Патент относится к средствам контроля, измерения и управления технологическими процессами в металлургии, в частности к средствам определения геометрического положения центра тяжести литой заготовки в технологическом потоке, и может быть использован, например, при разметке либо раскрое литой заготовки на две равные по массе части, в том числе на линии горячего транзита в сталеплавильных цехах с машинами непрерывного литья заготовок.
Известно весоизмерительное устройство (см. а.с. N 1631306, кл. 5 G 01 G 11/00, 1991), содержащее транспортные ролики, измерительный ролик, установленный на датчике нагрузки, выход которого соединен с системой измерения, причем измерительные ролики установлены соосно, перпендикулярно направлению движения заготовок и выше транспортных роликов на величину прогиба заготовки под собственным весом, а система измерения выполнена в виде по крайней мере двух пороговых элементов, подключенных к выходу элемента И, выход которого подключен через аналого-цифровой преобразователь к сумматору, причем выход каждого измерительного датчика подключен к соответствующему пороговому элементу.
Недостатком этого устройства является невозможность фиксирования центра тяжести слитка, так как определение массы слитка производится в момент неустойчивого равновесия.
Известно устройство для взвешивания слитков в движении (см. а.с. N 1811272, кл. 5 G 01 G 11/00, 1990), содержащее встроенный в транспортер весоизмерительный ролик с пазом для вертикальной установки в нем листа, кантователь, пневмосистему, выполненную в виде патрубков, расположенных над весоизмерительным роликом по обе стороны кольцевого паза и имеющих выходные отверстия, направленные перпендикулярно плоскости движения.
Недостатком этого устройства является невозможность определения центра тяжести слитка, так как измерение массы слитка производится в момент неустойчивого равновесия.
Наиболее близким по технической сущности к предлагаемому способу является устройство для взвешивания слитков в движении (см. а.с. СССР N 1624271, кл. G 01 G 11/00, 30.01.91), содержащее весоизмерительный ролик с датчиками нагрузки, фильтрами и сумматором, на входе которого получают сигнал, пропорциональный весу слитка, причем этот сигнал получают в момент прохождения центра тяжести слитка над весоизмерительным роликом.
Недостатком этого устройства является невозможность фиксирования центра тяжести слитка, так как определение массы слитка производится в момент неустойчивого равновесия.
Задачей патента является повышение точности определения центра тяжести литых заготовок, что может быть использовано для их разметки и раскроя на две равные по массе части.
Сущность изобретения заключается в том, что устройство для определения центра тяжести литой заготовки в технологическом потоке, содержащее весоизмерительный ролик с датчиком нагрузки, фильтрами и сумматором, при этом датчики подключены ко входам фильтров, дополнительно содержит другой весоизмерительный ролик с датчиками нагрузки, два фильтра, два сумматора, пороговый элемент и блок управления, причем выходы датчиков каждого весоизмерительного ролика через фильтры соединены со своими сумматорами, выходы которых через выходной сумматор и пороговый элемент соединены с блоком управления.
Оба весоизмерительных ролика несколько приподняты над опорной поверхностью транспортера и имеют индивидуальный привод от электрического двигателя. Литая заготовка, двигаясь по транспортеру, вначале наезжает на первый весоизмерительный ролик, поднимается на него и продолжает движение ко второму весоизмерительному ролику. Как только центр тяжести заготовки оказывается в межосевом расстоянии роликов, слиток опускается на второй из них. Дальнейшее движение заготовки на роликах обеспечивается их индивидуальным приводом. Она перемещается до тех пор, пока центр тяжести заготовки не совпадет с серединой межосевого расстояния весоизмерительных роликов. Поскольку геометрическое положение середины межосевого расстояния известно и неизменно, это дает возможность судить о месте расположения центра тяжести заготовки. Далее, по команде от блока управления, может производиться разметка или резка по середине межосевого расстояния на две части равной массы.
Устройство позволяет определить центр тяжести литой заготовки при условии достаточно высокой стабильности поперечного сечения и плотности ее отдельных частей.
При производстве изделий на машинах непрерывного литья заготовок (МНЛЗ) отливаемый слиток зачастую предварительно режется на части значительной массы. Это связано с желанием снизить число резов заготовки в самой МНЛЗ, так как машина резки является узким местом технологической линии. В дальнейшем, за пределами МНЛЗ, крупные слитки разрезаются на более мелкие, соответствующие требованиям прокатного производства. Удобным является предварительная резка в МНЛЗ заготовок удвоенной массы с последующим разрезанием ее на две части равной массы.
