Изобретение относится к автоматизации литья на МНЛЗ горизонтального типа с односторонним циклическим вытягиванием слитка из неподвижного кристаллизатора.
Известен способ автоматического управления машиной непрерывного литья заготовок, заключающийся в том, что путем измерения температуры поверхности заготовки на выходе из кристаллизатора регулируют продолжительность интервала времени паузы и таким образом поддерживают постоянный температурный режим кристаллизатора и толщину корочки твердой фазы заготовки [1].
Недостаток указанного способа заключается в отсутствии возможности регулирования скорости и шага вытягивания.
Известно также устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов, состоящее из металлоприемника, кристаллизатора, вытягивающего устройства, регулятора расхода охладителя, регулятора частоты вытягивания заготовки, входы которого соединены с измерителем температуры слитка и датчиком расхода охладителя, задатчика расхода охладителя, сумматора и регулирующего выпрямителя и снабженное компенсирующим дифференциально-трансформаторным преобразователем, вторичная обмотка которого электрически соединена с вторичной обмоткой задающего дифференциально-трансформаторного преобразователя, установленного на пульте управления, причем обе обмотки подключены к входу фазочувствительного выпрямителя, выход которого подсоединен на вход усилителя, а выход усилителя подсоединен к электроприводу винтовой пары со штоком, а выходной вал редуктора с электроприводом клетей механически соединен с крейцкопфом с помощью электромагнитной муфты с обмоткой, подсоединенной к силовому выходу управляемого выпрямителя, на вход которого подсоединено реле продолжительности паузы, входной контакт которого замкнут цепью конечного выключателя, установленного на линейке в конечном пункте возвратного хода первой клети [2].
Недостатком известного устройства является невозможность обеспечения стабильности разливки стали на ГМНЗ из-за отсутствия измерения параметров вытягивания (шага и времени вытягивания, времени паузы).
Наиболее близким по технической сущности к предлагаемому является способ управления машиной непрерывного литья заготовок, заключающийся в том, что при достижении нулевого разбаланса между фактическим и заданным значениями температуры поверхности заготовки на выходе из кристаллизатора в цикле вытягивание-пауза уменьшают время вытягивания, не изменяя времени паузы, до получения разбаланса между фактическим и заданным значениями температуры, затем вытягивание осуществляют при достигнутом времени вытягивания, уменьшая время паузы, до достижения нулевого разбаланса между фактическим и заданным значениями температуры, затем процесс повторяют до достижения допустимой для данной машины цикличности [3].
Недостаток указанного способа состоит в отсутствии измерения параметров вытягивания (шага вытягивания, времени вытягивания и времени паузы), что не позволяет стабилизировать скорость литья и шаг вытягивания в условиях возможного проскальзывания слитка в механизме вытягивания и работы привода на неуправляемых переходных процессах разгона и торможения.
Цель изобретения - обеспечение заданных технологией скорости литья и шага вытягивания на МНЛЗ горизонтального типа в условиях возможного проскальзывания слитка в механизме вытягивания и работы привода на неуправляемых переходных процессах разгона и торможения без выхода на установившуюся скорость.
Цель достигается тем, что поддержание скорости и шага вытягивания осуществляют в каждом цикле с учетом возможного проскальзывания слитка в механизме вытягивания, причем задание на перемещение слитка определяют с учетом среднего отклонения фактического шага вытягивания от заданного, а время цикла - в соответствии с заданной скорости литья, фактическим шагом вытягивания текущего цикла и с учетом отклонения фактической скорости литья от заданной.
Предлагаемый способ по поддержанию заданной скорости литья и шага вытягивания реализуют следующим образом.
По началу каждого вытягивания измеряют время предыдущего цикла τц(n-1).
