы 2.
Аналогично, каждая шпрынка 20 снабжена поперечным выступом 27, имеющим тенденцию к образованию направляющего элемента для наконечника соответствующей спицы 2 и определению границ в сочетании с соответствующим углублением 28 соответствующей спицы 2 для седла 29 для соответствующих петель 8, 80 в закрытом состоянии.
Таким образом, гарантируется, что каждый комплект спиц 2 и соответствующих шпрынок 20 обладает соответствующей жесткостью.
В соответствии с настоящим изобретением стачивающая (кеттельная) машина 130 содержит раму, на которой размещаются:
игольница 90 для поддержания стачивающих игл 9, снабженная гнездом для накрывающего иглу полоза, удерживаемого в обычном открытом положении с помощью пружины 19, входящей в паз этой же игольницы 90 и перемещение которой регулируется винтом 18, при этом полость 24 (может быт язычок) снабжен пяткой 34, взаимодействующей с соответствующим им клином 25, осуществляющим его закрытие при формировании соединяющего цепного переплетения;
брус 26, на свободном конце которого закреплен вязальный крючок 14, взаимодействующий с иглой 9 во время формирования переплетения соединения;
плечо 15 - щупло для перемещения бруса 26 вязального крючка и приводящегося в действие клином 16, прикрепленным к коленчатому валу 17, перпендикулярному к игольнице 90 и соединенному с ней с помощью соединительной тяги 23, чтобы образовать кривошипный привод, т.е. механизм кривошипно-шатунного типа для перемещения игольницы 90 во время соединения. Такое положение является, в частности, пригодным для придания части устройства, предназначенного для стачивания изделия, компактности, конструктивной простоты, надежности.
В соответствии с первым вариантом настоящего изобретения и как показано на фиг. 75, средство 95 для обеспечения стачивания нити F расположено в непосредственной близости от рабочей зоны стачивающей иглы 9 на той же стороне стачивающей машины 130 относительно линии соединения.
Или же, и как показано на фиг. 68, образующее средство 95 расположено на противоположной стороне стачивающей машины 130 относительно линии соединения.
Предпочтительно и как показано на фиг. 67, предусматривается средство для ввода конца стачивающей нити F внутрь изделия после формирования закрывающих узлов для соединения с помощью иглы 93 с полозом 94, расположенной впереди закрывающих узлов и способной прихватывать нить F, вставлять ее глубоко внутрь изделия за счет своего поступательного перемещения и оставлять ее там. В конце этого ввода нить F самопроизвольно выдергивается из иглы 93 при открытии полоза 94.
Или же, и как показано на фиг. 73, игла 98 с полозом 99 располагается на противоположной стороне стачивающей иглы 9 относительно закрывающих узлов. Нить F самопроизвольно сбрасывается с иглы 98 вследствие ее выхода при закрывании соответствующего полоза 99.
Предпочтительно предусматриваются средства для упругого натяжения петель изделия во время операции стачивания за счет использования всасывающего шланга 92, расположенного ниже стачивающего средства и соединенного с вентилятором выбрасывающей изделие машины. Этот же шланг 92 может использоваться для транспортирования готовых изделий к месту хранения.
В соответствии с настоящим изобретением способ может осуществляться с помощью цилиндра 1 для игл 3, 30, имеющего или четное или нечетное число игл.
В частности, как показано на фиг. 86, ось (a-a) вращения сектора 4 проходит через две диаметрально противоположные иглы цилиндра 1, в результате чего число снятых петель первого полуряда будет равно такому же числу игл 3, 30 цилиндра 1 минус 2, деленное на два, а результат переносится на такое же число игл 30 второго полуряда. Однако по завершении соединения две петли 80 двух игл 30, образующиеся на концах второго полуряда и исключенные из процедуры переноса петель 8 первого полуряда, также соединяются.