Оперативный раскрой непрерывно-литой заготовки в технологической линии ведется на машинах механической либо термической резки. Образующиеся при этом заготовки зачастую имеют дефекты формы - завалы от ножа в начале резки, наплывы и заусенцы, неперпендикулярность по отношению к опорной либо боковой поверхности, непрямоугольность сечения и др. Часто применяемые устройства для прямого (метрического) определения геометрического центра литой заготовки - линейка, измерительные штанги и т.п. - не обеспечивают нахождение ее центра тяжести с высокой точностью. В то же время предлагаемое устройство обеспечивает требуемую точность нахождения центра тяжести изделия и позволяет далее осуществить разметку либо резку заготовки на две части равной массы.
Дополнительно введенный весоизмерительный ролик, встроенный в транспортер, позволяет фиксировать заготовку в момент измерения в неподвижном положении. Это предоставляет достаточное время для выполнения операции замера. В дальнейшем это дает возможность осуществлять точно разметку. Поскольку измерение ведется при устойчивом положении изделия, то на точность измерения не оказывает отрицательного влияния динамика поведения слитка. Дополнительный ролик в момент измерения позволяет освободить пространство у заготовки рядом с ее центром тяжести, что дополнительно дает возможность расположить там машину для механической либо термической резки, а также утилизировать образующиеся отходы.
Дополнительно введенные два датчика вертикальной нагрузки позволяют преобразовать усилия от веса заготовки на обе опоры дополнительно введенного ролика в непрерывные аналоговые сигналы. По своим функциям и характеристикам датчики не отличаются от известных.
Два дополнительно введенных сумматора аналоговых сигналов, соединенные с фильтрами, позволяют суммировать сигналы с пар датчиков, относящихся к одному весоизмерительному ролику. Это дает возможность точно определить центр тяжести изделия даже при перекосе его в технологической линии, т.е. при расположении слитка неперпендикулярно осям роликов. Последнее возможно из-за смещения литой заготовки в стороны при наезде на первый весоизмерительный ролик, приподнятый над опорной поверхностью транспортера либо по независящим от устройства причинам.
В момент измерения
F1 + F2 = F3 + F4
где
F1, F2, F3, F4 - значения сигналов с первого по четвертый датчик.
Поэтому независимо от бокового смещения слитка сумма сигналов в обеих частях уравнения остается постоянной. В то же время если заготовка симметрична относительно центра тяжести в трех основных плоскостях, то перекос ее при разметке и резке не влечет за собой изменение массы образуемых в результате резки частей. В этом случае имеет место лишь зеркальная неперпендикулярность формируемых торцов обеих частей заготовки.
Дополнительно введенный пороговый элемент позволяет сформировать команду блоку управления при достижении изделием симметричного расположения относительно весоизмерительных роликов. В качестве порогового элемента используется устройство с одним либо двумя порогами срабатывания. Элемент с одним порогом срабатывания формирует на выходе сигнал Y2 при снижении небаланса до величины Δ2≈ 0 . Элемент с двумя порогами срабатывания формирует на выходе, во-первых, сигнал Y1 при снижении небаланса до значения Δ1> 0 , а во-вторых, сигнал Y2 при снижении небаланса до величины Δ2≈ 0 . По сигналу Y1 снижается скорость движения заготовки с v1 до v2<v1. По сигналу Y2 заготовка останавливается так, что ее центр тяжести располагается точно посередине межосевого расстояния весоизмерительных роликов и производится ее разметка либо резка. Промежуточное снижение скорости с v1 до v2 позволяет дополнительно повысить точность определения центра тяжести, а значит, и позиционирования заготовки перед разметкой и резкой за счет снижения инерционного проскальзывания при торможении изделия.
Блок управления обеспечивает управление приводом весоизмерительных роликов (в том числе - остановкой роликов), машиной для автоматической разметки либо резки заготовки, а также вспомогательными установками. К последним, например, может относиться толкатель либо шлеппер для выдачи разрезанной на равные части заготовки.
Таким образом, вновь введенные элементы устройства - другой встроенный в транспортер весоизмерительный ролик с датчиками вертикальной нагрузки и фильтрами, два сумматора, пороговый элемент с предназначением блока управления для управления приводом роликов - в указанной связи с другими элементами позволяют устройству производить определение центра тяжести литой заготовки в технологическом потоке поднятием ее на весоизмерительных роликах над опорной поверхностью транспортера, постепенным доведением литой заготовки до совпадения ее центра тяжести с серединой межосевого расстояния весоизмерительных роликов с последующей выдачей команды на разметку либо резку изделия посередине межосевого расстояния, что обеспечивает расширение области применения устройства и дает возможность повысить точность определения центра тяжести заготовки.
На фиг. 1 приведена кинематическая схема устройства для определения центра тяжести литой заготовки в технологической линии; на фиг. 2 - блок-схема измерительной системы устройства.
