Изобретение относится к нанесению стекловидных покрытий на поверхность изделий, в частности варисторов.
Известен способ нанесения покрытия на боковую поверхность варистора [1]. Покрытие наносят на варистор путем погружения в раствор с последующей сушкой. После этого оба торца варистора обрабатывают путем срезания покрытия.
Основным недостатком способа является непроизводительный расход материала и труда при срезании покрытия с торцевых поверхностей варистора.
Известно устройство для эмалирования изделий, содержащее электродвигатель, соединенный со шпинделем через шестерни, что обеспечивает вращательное движение различного характера от плавного вращения до крутильных рывков и высокочастотной вибрации[2] . Перед началом обработки изделие окунают в шликер, либо обливают шликером с помощью специального устройства. Устройство позволяет подбирать оптимальные условия нанесения покрытия на изделия сложной формы при значительных колебаниях реологических характеристик эмалевого шликера.
Недостатком устройства является сложность конструкции и то, что оно не позволяет исключить затекания шликера на торцевые поверхности варистора.
Известен способ мокрого нанесения эмали обливанием с помощью нисходящей струи, принятый за прототип [3]. Изделие поливают шликером струями, вытекающими из сопел. Длительность стекания шликера, равномерность и плотность оставшегося слоя определяются реологическими характеристиками шликера. В этом способе изделие сначала обливают шликером, а после этого направляют на участок, где вибрационным способом стряхивают избыток шликера с изделия и получают более равномерное распределение шликера по поверхности изделия.
Недостатком способа является то, что он не исключает затекания шликера на торцевые поверхности варистора, требует создания дополнительного участка для вибрационной обработки и не обеспечивает равномерного по толщине покрытия по всей поверхности изделия.
Известно устройство для эмалирования изделий, принятое за прототип и содержащее блоки с рабочими органами, силовые механизмы, блоки зажима изделия, систему полива изделия и программно-управляющий блок [4]. Рабочий орган снабжен механизмами, создающими совмещенное возвратно-вращательное движение вокруг оси вращения изделия и встряхивающее движение, причем механизмы связаны с программно-управляющим блоком электрическими и пневматическими связями через электропневмораспределители и дроссели с обратными клапанами.
Недостатком устройства является сложность механических узлов конструкции, сложный комплекс электропневматических узлов.
Изобретение решает задачу повышения равномерности распределения шликера по цилиндрической поверхности варистора, исключения попадания шликера на торцевые поверхности варистора и упрощение конструкции устройства.
Поставленная задача решается за счет того, что в способе нанесения стекловидного покрытия на цилиндрическую поверхность изделия, включающем мокрое нанесение шликера поливом с помощью нисходящей струи, поступающей через сопло с регулируемой подачей, новым является то, что во время полива шликера на изделие, например варистор, шликер подвергают встряхиванию за счет импульсного вращения варистора и одновременно разравнивают нанесенный на цилиндрическую поверхность варистора шликер при помощи свободно глиссирующей лопатки.
Поставленная задача решается за счет того, что в устройстве для нанесения стекловидного покрытия на цилиндрическую поверхность изделия, содержащем силовой привод, узел зажима изделия, систему подачи шликера, новым является то, что оно содержит узел разравнивания шликера в виде лопатки, закрепленной с возможностью совершения колебательных движений вокруг оси, направленной под углом, равным углу атаки, к касательной к боковой поверхности изделия, например варистора, в точке касания лопатки с жидким слоем, а также вокруг оси, параллельной оси вращения изделия, причем угол атаки составляет 10 - 20o, при этом силовой привод содержит шаговый электрический двигатель.
Ширина лопатки меньше ширины цилиндрической поверхности варистора на величину, равную 2 - 5 толщинам слоя покрытия, при этом лопатка прижата к поверхности жидкого слоя шликера с усилием, равным 0,5 - 1,5 г на 1 см ширины лопатки.
Система подачи шликера может содержать сосуд давления с мешалкой, гибкий трубопровод, дозирующий клапан и по меньшей мере два сопла.
