Изобретение относится к прокатному производству, и может быть использовано для интенсивного и качественного охлаждения рулонов горячекатанных полос.
Известно устройство для охлаждения рулонов горячекатаных полос, включающее стеллаж для установки рулонов в стопах (аналог). В качестве стеллажа используются слябы, уложенные на свободных площадях в прокатном цехе или за его пределами. Охлаждение осуществляется естественным путем окружающим воздухом [1].
Недостатками аналога являются длительные сроки и неравномерность охлаждения рулонов по их сечениям и объему, что требует наличия больших свободных производственных площадей, сдерживает производство, снижает производительность стана горячей прокатки, вызывает ухудшение механических свойств и качества стали или других материалов, из которых получены рулоны.
Наиболее близким техническим решением (прототипом) является устройство для охлаждения рулонов горячекатаных полос, включающее стеллаж, на котором в стопах в вертикальном положении установлены рулоны, и осевой вентилятор для наружного обдува и охлаждения рулонов [2]. При использовании такого устройства интенсивность охлаждения рулонов улучшается и его можно осуществлять на меньших, хотя и достаточно больших производственных площадях. Однако в этом случае в еще большей степени возникает неравномерность охлаждения рулонов по сечениям и объему и соответственно ухудшается качество металла в рулонах. Особенно отрицательно неравномерность охлаждения рулонов влияет на качество холоднокатаных полос, получаемых при последующей холодной прокатке горячекатаных полос из охлаждаемых рулонов. Холодная прокатка должна осуществляться после охлаждения горячекатаных полос с температурой не более, чем 100oC. Из-за неравномерности охлаждения внутренние витки полосы в рулоне имеют более высокую температуру, что после разматывания рулона при последующей холодной прокатке вызывает ломкость полосы, образование поверхностных трещин, снижение качества, увеличение брака и уменьшение выхода годного металла.
Целью настоящего изобретения является повышение качества горяче- и холоднокатаных полос за счет обеспечения равномерности их охлаждения в рулонах и улучшения механических свойств полосы, а также уменьшение производственных площадей, стоимости сооружаемых цехов и повышение производительности станов горячей прокатки за счет повышения интенсивности охлаждения рулонов горячекатаных полос.
Поставленная цель достигается тем, что стеллаж для установки рулонов в стопах в вертикальном положении выполнен в виде прямоугольного короба, внутри которого с наклоном к его продольной оси установлены две вертикальные перегородки, образующие с верхней и нижней горизонтальными стенками короба конфузор прямоугольного поперечного сечения, соединенный своим большим основанием через промежуточный патрубок с диффузором центробежного вентилятора, в верхней стенке короба выполнены отверстия, над которыми установлены стопы рулонов, центры отверстий расположены на продольной оси конфузора, диаметры отверстий и расстояния между ними уменьшаются в направлении сужения конфузора, вертикальные перегородки на узком конце конфузора соединены полукруглой перемычкой, вертикальная ось которой совпадает с центром последнего отверстия минимального диаметра в верхней стенке короба, а внутренний радиус перемычки равен радиусу этого отверстия.
Устройство отличается также тем, что на верхней горизонтальной стенке короба стеллажа вокруг отверстий в радиальном направлении закреплены ребра, на которых концентрично отверстиям установлены стопы охлаждаемых рулонов, между рулонами в стопах установлены проставки, выполненные в виде круглого листа, диаметр которого равен наружному диаметру рулона, в листе выполнено центральное отверстие, вокруг которого с обеих сторон листа закреплены радиальные ребра, которыми проставка с одной стороны установлена на нижнем рулоне и на которых с другой стороны установлен верхний рулон, причем со стороны установки на нижней рулон на ребрах проставки концентрично круглому листу закреплено центрирующее кольцо с зазором между его наружной поверхностью внутренней полости нижнего рулона, а последний верхний рулон в стопе закрыт крышкой, выполненной в виде листа с ребрами, закрепленными на одной его стороне, которыми крышка опирается на наружный торец рулона.
На фиг. 1 изображено устройство для охлаждения рулонов горячекатанных полос - общий вид; на фиг. 2 - разрез по линии I-I на фиг. 1 (масштаб уменьшен); на фиг. 3 - разрез по линии II-II на фиг. 1 (масштаб уменьшен); на фиг. 4 - проставка; на фиг. 5 - разрез по линии III-III на фиг. 4; на фиг. 6 - крышка; на фиг. 7 - разрез по линии IV-IV на фиг. 6.
