Изобретение относится к технологии изготовления микротермопар и может быть использовано для изготовления термопар, позволяющих измерять температуру быстропротекающих процессов в объектах, имеющих большой градиент температур.
Известен способ изготовления термопары, включающий гальваническое осаждение металлов термоэлектродов при поочередном нанесении их на подложку с образованием зоны перекрытия. Осажденные слои шлифуют до требуемой толщины, затем растворяют подложку (авт. св. N 399470, G 01 K 7/02, 1973). Однако такой способ не позволяет получать термопары толщиной порядка 5-10 мкм, так как эта величина соизмерима с величиной шероховатости покрытия, получаемой в процессе роста осадков, кроме того, наличие широкой зоны перекрытия существенно снизит точность и повысит инерционность измерения температуры.
Наиболее близким по технической сущности к заявляемому является способ получения ленточных термопар, включающий изготовление чувствительного элемента в виде ленты из сваренных встык двух разных металлов и последующую прокатку ее до заданной толщины (Гордов А.Н. Основы пирометрии - М.: Металлургия, 1971, с. 225).
Данный способ позволяет получать тонкие ленты термоэлектродов. Однако в процессе раскатки увеличивается ширина переходной зоны - сварочного шва, что снижает точность и повышает инерционность измерения температуры. Значительная инерционность не позволяет использовать такие термопары при измерениях в объектах, имеющих большой градиент температур в различных точках.
В основу изобретения положена задача создания способа изготовления термопар, имеющих повышенную точность и сниженную инерционность при измерении температур быстропротекающих процессов и в объектах с большим градиентом температур.
Поставленная задача решается тем, что в способе изготовления термопары, включающем изготовление ленты из сваренных встык двух разных металлов или сплавов и прокатку ее до заданной толщины, согласно изобретению перед изготовлением ленты диффузионной сваркой сваривают торцами два прутка из разных металлов или сплавов, ленту изготавливают снятием слоя соединенных металлов так, чтобы получить расположение сварного шва вдоль ленты, перед прокаткой ленту обрабатывают, обеспечивая шероховатость поверхности не более 30% от заданной толщины ленты, а прокатку ленты проводят вдоль линии сварного шва.
Возможность решения поставленной задачи обусловлена тем, что обеспечено проведение качественной диффузионной сварки встык за счет значительных площадей соприкосновения свариваемых деталей, что позволило получить сварной шов с малой величиной зоны переменного состава. Последующее увеличение ширины зоны переменного состава предотвращено проведением процесса раскатки вдоль линии сварного шва.
Наличие отличительных от прототипа признаков позволяет сделать вывод о соответствии заявляемого способа критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки, сходные с отличительными признаками заявляемого решения, что позволяет сделать вывод о соответствии заявляемого способа критерию "изобретательский уровень".
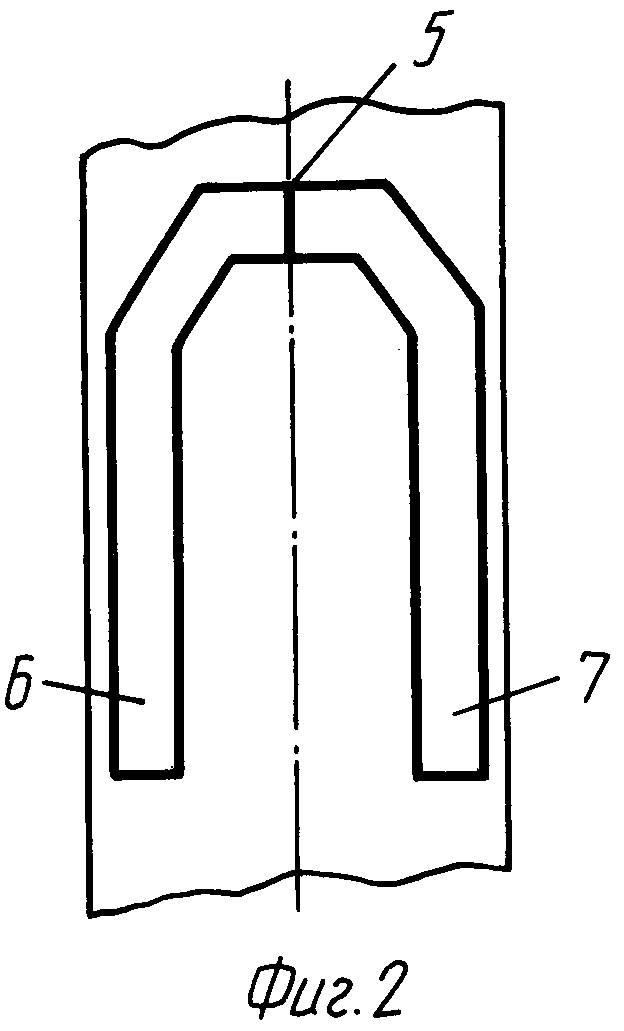
На фиг.1 приведена схема реализации способа; на фиг.2 - пример схемы раскроя термопары.