На фиг. 1 обозначено: 1 - первый, 2 - второй по ходу заготовки весоизмерительный ролик; 3 - двигатель привода весоизмерительных роликов; 4 - механические связи; 5 - опоры весоизмерительного ролика; ДВ1 - ДВ4 - датчики вертикальной нагрузки; 6 - литая заготовка; 7 - центр тяжести литой заготовки; 8 - плоскость разметки либо реза; 9 - сечение заготовки в плоскости разметки либо реза; F1 - F4 - составляющие веса слитка, действующие на опоры весоизмерительных роликов; стрелкой показано направление движения заготовки как по транспортеру, так и по весоизмерительным роликам.
Ролики 1 и 2 встроены в транспортер (на фиг. 1 не показаны) и приподняты над ним на величину, равную величине максимального прогиба заготовки под действием собственного веса. Расстояние между роликами 1 и 2
S = (0,3 - 0,4)lз,
где
lз - длина исходной литой заготовки.
Меньшее значение S рекомендуется для меньших lз, а большее - для больших lз.
Каждый датчик вертикальной нагрузки ДВ1 - ДВ4 жестко связан со своей опорой 5 весоизмерительного ролика. Плоскость разметки либо реза 9 располагается эквидистантно роликам 1 и 2. Сечение 9 заготовки 6 лежит в плоскости 9. В момент разметки либо реза центр тяжести 7 заготовки также лежит в плоскости 9, что соответствует положению заготовки на фиг. 1.
На блок-схеме измерительной системы устройства дополнительно обозначено; 10 - фильтр; 11 - сумматор аналоговых сигналов; 12 - выходной сумматор аналоговых сигналов; 13 - пороговый элемент; 14 - блок управления.
Датчики вертикальной нагрузки ДВ1 и ДВ2 через фильтры 10 связаны со входами одного, а датчики ДВ3 и ДВ4 - через фильтры 10 - со входами другого сумматора аналоговых сигналов 11. Выход первого сумматора аналоговых сигналов и с обратным знаком - выход второго сумматора подключены ко входам сумматора 12. Его выход через пороговый элемент 13 подключен к блоку управления 14.
В качестве датчиков вертикальной нагрузки используются стандартные средства, например датчики таблеточного типа Ф-3233. Фильтры 10 выполнены, например, в виде пассивных RC-цепей потенциального типа серии К155. Сумматоры 12 и 13 выполнены, например, на операционном усилителе серии К553УД1 либо К553УД2. Пороговый элемент (компаратор) выполняется, например, на базе операционного усилителя этой же серии.
Устройство работает следующим образом.
Литая заготовка, перемещаясь по транспортеру, наезжает на первый весоизмерительный ролик 1 и продолжает движение ко второму весоизмерительному ролику 2 (см. фиг. 1). После прохождения центра тяжести заготовки ролика 1 заготовка опускается на ролик 2 и далее двигается над опорной плоскостью транспортера за счет двигателя 3 привода весоизмерительных роликов. По мере перемещения слитков на роликах 1 и 2 усилия F1 + F2 уменьшаются, а F3 + F4 - увеличиваются, так как их сумма равна весу заготовки Fзаг.
Сигналы с датчиков вертикальной нагрузки ДВ1 и ДВ2 от первого весоизмерительного ролика 1 в фильтрах 10 очищаются от помех и поступают в сумматор 11, где складываются и подаются в выходной сумматор 12 (см. фиг. 2). Аналогично, сигналы с датчиков ДВ3 и ДВ4 от второго весоизмерительного ролика 2 через фильтры 10 поступают в сумматор 11 и их сумма подается на вход сумматора 12 с отрицательным знаком. Небаланс левой и правой частей уравнения (1) с выходного сумматора 12 через пороговый элемент 13 поступает на блок управления 14. При движении центра тяжести заготовки в направлении к середине межосевого расстояния весоизмерительных роликов небаланс постепенно уменьшается. При снижении небаланса до величины Δ1> 0 пороговый элемент формирует на выходе сигнал Y1, по которому в блок управления дается команда на понижение частоты вращения двигателя 3 весоизмерительных роликов, а значит, и скорости движения литой заготовки. При снижении небаланса до величины Δ2≈ 0 пороговый элемент формирует на выходе сигнал Y2, по которому в блоке управления дается команда на остановку двигателя 3 и далее - команда на запланированные последующие операции. Например, на разметку или резку. После окончания этой операции блок управления подает команду на включение двигателя 3, и разрезаемая заготовка продолжает путь по транспортеру, либо на включение других вспомогательных механизмов. Например, шлеппера, который выдает обе части заготовки на выход технологической линии (приемный рольганг).
Двигатель 3 реверсивный и, при необходимости, обеспечивает перемещение заготовки в обратную сторону, например при настройке устройства.
Собственный вес весоизмерительных роликов, их электропривода и системы механических связей элиминируется путем отстройки Δ2 в пороговом элементе.