Рассчитывают скорость предыдущего цикла
Vф(n-1) = Hф(n-1)/ τц(n-1) и корректировку времени цикла
Δτц(n) = 0,01 sign [VФ(i)-VЗ(i)]
sign [VФ(i)-VЗ(i)]
Определяют задание на перемещение слитка
Hц(n) = HЗ(n)- 
 [HФ(i)-HЗ(i)]
[HФ(i)-HЗ(i)]
По перемещению слитка на величину Hц(n) на привод механизма вытягивания выдается команда "Стоп". Привод переходит в режим торможения. После остановки слитка принимается сигнал "Пауза". В начале каждой паузы измеряют фактический шаг Нф(n). Определяют расчетное время цикла
τцp(n) = Hф(n)/Vз(n) + Δτц(n) где V - скорость литья; Н - шаг вытягивания; τц - время цикла;
τв - время вытягивания, τn - время паузы;
n - номер текущего цикла вытягивания;
τцp(n) - расчетное время цикла n-го цикла вытягивания;
Δτц(n) - корректировка времени цикла для n-го цикла вытягивания;
Vз(n) - заданная скорость литья n-го цикла вытягивания;
Нз(n) - заданный шаг вытягивания n-го цикла вытягивания;
Нц(n) - задание на перемещение слитка в n-м цикле вытягивания;
τц(n) - фактическое время цикла n-го цикла вытягивания;
Vф(n) - фактическая скорость n-го цикла вытягивания;
Нф(n) - фактический шаг n-го цикла вытягивания.
По истечении расчетного времени цикла на привод механизма вытягивания выдается команда "Пуск". Привод переходит в режим разгона. С начала движения слитка принимается сигнал "Вытягивание".
При дополнительном поиске не выявлены источники с признаками, аналогичными отличительным признакам заявляемого способа, что позволяет сделать вывод о соответствии их критериям "Новизна" и "Изобретательский уровень".
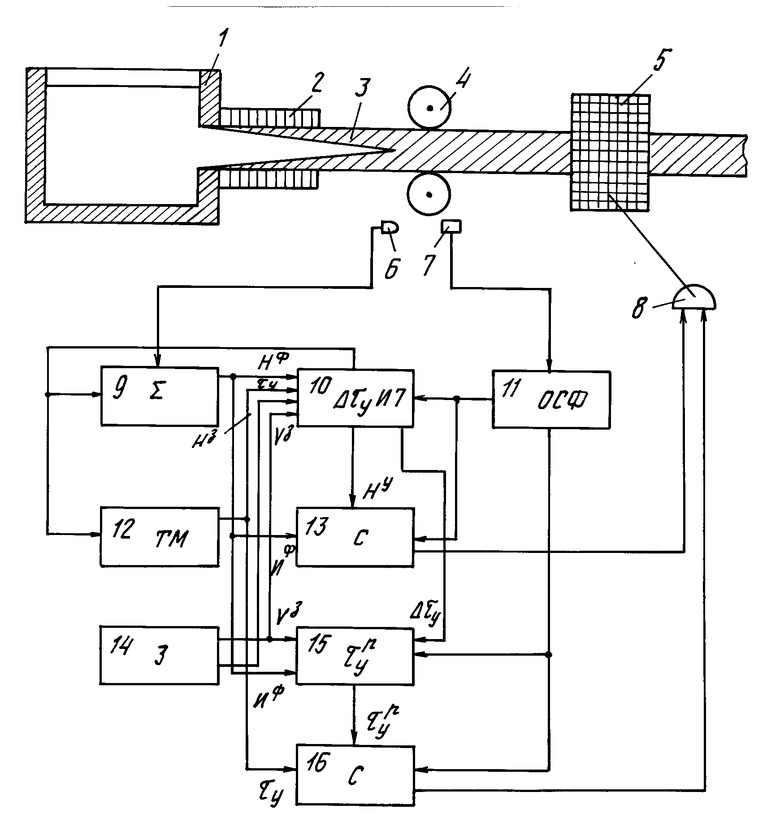
На чертеже приведена схема предлагаемого устройства.
Устройство, реализующее данный способ, содержит металлоприемник 1, кристаллизатор 2, слиток 3, прижимной ролик 4, механизм 5 вытягивания. Устройство состоит из датчика 6 импульсов, расположенного на прижимном ролике 4, датчика 7 фаз цикла вытягивания, привода 8 механизма 5 вытягивания, сумматора 9 импульсов, блока 10 вычисления коррекции времени цикла и задания на перемещение слитка, определителя 11 смены фаз, измерителя 12 временных параметров цикла, блока 13 сравнения задания на перемещение слитка и фактического шага вытягивания, блока 14 задания скорости и шага вытягивания, блока 15 вычисления расчетного времени цикла, блока 16 сравнения расчетного и фактического времени цикла.
Устройство работает следующим образом.
Жидкий металл из металлоприемника 1 поступает в кристаллизатор 2 и затвердевает в паузах между вытягиваниями.