Способ реализуется следующим образом.
Заготовку 1 из материала одного термоэлектрода и заготовку 2 из материала второго термоэлектрода, например в виде брусков с круглым или прямоугольным сечением, приводят в соприкосновение по торцевым поверхностям, прикладывают давление и осуществляют диффузионную сварку с получением сварного шва 3, который обеспечивает высокую прочность соединения при минимальных размерах зоны переменного химического состава между электродами.
Затем, например, токарным способом снимают биметаллическую ленту 4 так, чтобы получить расположение сварного шва 3 вдоль ленты 4. В связи с различием физико-механических свойств материалов термоэлектродов 1 и 2 на ленте образуется дефектный слой в виде изгибов и гофр. Поверхность ленты 4, контактирующая с резцом, имеет шероховатость не более 1 мкм, что составляет порядка 10% от конечной толщины ленты, а на противоположной поверхности вследствие пластической деформации образуется рельеф с шероховатостью 50-100 мкм.
Опыты показали, что получение прокаткой фольги для термоэлектродов из такой ленты без дефектов невозможно, так как при деформировании шероховатость рельефа приводит к дефектам в виде сквозных пор, разрывов и трещин.
Поэтому перед прокаткой осуществляли выравнивание поверхности, например, проковывали ленту таким образом, чтобы шероховатость ее поверхности составила не более 30% от заданной толщины ленты. Уровень шероховатости определен экспериментально. При прокатке ленты с шероховатостью более 30% не удается избежать образования дефектов в виде разрывов, сквозных пор и трещин. Это объясняется, по-видимому, снятием выступов с формированием дефектного поверхностного слоя. При последующем утонении ленты наличие такого поверхностного слоя приводит к образованию сквозных пор.
При прокатке ленты, шероховатость поверхности которой менее или равна 30% от заданной толщины ленты, дефекты отсутствовали.
Проведение прокатки вдоль линии сварного шва обеспечивает сохранение ширины зоны переменного состава в процессе деформирования либо расширение ее только на величину, равную утонению ленты. Проведение прокатки в направлении, перпендикулярном направлению сварного шва, приводит к значительному расширению зоны переменного состава за счет переноса при деформировании металла переходной зоны в зону чистого металла.
Затем из полученной биметаллической ленты 4, толщина которой в зависимости от конструкции термопары и условий ее эксплуатации обеспечивается в разных конструкциях от 50 мкм до 10 мкм, а размеры зоны переменного состава колеблются в пределах не более 10 - 20 мкм, вырезали термопару, например вида, что дана на фиг.2. Полученные термопары имеют минимальные размеры переходной зоны 5 и термоэлектроды 6 и 7 позволяют с высокой точностью и быстродействием измерять температуру.