Суть изобретения заключается в следующем. За основу был взят известный способ нанесения покрытия методом полива с помощью фильеры, так как он обеспечивает толщину покрытия. Однако известный способ не позволяет получать покрытие с высокой степенью равномерности и однородности, которое требуется для варистора. Кроме того, известный способ не позволяет избежать затекания шликера на торцевые поверхности варистора, что совершенно недопустимо. Поэтому в предложенном способе для повышения равномерности покрытия и исключения затекания шликера на торцевые поверхности во время полива шликера через сопло одновременно разравнивают шликер по цилиндрической поверхности варистора при помощи свободно глиссирующей лопатки. При известных соотношениях вязкости шликера величины поверхностного натяжения жидкости (шликера), скорости относительного движения лопатки, угла атаки лопатки и величины усилия на лопатке создается глиссирующий эффект, проявляющийся в скольжении лопатки по поверхности жидкого слоя шликера на цилиндрической поверхности варистора и приводящий к разравниванию жидкого слоя на боковой поверхности варистора, а при точной дозировке количества шликера, налитого на боковую поверхность варистора, исключено затекание шликера на торцевые поверхности варистора. Жидкотекучее состояние шликера отчасти обеспечивается механическим воздействием лопатки при скольжении по поверхности слоя, а отчасти благодаря тому, что вращение варистора имеет импульсный характер, приводящий к регулярному потряхиванию шликера, следствием чего является разрушение структурированности шликера и перевод его в жидкотекучее состояние.
Предложенный способ может быть реализован при помощи предложенного устройства. Новым в устройстве является наличие шагового электрического двигателя, который используется для вращения варистора и позволяет осуществить импульсное вращательное движение для встряхивания шликера. Новым является также наличие узла разравнивания покрытия в виде лопатки, закрепленной таким образом, что она может свободно качаться вокруг оси, направленной под углом, равным углу атаки (10 - 20o), к касательной к боковой поверхности варистора в точке касания лопатки с жидким слоем, а также вокруг оси, параллельной оси вращения изделия. Кроме того, лопатка может быть отведена от варистора на расстояние, достаточное для смены варистора. Ширина лопатки берется меньше ширины цилиндрической поверхности изделия на величину, равную 2 - 5 толщинам слоя жидкого шликера.
Для повышения устойчивости работы глиссирующей лопатки и соответственно достижения более равномерного покрытия шликер на боковую поверхность варистора наносят с помощью по крайней мере двух сопел, расположенных параллельно друг другу и наливающих на поверхность варистора две одинаковые дорожки из жидкого шликера. Тогда лопатка при ее опускании на боковую поверхность варистора соприкасается одновременно с двумя дорожками жидкого слоя шликера, центр приложения усилия к лопатке оказывается между двумя опорами, исчезает опрокидывающий момент, который может возникать при использовании одного сопла, что придает движению лопатки устойчивый характер и обеспечивает равномерность распределения шликера по ширине боковой поверхности варистора.
Наличие в предложенном устройстве шагового электрического двигателя и лопатки, свободно глиссирующей по поверхности жидкого слоя шликера, в сочетании с использованием по крайней мере двух сопел, подающих шликер, позволяет наносить на цилиндрическую поверхность варистора слой с высокой степенью равномерности и исключает затекание шликера на торцевые поверхности варистора. При этом значительно упрощается конструкция устройства по сравнению с прототипом.
На фиг. 1 изображен вид предложенного устройства вдоль оси вращения; на фиг. 2 - то же, вид сбоку; на фиг. 3 - первый вариант исполнения лопатки; на фиг. 4 - второй вариант исполнения лопатки.
Для осуществления предложенного способа готовят шликер, например имеющий состав, мас.%:
Стеклянная фритта - 81,4
Этиловый спирт - 16,4
Временное связующее, например фенол-ацетальная смола, служащая для придания механической прочности покрытию до спекания - 1,5
Поверхностно-активное вещество (полиэтиленполиамин), обеспечивающее способность суспензии к структурообразованию - 0,7
Необходимым условием является тщательное измельчение стеклянной фритты, максимальный размер частиц стеклянного порошка не должен превышать 25 мкм, поскольку лишь мелкодисперсные частицы проявляют склонность к структурообразованию. Смешивание компонентов осуществляют в миксере. Для этого сначала готовят раствор временного связующего и полиэтиленполиамина в спирте, заливают дозу в миксер, а затем добавляют порошок стеклянной фритты. При введении порошка контролируют состояние шликера, поскольку изменение гранулометрического состава порошка может приводить к изменению реологических параметров шликера. Длительность смешивания должна быть не менее 0,5 ч. Готовый шликер, составленный по приведенной рецептуре, имеет следующие реологические параметры, измеренные с помощью прибора "Реотест 2" (Германия):
Вязкость при угловой скорости 1,5 1/с - 97,32 Пз
Вязкость при угловой скорости 1312 1/с - 1,36 Пз
Степень структурированности (отношение низкоскоростной вязкости к высокоскоростной) - 70,3.