Двухуровневый пороговый элемент рекомендуется использовать при повышенной массе заготовки (свыше 300 кг) и повышенных требованиях к точности разметки либо резки.
Пример.
Непрерывно-литые заготовки на выходе МНЛЗ Кузнецкого металлургического комбината оперативно режутся на слитки размером 300х320х4000 мм и массой 300 кг. Далее на машинах термической резки производится резка слитков на две части. Для исключения необоснованных потерь, связанных несоответствием масс получаемых частей заготовок по заказу прокатных цехов, ставится задача повышения точности их раскроя по массе. Устройство - прототип для решения подобной задачи непригодно. Предлагаемое устройство обеспечивает точно оперативное определение центра тяжести каждой литой заготовки в технологическом потоке и позволяет далее осуществлять ее точную разметку по массе на две равные части в автоматическом режиме.
Применение устройства позволяет повысить точность определения центра тяжести литой заготовки в технологическом потоке, а значит, оперативной разметки и раскроя литых заготовок в технологическом потоке на две равные части.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ МАССИВНЫХ СЛИТКОВ В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 1994 |
|
RU2079116C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2065804C1 |
| УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ И ПОДСЧЕТА ЛИТЫХ ЗАГОТОВОК В СХОДЯЩЕМСЯ ТЕХНОЛОГИЧЕСКОМ ПОТОКЕ | 1994 |
|
RU2101764C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2133651C1 |
| Способ комплексного анализа параметров машины непрерывного литья заготовок | 2023 |
|
RU2825196C1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА ЗАГОТОВОК | 1991 |
|
RU2012855C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ КОЛИЧЕСТВА ЗАГОТОВОК МЕЖДУ ПРИЕМНЫМ РОЛЬГАНГОМ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ И РОЛЬГАНГОМ КЛЕТИ СТАНА | 1995 |
|
RU2082997C1 |

Использование: определение центра тяжести литых заготовок, например при разметке или раскрое. Сущность изобретения: устройство для определения центра тяжести литой заготовки для последующего раскроя содержит два весоизмерительных ролика, четыре датчика вертикальной нагрузки, закрепленные попарно на оси каждого весоизмерительного ролика, которые соединены с измерительной системой, состоящей из фильтров, трех сумматоров; порогового элемента и блока управления. 2 ил.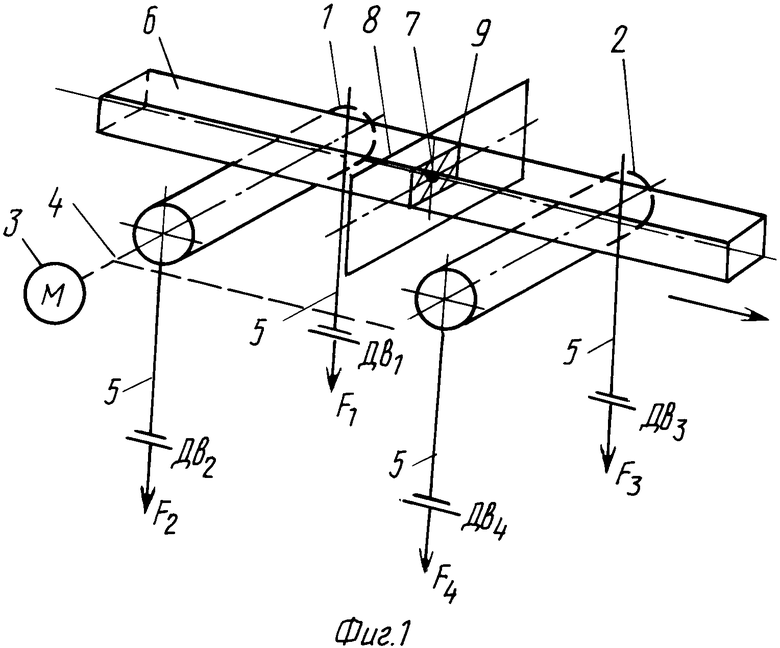
Устройство для определения центра тяжести литой заготовки в технологическом потоке, содержащее первый весоизмерительный ролик с первым и вторым датчиками нагрузки, подключенными к входам первого и второго фильтров, а также первый сумматор, отличающееся тем, что оно снабжено вторым весоизмерительным роликом с третьим и четвертым фильтрами, подключенными входами к выходам третьего и четвертого датчиков нагрузки, вторым и третьим сумматорами, пороговым элементом и блоком управления, причем выходы первого и второго фильтров соединены с входами первого сумматора, выходы третьего и четвертого фильтров подключены к входам второго сумматора, а выходы первого и второго сумматоров через третий сумматор и пороговый элемент соединены с блоком управления.
| SU, авторское свидетельство, 1631306, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторск ое свидетельство, 1624271, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