При отработке способа изготовления термопар получали чувствительный элемент в виде ленты из соединенных никеля и меди. Осуществляли диффузионную сварку прутков никеля и меди диаметром 24 мм. Сварку осуществляли в вакууме встык при температуре 900oC и давлении 1,5 кг/мм2 в течение 15 мин.
Из полученной заготовки резцом снимали ленту, содержащую оба металла, соединенных встык шириной 5 мм (толщиной 0,15 - 0,2 мм). Сварной шов проходил вдоль ленты и ширина его составляла прядка 10 мкм.
Поверхность ленты, контактирующая с резцом, имеет шероховатость не более 1-3 мкм, а на противоположной поверхности имеются изгибы и гофры, создавая шероховатость на уровне 50-100 мкм. Для подготовки ленты к прокатке ее обрабатывали, снижая уровень шероховатости ленты до величины, составляющей не более 30% от конечной толщины термоэлектрода, что в нашем случае составляет порядка 1-3 мкм. Снижение шероховатости осуществляли проковкой ленты перед прокаткой, тот же эффект снижения шероховатости можно обеспечить пластическим деформированием ленты при повышенных температурах и др.
Затем ленту, толщина которой составляла 50 мкм, а шероховатость 1-3 мкм подвергали прокатке, при этом направление прокатки выбирали вдоль линии сварного шва. Прокатку осуществляли в 2-3 перехода, между переходами проводили отжиг при t = 900oC. В результате получали ленту толщиной 10-12 мкм с шероховатостью не более 30% (шероховатость составляла 1-3 мкм), ширина зоны переменного состава порядка 10 мкм. Из полученной заготовки вырезали термопару, высота спая у которой составляла 0,61 мм, ширина термоэлектродов 1,0 мм.
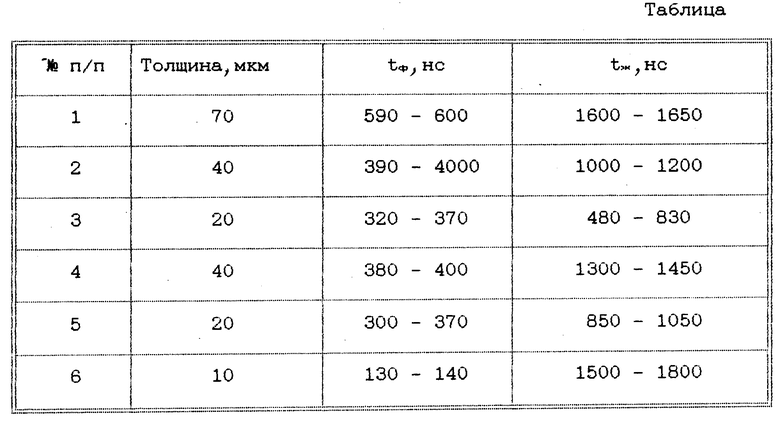
Термопары использовали в газодинамических экспериментах. Результаты испытаний приведены в таблице.
Термопары N 1-3 изготовляли диффузионной сваркой внахлест из термоэлектродов, вырезанных из фольги никеля и меди, полученной прокаткой.
Термопары N 4 и 6 изготовляли диффузионной сваркой внахлест из термоэлектродов, вырезанных из фольги, полученной электрохимическим осаждением.
Термопара N 6 получена по технологии, описанной в заявляемом способе.
В процессе эксперимента термопары сравнивали по следующим параметрам:
tж - время жизни, т.е. интервал времени, в течение которого сигнал не искажен помехами, шунтированием, обрывом проводов и т.д.;
tф - время нарастания выходного сигнала термопар, являющееся мерой инерционности термопары.