Установлено, что в тонком слое (до 0,5 мм) время релаксации, т.е. время восстановления структуры, не превышает 1 - 2 с. Приготовленный шликер наносят на боковую поверхность варистора. При этом шликер обязательно подвергают механическому воздействию для перевода шликера в текучее состояние. Наносят шликер на цилиндрическую поверхность варистора методом полива с помощью нисходящей струи, подаваемой через сопло. Во время полива шликера на варистор шликер подвергают встряхиванию за счет импульсного вращения варистора и одновременно разравнивают нанесенный шликер по цилиндрической поверхности варистора при помощи свободно глиссирующей лопатки. Для повышения равномерности слоя необходимо, чтобы шликер в течение всего процесса находился в текучем состоянии. Поэтому варистор во время нанесения на него шликера постоянно встряхивают путем импульсного вращения, не допуская перехода шликера в нетекучее состояние.
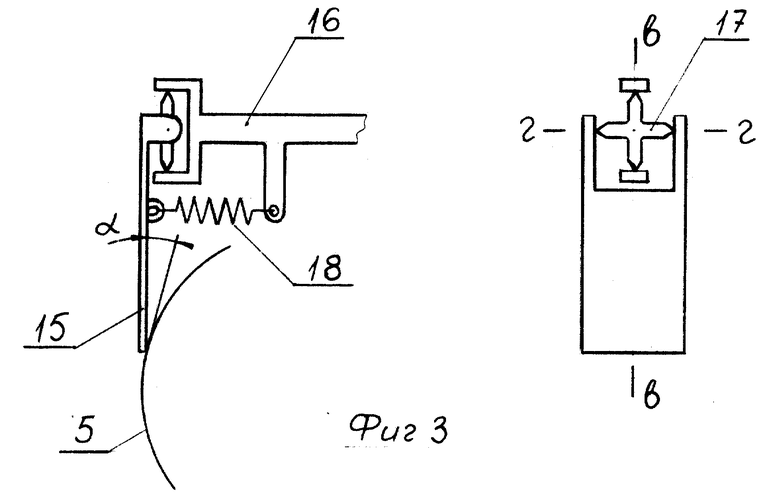
Устройство для осуществления предложенного способа содержит миксер 1, который представляет собой сосуд давления с мешалкой, гибкий трубопровод 2 для подачи шликера к соплам 3 через дозирующий клапан 4. Количество сопел 3 определяется, с одной стороны, толщиной варистора 5, а, с другой стороны, устойчивостью режима глиссирования и поэтому не должно быть меньше двух. Узел крепления варистора 5 состоит (фиг. 2) из планшайбы 6 с покрытием, исключающим проскальзывание варистора при вращении, и вращающегося центра 7, закрепленного в ползуне 8 и прижимаемого к варистору с помощью пружины 9. Привод вращения варистора имеет в основе шаговый электрический двигатель 10, питаемый от блока управления 11 и генератора импульсов 12. Узел центровки варистора представляет собой качающуюся рычажную систему 13 с регулируемым упором 14. Узел разравнивания покрытия представляет собой (фиг. 1) лопатку 15, имеющую ширину, меньше ширины цилиндрической поверхности изделия на величину, равную 2 - 5 толщинам слоя покрытия, и закрепленную на рычаге 16, который может поворачиваться вокруг оси а-а и вокруг оси б-б. Закреплена лопатка может быть по крайней мере в двух вариантах.
По одному из них (фиг. 3) лопатка 15 соединена с рычагом 16 через карданную крестовину 17, обеспечивающую поворот лопатки вокруг осей в-в и г-г. Угол атаки регулируется за счет продольного смещения рычага 16. Усилие прижима обеспечивается пружиной 18. Угол атаки, т.е. угол между касательной к точке соприкосновения лопатки с поверхностью слоя жидкого шликера и плоскостью лопатки, при котором наблюдается эффект глиссирования, лежит в пределах 10 - 20o. Угловые колебания лопатки вокруг оси г-г, вызванные нецилиндричностью варистора или его неудовлетворительной центровкой, и соответственно угловые колебания вокруг оси в-в не превышают 2 - 5o. Так что, если система настроена на угол атаки, равный 15o, то ни при каких колебаниях лопатки эффект глиссирования не будет потерян. Усилие, с которым лопатка прижимается к поверхности жидкого шликера, должно быть в пределах 0,5 - 1,5 г на 1 см ширины лопатки.