Как показано на фиг. 87, предусматривается что ось (a-a) вращения сектора 4 проходит между двумя диаметрально противоположными парами игл 3, 30 цилиндра 1. Таким образом, число перемещенных петель будет равно половине общего числа игл 3, 30.
Как показано на фиг. 88, в случае нечетного числа игл 3, 30 ось (a-a) вращения сектора 4 выполняется проходящей в соответствии с иглой 30 второго полуряда и в соответствии с осевой линией игл 3, 30, установленных на конце соответствующих полурядов. В этом случае число перенесенных петель равняется общему числу игл минус одну и деленное на два, а число игл 30 второго полуряда равняется числу игл первого полуряда плюс одну.
Для перемещения пластины 37 в сторону от вязальной головки машины, не изменяя рабочей способности средства предназначенного для удерживания вязальной нити, предусматривается размещение нитеводителя 47, 48 машины на кронштейне 43, соединенном со стойкой 45 пластины 37, с собачкой для запуска/прекращения соединения. Таким образом, подъем стойки 45 также производится для подъема нитеводителя 47, 48, обеспечивая тем самым приведение в действие средства для съема и переноса петель 8, 80.
Ниже будет рассмотрена работа описанного устройства со ссылками на его предпочтительный вариант при условии, что иглы 3, 30 располагаются так, как показано на фиг. 87.
При завершении вязания изделия и переносе петель 8 игл 3 первого полуряда (X) на иглы 30 второго полуряда (Y), клинья 32, приводящие в действие иглы 30, осуществляют их опускание на уровень ниже носика 60 платин 6, при этом соответствующие пары петель 8, 80 находятся в удерживаемом положении. Потом сектор 4 устанавливается в свое первоначальное положение путем его переворачивания в направлении, противоположном тому, которое определяло перенос петель 8 первого полуряда. Затем, цилиндр 1 поворачивается на 180o относительно сектора 4, чтобы разместить последний точно в соответствии с иглами 30 второго полуряда. В этот момент клинья 31 осуществляют подъем игл 30 при закрытых платинах 6 до тех пор, пока соответствующие петли 8, 80, удерживаемые платинами 6, не окажутся в заданном положении относительно стержня соответствующих игл 30, т.е. в положении, чтобы впоследствии обеспечить их съем с помощью тех же спиц 2, которые осуществляли их перенос. Затем, иглы 30 поднимаются при открытых платинах 6, чтобы сместить пары петель 8, 80 до уровня спиц 2, которые в этот момент продвигаются, чтобы быть ближе к соответствующим шпрынкам 20 с целью захвата петель 8, 80. После этого иглы 30 движутся вниз так, что пары петель 8, 80 удерживались спицами 2, а изделие освобождалось от игл 3, 30. После этого венец 5 поднимается вместе с сектором 4 с помощью цилиндра 52, а изделие удерживается спицами 2. В этот момент всасывающий шланг 100 поднимается. Затем включение цилиндра 67 приводит к вращению стойки 52 вокруг оси (b-b) и венца 5 вместе с ней, при этом последний поддерживается рычагом 51, жестко соединенным с той же стойкой 52. В конце этого вращения венец 5 перемещается в соответствии со стачивающей позицией (R) до уровня, подходящего для вступления в действие клиньев 59 для перемещения спиц 2 с соответствующими шпрынками 20 в закрывающее положение. После этого спицы 2 движутся центростремительно до тех пор, пока соответствующие соединяемые петли 8, 80 не расположатся на равном угловом удалении друг от друга, а расстояние между любыми двумя соседними парами петель 8, 80 не будет равно стачивающему зеву, который выбирается в соответствии с требуемой точностью соединения. Расположенные таким образом соединяемые петли 8, 80 готовы для стачивающей операции, которая осуществляется иглой 9, снабженной нитью F совместно с цепной направляющей 10 и вязальным крючком 14. Во время стачивания венец 5 приводится во вращение с помощью трансмиссии (передачи), взаимодействующей с зубчатым венцом 66. Зев за зевом игла 9 вставляется в пары соответствующих петель 8, 80, формируя таким образом гладкое цепное переплетение соединения. После завершения последней стачивающей петли, игла 9 совместно с вязальным крючком 14 и цепной направляющей 10 выполняет два или более закрывающих узла. Затем нить F захватывается иглой 93, полоз которой открыт, и после закрытия полоза эта же игла 93 продвигается внутрь изделия, и нить F, наконец, обрезается. Таким образом, конец нити F соединения вставляется внутрь изделия за счет дальнейшего продвижения иглы 93. Отвод или вывод иглы с открытым полозом 94 (язычком) обеспечивает самопроизвольное освобождение конца нити F. А эта нить, освободившись от иглы 93, оказывается захваченной петлями изделия и не может из них выйти. После завершения этой операции, клин 58 взаимодействует со спицами 2 сектора 4, которые оставляют соответствующие петли 8, 80, уже соединенные, тем самым обеспечивая удаление готового изделия, находящегося с лицевой стороны, т.е. готового к использованию, через шланг 92.





















