Изобретение относится к производству строительных материалов и изделий, в частности для тепловой обработки силикатного кирпича и строительных изделий из легкого бетона автоклавного твердения.
Известен способ изготовления легкобетонных изделий, включающий приготовление смеси, содержащей известь-кипелку и подвспененный полистирол, укладку в форму с перфорированными поддоном и крышкой, выдержку и пропаривание с последующим охлаждением в течение 2 ч, после выдержки в течение 6-10 мин производят прогрев смеси токами промышленной частоты по режиму подъем температуры до 70 - 80oС в течение 3-4 мин, выдержка 10-12 мин, подъем температуры до 108-110oC в течение 4-5 мин, а пропаривание осуществляют при 60-70oC в течение 3-4 ч [1].
Недостатком способа является большая энергоемкость процесса.
Наиболее близким по технической сущности является способ тепловлажностной обработки известково-кремнеземистых изделий автоклавного твердения, включающий подъем давления до 10-11,5 атм и температуры до 183-187oC в течение 1,5-2 ч, выдержку сначала в среде насыщенного пара в течение 1-3 ч, затем перегретого пара с температурой 200 - 230oC в течение 10-15 ч, снижение давления и температуры в течение 1,5 - 2 ч, причем выдержку в среде перегретого пара производят при давлении 7,5-8,5 атм. [2].
Недостатком способа является его неэкономичность, так как для его осуществления предполагается использование пара, получаемого в специальных паровых котлах.
Задачей, которую решает предлагаемое изобретение, является сокращение затрат электроэнергии в результате независимости процесса термовлажностной обработки строительных изделий от источников пара.
Технический результат - снижение себестоимости строительных изделий при сохранении их высоких технических характеристик.
Технический результат достигается тем, что в способе термовлажностной обработки известково-кремнеземистых строительных изделий автоклавного твердения, включающем подъем температуры и давления, выдержку изделий в паровоздушной среде при повышенной температуре и давлении, снижение температуры и давления до атмосферного, причем паровоздушную среду создают непосредственно в автоклаве, используя в качестве источника тепла продукты сгорания природного газа, а в качестве источника пара - свободную воду, вносимую в количестве, которое рассчитывают по формуле:
m = 12* T*(V1 - V2)*exp(0,9-471/T),
где
m -масса вносимой свободной воды, кг,
T - температура внутри автоклава, oC;
V1 - внутренний объем автоклава, м3,
V2 - объем загрузки известково-кремнеземистых строительных изделий, м3.
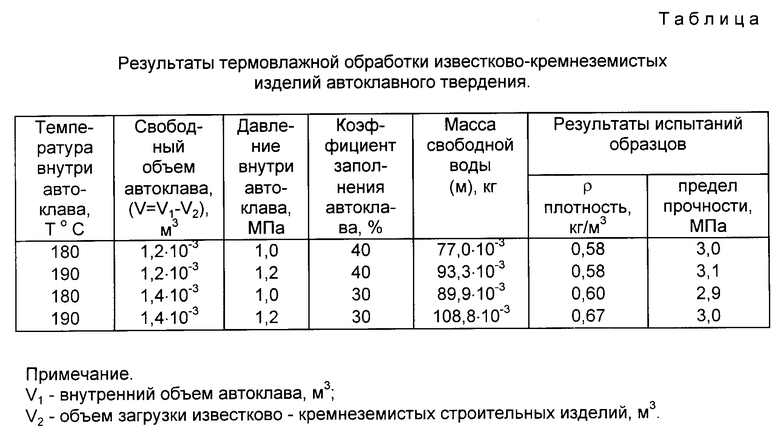
В способе термовлажностной обработки известково-кремнеземистых строительных изделий в автоклаве создают паровоздушную среду с температурой 180 - 190oC и давлении 1,0 - 1,1 МПа.