Слиток 3 периодически вытягивается из кристаллизатора 2 механизмом 5 вытягивания. Сигнал с выхода датчика 7 фаз поступает на вход определителя 11 смены фаз. На первом выходе определителя 11 смены фаз формируется сигнал начала вытягивания, который поступает на первые входы блока 10 вычислений и блока 13 сравнения и инициирует их работу. На втором выходе определителя 11 смены фаз формируется сигнал начала паузы, который поступает на первые входы блока 15 вычислений и блока 16 сравнения и инициирует их работу.
Сигналы с датчика 6 импульсов поступают на первый вход сумматора 9, на выходе которого формируется сигнал, соответствующий фактическому шагу Нф. Последний поступает на вторые входы блоков 10, 15 вычислений и блока 13 сравнения. Сигнал с выхода измерителя 12 временных параметров, соответствующий времени цикла, поступает на третий вход блока 10 вычислений и второй вход блока 16 сравнения.
Сигнал с первого выхода блока 14 задания скорости и шага вытягивания поступает на четвертый вход блока 10 вычислений и третий вход блока 15 вычислений. Сигнал с второго выхода блока 14 задания скорости и шага вытягивания поступает на пятый вход блока 10 вычислений.
По инициативе сигнала начала вытягивания блок 10 вычислений формирует на первом выходе сигнал коррекции времени цикла Δτц, который поступает на четвертый вход блока 15 вычислений. На втором выходе блока 10 вычислений формируется сигнал задания на перемещение слитка Нц, который поступает на третий вход блока 13 сравнения. На третьем выходе блока 10 вычислений появляется импульсный сигнал, поступающий на второй вход сумматора 9 и на вход измерителя 12 временных параметров и инициирующий их обнуление.
Блок 13 сравнения начинает работать по инициативе сигнала начала вытягивания на первом входе. При совпадении сигналов фактического шага и задания на перемещение (НФ и НУ) на выходе блока 13 сравнения появляется сигнал "Стоп", который поступает на первый вход привода 8 механизма 5 вытягивания.
Начинается торможение привода и вытягивание слитка прекращается, что регистрируется датчиком 7 фаз.
Определитель 11 смены фаз, снимает с первого выхода сигнал начала вытягивания. Одновременно на втором выходе определителя 11 смены фаз появляется сигнал начала паузы, поступающий на первый вход блока 15 вычислений, на выходе которого формируется сигнал расчетного времени τцp, который поступает на третий вход блока 16 сравнения. Блок 16 сравнения начинает работать по инициативе сигнала начала паузы на первом входе. При совпадении сигналов фактического и расчетного времени цикла ( τц и τцp) на выходе блока 16 сравнения появляется сигнал "Пуск", который поступает на второй вход привода 8 механизма 5 вытягивания. Начинается разгон привода, и в момент начала вытягивания слитка датчик 7 фаз выдает сигнал на вход определителя 11 смены фаз, который снимает с второго выхода сигнал начала паузы и выдает на первом выходе сигнал начала вытягивания. Цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ МЕХАНИЗМА КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1992 |
|
RU2026138C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2133651C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 2000 |
|
RU2164836C1 |
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1979 |
|
SU900952A1 |
| Способ автоматического контроля работы механизма качания кристаллизатора | 1985 |
|
SU1369867A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2061577C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ МЕХАНИЗМОМ ВЫТЯГИВАНИЯ ЗАГОТОВКИ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ГОРИЗОНТАЛЬНОГО ТИПА | 2008 |
|
RU2364467C1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Способ управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1025489A1 |
Изобретение относится к автоматизации машин непрерывного литья заготовок горизонтального типа. Сущность изобретения заключается в том, что при управлении машиной непрерывного литья заготовок в циклическом режиме вытягивание - пауза за счет изменения параметров вытягивания и выработки управляющего воздействия на привод механизма вытягивания изменяют скорость литья и шаг вытягивания в каждом цикле по среднему отклонению фактического шага вытягивания от заданного. Время цикла изменяют в соответствии с заданной скоростью литья, фактическим шагом вытягивания текущего цикла и с учетом отклонения фактической скорости литья от заданной. 1 ил.
СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, включающий работу механизма вытягивания в циклическом режиме вытягивание-пауза с изменением параметров вытягивания, выработку управляющего воздействия на привод механизма вытягивания, отличающийся тем, что изменение скорости литья и шага вытягивания осуществляют в каждом цикле по среднему отклонению фактического шага вытягивания от заданного, а время цикла - в соответствии с заданной скоростью литья, фактическим шагом вытягивания текущего цикла и с учетом отклонения фактической скорости литья от заданной.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