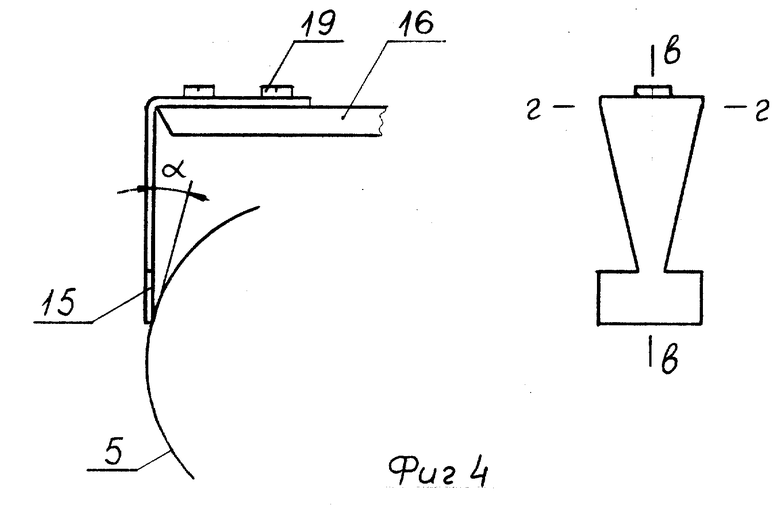
По второму варианту (фиг. 4) лопатка 15, выполненная из упругого материала, прикрепляется к рычагу 16 винтами 19. Поворот вокруг осей в-в и г-г достигается за счет упругой деформации лопатки. Угол атаки α и усилие прижима регулируются за счет продольного смещения рычага 16 или подгибания лопатки 15.
Узел транспортировки готовых варисторов содержит изогнутую металлическую или пластмассовую ленту 20 (фиг. 2).
Устройство работает следующим образом.
В миксер 1 (фиг. 1) загружается готовый жидкий шликер или производится в нем приготовление шликера, как это было описано выше. В процессе работы устройства осуществляется непрерывное перемешивание шликера в миксере 1, что необходимо для поддержания шликера в текучем состоянии. В миксере 1 постоянно поддерживается избыточное давление 0,5 - 1,5 атм. для обеспечения подачи шликера к дозирующему клапану 4.
В исходном положении рычаг 16 занимает позицию I (фиг. 1), не препятствующую установке и снятию варистора.
При выключенном приводе вращения варистора 5 производится центровка варистора (фиг. 2) относительно оси вращения с помощью рычажной системы 13 и закрепление варистора на планшайбе 6 узла крепления варистора путем прижатия его к планшайбе 6 вращающимся центром 7, ползуном 8 и пружиной 9. Затем рычаг 16 вращением вокруг оси а-а переводится в положение II. После этого включается подача импульсов от импульсного генератора 12 на блок управления 11 шаговым двигателем 10; поворотом рычага 16 вокруг оси б-б открывается клапан 4 и из трубопровода 2 через сопло 3 на боковую поверхность вращающегося варистора начинает поступать жидкий шликер; лопатка 15 прижимается к боковой поверхности варистора с таким усилием и под таким углом, которые обеспечивают эффект глиссирования по слою жидкого шликера.
После одного оборота варистора рычаг 16 приподнимается настолько, чтобы выключить клапан 4 подачи шликера, а вращение варистора и глиссирование лопатки сохраняется. Еще через 1 - 2 оборота варистора, когда разравнивание покрытия закончено, рычаг 16 переводится в положение I (фиг. 1), при этом лопатка 15 отрывается от поверхности жидкого шликера, двигатель 10 выключается, производится освобождение варистора 5 путем отвода ползуна 8 с вращающимся центром 7 (фиг. 2) от варистора и с помощью транспортирующего узла 20 варистор выводится из устройства для нанесения шликера.
Толщина наносимого покрытия регулируется изменением давления в миксере.
Шликер остается в жидком состоянии на протяжении всей процедуры благодаря тому, что в миксере 1 (фиг. 1) происходит непрерывное перемешивание, нарушающее тенденцию шликера к структурированию; в трубопроводах 2, соединяющих миксер 1 с дозирующим клапаном 4, шликер движется со скоростью не менее 7 см/с, препятствующей структурообразованию; на боковой поверхности варистора шликер непрерывно подвергается встряхиваниям из-за импульсного (старт-стопного) характера работы шагового двигателя 10 (фиг. 2) и механического воздействия лопатки на шликер в процессе глиссирующего движения по поверхности шликера.