Характерной особенностью данного способа является то, что паровоздушная смесь генерируется непосредственно в автоклаве и тепловая обработка строительных изделий осуществляется в соответствии с заданным температурным режимом (постоянная температура в автоклаве 180-190oC, давление 1-1,2 МПа). На стадии повышения температуры и давления происходит частичное испарение воды из отрабатываемых изделий. Свободная вода, дополнительно внесенная в автоклав, испаряясь, обеспечивает термовлажностный режим обработки и протекание структурообразующих процессов. Режим начального твердения по заявляемому способу предотвращает разрешение свежеотформованного изделия, обусловленное различиями в тепловом расширении скелета известково-кремнеземистых изделий, свободной воды и компонентов смеси, но не замедляет процессов образования гидросиликатов.
По сравнению с прототипом заявляемые условия проведения процесса термовлажностной обработки известково-кремнеземистых строительных изделий автоклавного твердения являются новыми, а именно использование продуктов сгорания природного газа в качестве источника тепла для создания паровоздушной среды непосредственно в автоклаве с использованием строго рассчитанного количества свободной воды.
Пример осуществления способа.
Опытные партии известково-кремнеземистых строительных изделий подвергают термовлажностной обработке в цилиндрическом вертикальном автоклаве, снабженном источником тепла, термометром и устройством, регистрирующим давление. Для проведения испытаний используют образцы газосиликатной композиции в виде цилиндров, отформованных из сырой массы.
Образец помещают в автоклав, куда предварительно добавляют расчетное количество воды, используя заявляемую расчетную формулу, закрывают крышкой и нагревают по заданной программе, регистрируя температуру и давление. Температуру поднимают в течение 1,5 ч, после чего при температуре внутри автоклава в пределах 180-190oC и давлении 1-1,2 МПа проводят термовлажностную обработку образцов в течение 8 ч. После этого снижают давление до атмосферного и температуру до 18 - 20oC в течение 1,5 ч.
Условия и результаты опытов приведены в таблице.
Предлагаемый способ легко осуществим в производственных условиях и не требует значительной переработки автоклавного оборудования. Кроме того, позволяет получить продукцию с заданными характеристиками при значительной экономии энергоресурсов за счет их автономного использования. В результате использования способа себестоимость изделий снижается в 3-4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ | 1996 |
|
RU2107048C1 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 1993 |
|
RU2081266C1 |
| СТЕНА | 1991 |
|
RU2038448C1 |
| Способ тепловлажностной обработки известково-кремнеземистых изделий | 1984 |
|
SU1266843A1 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 1990 |
|
RU2026939C1 |
| ПАНЕЛЬ ПЕРЕКРЫТИЯ | 1993 |
|
RU2087640C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ СИЛИКАТНОГО ДЕКОРАТИВНОГО КИРПИЧА | 2014 |
|
RU2579840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА | 2014 |
|
RU2565282C1 |
| КЕРАМИЧЕСКОЕ ВЯЖУЩЕЕ АВТОКЛАВНОГО ТВЕРДЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ НА ЕГО ОСНОВЕ | 2003 |
|
RU2247696C1 |
| Технологическая линия для вертикального формования строительных изделий | 1991 |
|
SU1825331A3 |
Изобретение относится к производству строительных материалов и изделий, в частности для тепловой обработки силикатного кирпича и строительных изделий из легкого бетона автоклавного твердения. Способ термовлажностной обработки известково-кремнеземистых строительных изделий автоклавного твердения включает повышение температуры и давления, выдержку при постоянной температуре и давлении, снижение температуры и давления до атмосферного, причем влажностный режим создают непосредственно в автоклаве, используя в качестве источника тепла продукты сгорания природного газа, а в качестве источника пара -свободную воду, количество которой рассчитывается по формуле. Сокращаются затраты электроэнергии в результате независимости процесса термовлажностной обработки строительных изделий от источников пара. 1 з.п.ф-лы, 1 табл.
m = 12*T*(V1 - V2)* exp (0,9 - 471/T),
где m - масса вносимой свободной воды, кг;
T - температура внутри автоклава, oC;
V1 - внутренний объем автоклава, м3;
V2 - объем загрузки известково-кремнеземистых строительных изделий, м3.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1551704, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1266843, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