Устройство для соединения двух кромок вязанного трубчатого изделия, в частности мыска чулочно-носочного изделия, содержащее клиновое средство для осуществления подъема и соответственно опускания заданного числа игл первого и второго полурядов петель, средство для съема петель первого полуряда и их переворачивание на 180o вокруг диаметральной оси игольного цилиндра, клиновое средство для осуществления переворачивания на 180o в обоих направлениях полукруглого сектора вокруг оси игольного цилиндра; средство для осуществления переноса сектора с позиции вязания в позицию стачивания, в которой формируется соединение, средство для удерживания корпуса платин машины в неподвижном и заранее заданном угловом положении, швейно-стачивающую машину для осуществления соединения пар петель во время операции стачивания; средство для отрезания в конечном счете нити и удержания конца нити, поступающей с подающей катушки. 2 с. и 29 з.п.ф-лы, 91 ил.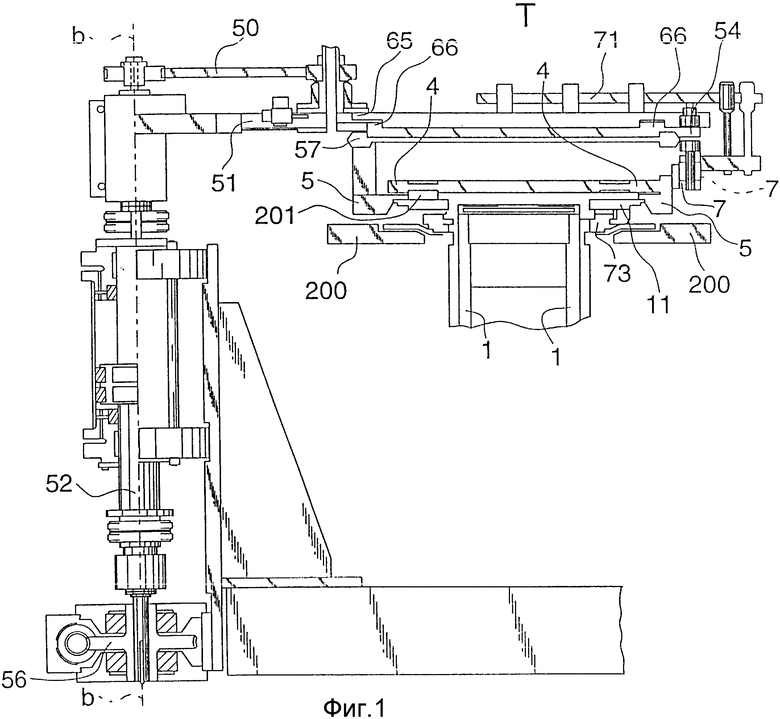
| DD, патент, 14520, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