После остановки двигателя 10 и отведения лопатки от поверхности слоя шликера на боковой поверхности варистора механические воздействия на шликер прекращаются и происходит структурирование шликера, благодаря чему шликер теряет текучесть, а это позволяет выводить варистор с нанесенным шликером из устройства для нанесения покрытия, не дожидаясь высыхания шликера, чем достигается сокращение длительности рабочего цикла.
Таким образом, изобретение позволяет повысить равномерность стекловидного покрытия, наносимого на цилиндрическую поверхность варистора, и исключить затекание шликера на контактные торцевые поверхности варистора. Кроме того, изобретение позволяет упростить конструкцию устройства и сократить длительность рабочего цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАРИСТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2118006C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 1995 |
|
RU2096850C1 |
| ОПОРНО-ИЗОЛЯЦИОННАЯ КОНСТРУКЦИЯ | 1996 |
|
RU2107349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ СВЯЗКИ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2131804C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 1996 |
|
RU2097863C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2094486C1 |
| ОПОРНО-ИЗОЛЯЦИОННАЯ КОНСТРУКЦИЯ | 1996 |
|
RU2107348C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 1997 |
|
RU2125748C1 |
| РЕЗИСТИВНЫЙ МАТЕРИАЛ | 1998 |
|
RU2152099C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |

Изобретение относится к нанесению стекловидных покрытий на поверхность изделий, в частности варисторов. Изобретение решает задачу повышения равномерности распределения шликера по цилиндрической поверхности варистора, исключения попадания шликера на торцевые поверхности варистора и упрощения конструкции устройства. Способ нанесения стекловидного покрытия на цилиндрическую поверхность изделия, включающий мокрое нанесение шликера поливом с помощью нисходящей струи, поступающей через сопло с регулируемой подачей, заключается в том, что во время полива шликера на изделие шликер подвергают встряхиванию за счет импульсного вращения изделия и одновременно разравнивают нанесенный шликер по цилиндрической поверхности изделия при помощи свободно глиссирующей лопатки. В устройстве для нанесения стекловидного покрытия на цилиндрическую поверхность изделия, содержащем силовой привод, узел зажима изделия, систему подачи жидкого шликера, узел разравнивания шликера выполнен в виде лопатки, закрепленной с возможностью совершения колебательных движений вокруг оси, направленной под углом, равным углу атаки лопатки, к касательной к боковой поверхности изделия, в точке касания лопатки с жидким слоем шликера, а также вокруг оси, параллельной оси вращения изделия, причем угол атаки составляет 10 - 20o, при этом силовой привод выполнен в виде шагового электрического двигателя. 2 с. и 3 з.п.ф-лы, 4 ил.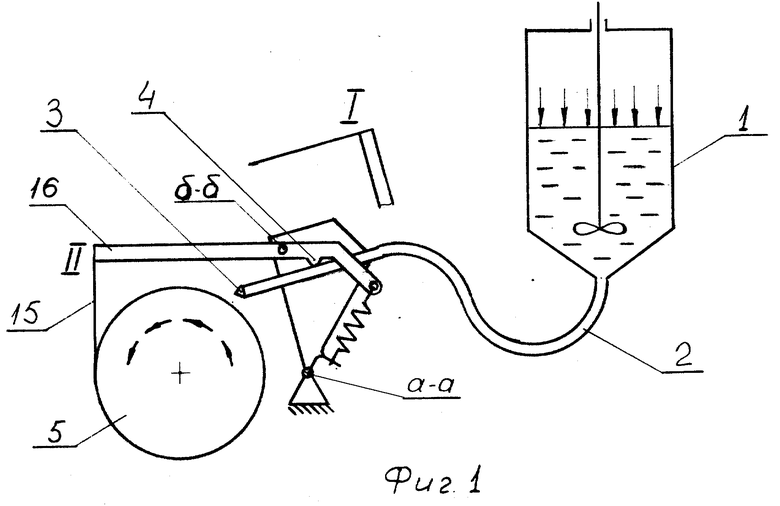
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, заявка Японии, 2-52406, H 01 C 7/10, 1988 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 623907, C 23 D 5/02, 1978 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Петцольд А | |||
| и др | |||
| Эмаль и эмалирование | |||
| Справочник | |||
| - М.: Металлургия, 1990, с.310-311 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 885350, C 23 D 5/02, 1981. | |||