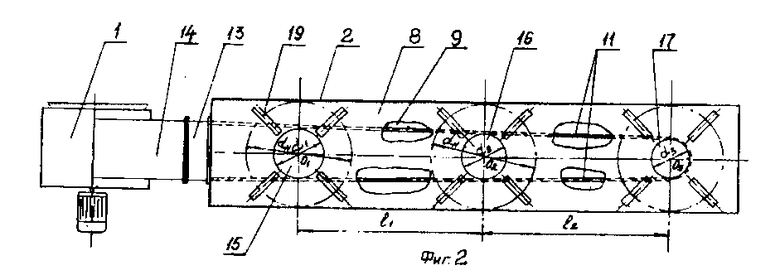
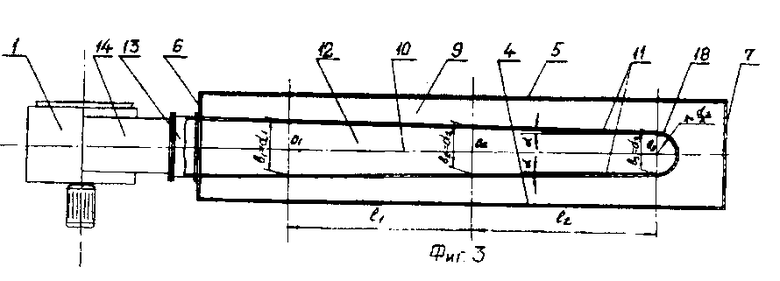
Устройство для охлаждения рулонов горячекатаных полос включает центробежный вентилятор 1 и стеллаж 2 для установки рулонов 3 в стопах в вертикальном положении. Стеллаж выполнен в виде прямоугольного короба с боковыми продольными стенками 4, 5, поперечными стенками 6, 7 и горизонтальными верхней и нижней стенками 8 и 9. Внутри короба с наклоном к его продольной оси 10 под углом α установлены две вертикальные перегородки 11, образующие с верхней 8 и нижней 9 стенками короба конфузор 12 прямоугольного поперечного сечения. Конфузор своим большим основанием, расположенным в поперечной стенке 6 короба, через промежуточный патрубок 13 соединен с диффузором 14 центробежного вентилятора 1.
В верхней горизонтальной стенке 8 короба стеллажа 2 выполнены отверстия 15, 16, 17. На фиг. 1 и 3 показаны 3 отверстия, хотя их может быть больше. Диаметры отверстий d1, d2, d3 и расстояния между ними l1, l2 уменьшаются в направлении сужения конфузора, т.е. d1 > d2 > d3 и l1 > l2. Например, в проекте устройства для охлаждения рулонов горячекатаных полос в цехе горячей прокатки полосы с непрерывным широкополосным станом "2000" горячей прокатки АО "Северсталь" приняты значения d1=870 мм; d2=700 мм; d3=670 мм и l1=3370 мм; l2=2900 мм. Максимальный диаметр принимается равным внутреннему диаметру рулона dв. Ширина поперечных сечений конфузора b1, b2, b3, лежащих в плоскости поперечных осей отверстий, равна диаметрам отверстий, т.е. b1=d1, b2=d2, b3=d3. Перегородки 11 на узком конце конфузора соединены полукруглой перемычкой 18, вертикальная ось которой совпадает с центром O3 последнего отверстия минимального диаметра в верхней стенке 8 короба. Внутренний радиус R перемычки равен радиусу этого отверстия, т.е. 
На верхней горизонтальной стенке 8 короба стеллажа вокруг отверстий диаметром d1, d2, d3 в радиальном направлении закреплены ребра 19, на которых концентрично отверстиям установлены стопы охлаждаемых рулонов 3. Толщина ребер равна требуемому технологическому зазору δc между стеллажом и примыкающим к нему торцом нижнего рулона.
На фиг. 1 в качестве примера показаны стопы из двух рулонов, однако число рулонов в стопе может быть больше. Например, в цехе горячей прокатки полосы со станом "2000" на АО "Северсталь" в стопы на стеллажах устанавливают по 3 рулона. Между рулонами в стопах установлены проставки 20, выполненные в виде круглого листа 21 (см. фиг. 4 и 5), диаметр которого равен наружному диаметру dн рулона. В листе выполнено центральное отверстие диаметром dп, вокруг которого с обеих сторон листа 21 закреплены радиальные ребра 22 толщиной h, равной зазору δ между листом и торцами сопряженных рулонов (см. фиг. 1). Проставка 20 ребрами 22, расположенными с одной стороны, установлена на нижнем рулоне 3. На ребрах 22, расположенных с другой стороны, установлен верхний рулон 3. При этом между торцами рулонов образуются зазоры δ, равные толщине h ребер 22.
Со стороны установки на нижней рулон на ребрах 22 проставки 20 концентрично круглому листу 21 закреплено центрирующее кольцо 23 с наружным диаметром dнм меньше диаметра dв внутренней полости рулона так, что между наружной торцевой поверхностью кольца и поверхностью внутренней полости нижнего рулона образуется установочный зазор Δ . Центрирующее кольцо 23 предназначено для фиксации проставки 20 на нижнем рулоне в радиальном направлении.
Верхний в стопе рулон 3 закрыт крышкой 24, выполненной в виде листа 25, с ребрами 26, закрепленными на одной его стороне (см. фиг. 6, 7), которыми крышка опирается на наружный торец рулона. Толщина ребер hв равна необходимому технологическому зазору δв между крышкой и торцом рулона (см. фиг. 1).
Устройство работает следующим образом. Охлаждающий воздух от вентилятора 1 через диффузор 14 и промежуточный патрубок 13 нагнетается в конфузор 12. Из конфузора через отверстия 15, 16, 17 в верхней стенке 8 стеллажа воздух поступает во внутренние полости стоп рулонов 3. Из внутренних полостей воздух проходит через щели, образуемые благодаря наличию ребер 19, 22 и 26, между торцом нижнего рулона и наружной поверхностью стенки 8 стеллажа 2, между промежуточными торцами рулонов и поверхностями круглых листов 21 проставок 20 и между наружным торцом верхнего рулона в стопе и листом 25 крышки 24. Из щелей воздух выходит в окружающее пространство. Проходя через внутренние полости рулонов и щели между их торцами, воздух охлаждает рулоны изнутри и их торцы. После выхода из щелей воздух поднимается кверху и за счет более интенсивной конвенции повышает интенсивность охлаждения наружных поверхностей рулонов. В результате омывания отходящим воздухом всех поверхностей рулонов и внутренних и наружных существенно повышается равномерность охлаждения рулонов по сечениям и объему, что способствует улучшению механических свойств и повышению качества охлаждаемого металла. Снижается отбраковка по сортности и увеличивается выход годного металла при последующей после охлаждения холодной прокатке. Повышается интенсивность и сокращаются сроки охлаждения рулонов, что позволяет уменьшить производственные площади и сократить стоимость сооружения прокатных цехов. Устраняется узкое место в технологической цепи, сдерживающее производство горячекатаных полос, обусловленное низкой эффективностью охлаждения рулонов, и повышается производительность станов горячей прокатки полосы.
Эффективность использования изобретения достигается соответствующими газодинамическими расчетами, обеспечивающими правильный выбор типа и характеристик центробежного вентилятора 1 с диффузором 14, промежуточного патрубка 13, конфузора 12, диаметров d1, d2, d3, dк, dп отверстий в верхней стенке 8 стеллажа 2, центрирующих кольцах 23 и круглых листах 21, а также живых сечений щелей между торцами рулонов и поверхностями верхней стенки 8 стеллажа 2 и листа 25 крышки 24. Необходимые живые сечения щелей получают путем соответствующего выбора сечения и количество ребер 19, 22 и 26 на стеллаже 2, проставках 20 и крышке 24. При этом толщина ребер определяет зазоры δc,δ и δв между указанными элементами.
При выборе параметров конфузора 12 из конструктивных соображений его перегородки 11 принимают прямолинейными, а максимальный диаметр d1 отверстия в верхней стенке 8 стеллажа принимают равным диаметру dв внутренней полости рулона 3. Угол α наклона перегородок к продольной оси 10 конфузора определяет, исходя из условия постоянства давления воздуха по всей длине конфузора. Минимальный диаметр d3 наиболее удаленного от вентилятора отверстия принимают равным ширине сечения конфузора в плоскости оси отверстия. Диаметр промежуточного отверстия d2 (или промежуточных отверстий, если их больше трех) определяется геометрически из условия прямолинейности перегородок 11. При этом ширину поперечных сечений конфузора b1, b2, b3, лежащих в плоскости поперечных осей отверстий, принимают равной их диаметрам, т.е. b1=d1, b2=d2, b3= d3; диаметры отверстий и расстояния между ними уменьшаются в направлении сужения конфузора 12.
Размеры живых сечений щелей между стеллажом 2, торцами и крышкой 24 стоп рулонов определяют из условия равных потерь давления воздуха во всех стопах и одинаковых его расходов при разных скоростях потоков воздуха через отверстия в верхней стенке 8 стеллажа. Это условие выполняют путем выбора диаметров dк и dп отверстий центрирующих колец 23 и круглых листов 21 проставок 20 с учетом потерь давления воздуха в местных сопротивлениях. Выполнение указанного условия обеспечивает одинаковый съем тепла с рулонов во всех стопах и одинаковую интенсивность их охлаждения, что позволяет одновременно снимать все рулоны со стеллажа и устанавливать новые стопы рулонов для охлаждения. Это условие также предопределяет уменьшение диаметров d1, d2, d3 и расстояний между ними l1 и l2 в направлении сужения конфузора 12 и выполнение отверстий в кольцах 23 меньшего диаметра dк, чем диаметр dп отверстия в листе 21.
Таким образом, применение описанного изобретения обеспечивает достижение поставленной цели и является эффективным направлением повышения качества тонколистового проката и производительности широкополосных станов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТА МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 1995 |
|
RU2082519C1 |
| СКЛАДНАЯ ТАРА | 1998 |
|
RU2134222C1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1995 |
|
RU2086318C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСЫ ОТ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ К МОТАЛКАМ | 1996 |
|
RU2094138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| ВПРЫСКИВАЮЩИЙ ПАРООХЛАДИТЕЛЬ | 2001 |
|
RU2206822C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |




Изобретение относится к прокатному производству и может быть использовано для интенсивного и качественного охлаждения рулонов горячекатаных полос. Цель изобретения - повышение качества горяче- и холоднокатаных полос за счет обеспечения равномерности их охлаждения в рулонах и улучшения механических свойств полосы, а также уменьшение производственных площадей, стоимости сооружаемых цехов и повышение производительности станов горячей прокатки за счет повышения интенсивности охлаждения рулонов горячекатаных полос. В устройстве для охлаждения рулонов горячекатаных полос, включающем вентилятор и стеллаж, на котором в стопах в вертикальном положении установлены рулоны, стеллаж и выполнен в виде прямоугольного короба, внутри которого с наклоном к его продольной оси установлены две вертикальные перегородки, образующие с верхней и нижней горизонтальными стенками короба конфузор прямоугольного поперечного сечения, соединенный своим большим основанием через промежуточный патрубок с диффузором центробежного вентилятора, на которым установлены стопы рулонов, центры отверстий расположены на продольной оси конфузора, диаметры отверстий и расстояния между ними уменьшаются в направлении сужения конфузора, вертикальные перегородки на узком конце конфузора соединены полукруглой перемычкой, вертикальная ось которой совпадает с центром последнего отверстия минимального диаметра в верхней стенке короба, а внутренний радиус перемычки равен радиусу этого отверстия. На верхней горизонтальной стенке короба стеллажа вокруг отверстий в радиальном направлении закреплены ребра, на которых концентрично отверстиям установлены стопы охлаждаемых рулонов, между рулонами в стопах установлены проставки, выполненные в виде круглого листа, диаметр которого равен наружному диаметру рулона, в листе выполнено центральное отверстие, вокруг которого с обеих сторон листа закреплены радиальные ребра, которыми проставка с одной стороны установлена на нижнем рулоне и на которых с одной стороны установлен верхний рулон, причем со стороны установки на нижний рулон на ребрах проставки концентрично круглому листу закреплено центрирующее кольцо с зазором между его наружной торцовой поверхностью и поверхностью внутренней полосы нижнего рулона, а последний верхний рулон в стопе закрыт крышкой, выполненной в виде листа с ребрами, закрепленными на одной его стороне, которыми крышка опирается на наружный торец рулона. 1 с. и 1 з.п. ф-лы, 7 ил.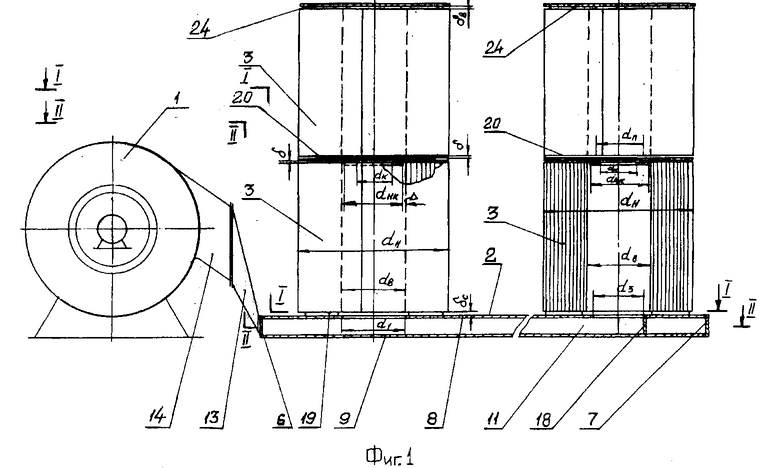
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Беняковский М.А | |||
| и др | |||
| Технология прокатного производства | |||
| / Справочни к под ред | |||
| Зюзина В.И | |||
| и др | |||
| Книга I | |||
| - М.: Металлургия, 1991, с.100., рис .1.13 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| То же, стр.100. | |||