Полученные результаты показали, что термопара, изготовленная по предложенному способу, обладает наименьшей инерционностью (tф, мин) и одновременно обеспечивает максимальное время жизнио
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| УСТРОЙСТВО ДЛЯ ДЕЗАКТИВАЦИИ ТВЕРДЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2152094C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ | 1994 |
|
RU2078635C1 |
| РАДИАЦИОННЫЙ ИНТРОСКОП | 1998 |
|
RU2144662C1 |
| ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1995 |
|
RU2079180C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ ПИРОТЕХНИЧЕСКОГО СОСТАВА | 2001 |
|
RU2205402C2 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2099160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| ДАТЧИК ОТРЫВА | 1995 |
|
RU2091892C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ | 1996 |
|
RU2110607C1 |
Способ может быть использован для изготовления термопар, позволяющих измерять температуру быстропротекающих процессов в объектах с большим температурным градиентом. Диффузионной сваркой сваривают встык торцами два прутка из разных металлов или сплавов. Токарным резцом снимают слой соединенных металлов так, чтобы сварной шов был расположен вдоль полученной ленты. Проковкой снижают уровень шероховатости ленты до заданной величины, затем проводят прокатку ленты вдоль линии сварного шва и вырезают из нее термопару. Изготовленная термопара имеет низкую инерционность и обеспечивает высокую точность измерений. 2 ил., 1 табл.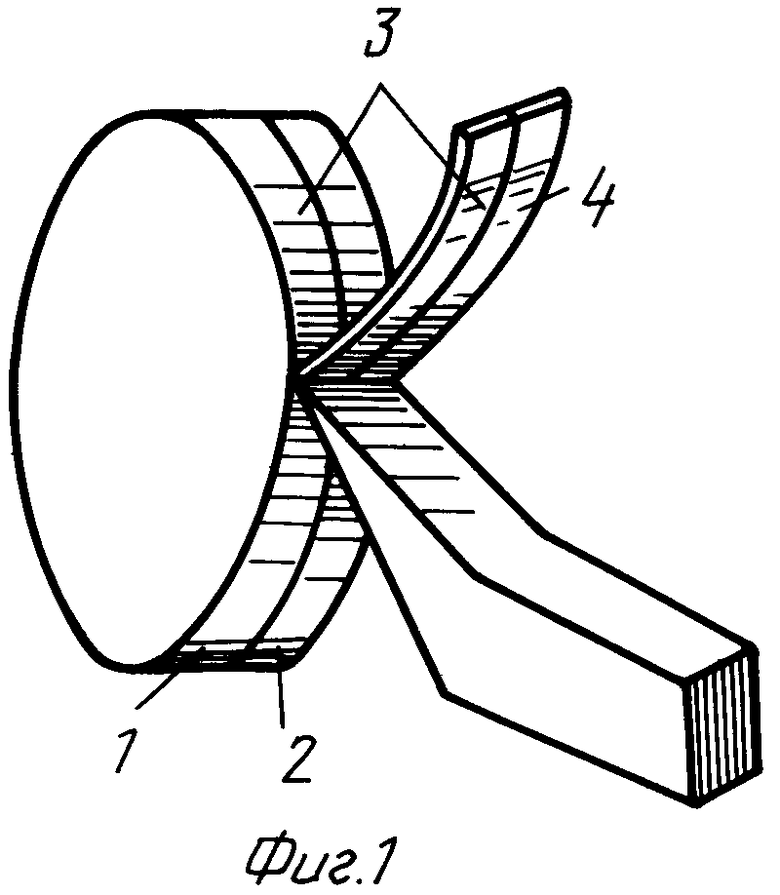
Способ изготовления термопар, включающий изготовление ленты из сваренных встык двух разных металлов или сплавов и прокатку ее до заданной толщины, отличающийся тем, что перед изготовлением ленты диффузионной сваркой сваривают торцами два прутка из разных металлов или сплавов, ленты изготавливают снятием слоя соединенных металлов так, чтобы получить расположение сварного шва вдоль ленты, перед прокаткой ленту обрабатывают, обеспечивая шероховатость поверхностей слоя не более 30% от заданной толщины ленты, а прокатку ленты проводят вдоль линии сварного шва.
| Гордов А.Н | |||
| Основы пирометрии | |||
| - М.: Металлургия, 1971, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |

