Изобретение относится к прокатному производству и может быть использовано на непрерывных станах холодной прокатки полосы для ее подачи от последней рабочей клети стана к моталкам.
Известно устройство для подачи полосы от непрерывного стана холодной прокатки к моталке (аналог), включающее последнюю рабочую клеть стана, ролик измерителя натяжения полосы (тензометр), образующая которого расположена выше уровня прокатки, и направляющий ролик для подачи полосы к моталке (Целиков А. И. и др. Машины и агрегаты металлургических заводов, том III. М. Металлургия, 1981, с. 108, рис. III 17).
Недостатком является применение в устройстве одной моталки, что не позволяет осуществлять бесконечную прокатку полосы.
Наиболее близким техническим решением (прототипом) является устройство для подачи от непрерывного стана холодной прокатки к ближней и дальней моталкам, включающее последнюю рабочую клеть стана, на которой установлен ролик измерителя натяжения полосы, верхняя образующая которого расположена выше уровня прокатки, две пары подающих роликов, установленных перед и за барабанными летучими ножницами, и направляющий ролик для подачи полосы к дальней моталке (там же, с. 109-110, рис. III, 18).
Прототип обладает следующими недостатками.
При переходе со смотки полосы с одной моталки на другую изменяется угол охвата полосой ролика измерителя натяжения. Это вызывает искажение истинных значений натяжения полосы измерителем и отклонение его от заданного значения.
При работе устройства со смоткой полосы на дальнюю моталку увеличивается безопорная длина полосы между роликом измерителя натяжения и направляющим роликом подачи к моталке (a+b+c+d). Это вызывает колебания полосы, которые передаются на ролик измерителя и от него в систему автоматического регулирования натяжения полосы, что не позволяет поддерживать его постоянную величину.
Из-за невозможности поддержания натяжения в заданных параметрах - приводит:
1) к образованию дефекта "сварка витков" при последующем отжиге рулонов в колпаковых печах, снижение качества или выбраковке полосы;
2) из-за неплотности витков происходит сдвиг рулонов на разматывателе при их дальнейшей технологической обработке на дрессировочном стане, что приводит к увеличению брака на этапе дрессировки полосы и снижению производительности дрессировочного стана.
Цель изобретения повышение качества и увеличение производства холоднокатаных полос путем обеспечения заданного натяжения полосы на участке подачи от стана холодной прокатки к моталкам.
Поставленная цель достигается тем, что подающие ролики установлены с радиальным зазором больше максимальной толщины прикатываемой полосы, нижняя образующая верхнего подающего ролика перед ножницами расположена ниже верхней образующей ролика измерителя натяжения полосы, а верхние образующие нижнего подающего ролика за ножницами и направляющего ролика для подачи полосы к дальней моталке расположены на одном уровне выше уровня нижней образующей верхнего подающего ролика перед ножницами так, что полоса проходит через зону перекрытия ножей ножниц.
Изобретение поясняется чертежом, на котором изображена схема устройства для подачи полосы от непрерывного стана холодной прокатки к моталкам.
Устройство включает последнюю рабочую клеть стана с рабочими валками 1, за которой установлен ролик 2 измерителя натяжения полосы 3. Верхняя образующая ролика 2 расположена выше уровня прокатки на величину δ1. За измерителем натяжения установлены двухбарабанные летучие ножницы 4 для поперечной резки полосы на ходу с целью ее попеременной подачи на две последовательно установленные ближние и дальние моталки.
Перед и за ножницами установлены по две пары подающих роликов 5 и 6. Ролики установлены с радиальным зазором δ2 больше максимальной толщины прокатываемой полосы. В работе в основном находится один из каждой пары роликов, что исключает поверхностное повреждение полосы из-за возможной наварки металла на роликах. За второй парой подающих роликов 6 установлен направляющий ролик 7 для подачи полосы к дальней моталке.
Нижняя образующая верхнего подающего ролика 5 расположена ниже верхней образующей ролика 2 измерителя полосы на величину δ3. Верхние образующие нижнего подающего ролика 6 за летучими ножницами 4 и направляющего ролика 7 для подачи полосы к дальней моталке расположены на одном уровне выше нижней образующей верхнего подающего ролика 5 перед ножницами на величину δ4 так, что полоса проходит через зону перекрытия ножей ножниц в точке А. Благодаря этому обеспечиваются наилучшие условия разрезания полосы без изгиба ее концов с минимальными усилиями резания.
Из схемы следует, что при подаче полосы от стана к моталкам угол α охвата полосой ролика 2 измерителя натяжения остается постоянным независимо от того, на какую моталку производится смотка полосы. Благодаря этому обеспечивается постоянство показаний измерителя и натяжения полосы. При подаче полосы на дальнюю моталку значительно сокращается расстояние между опорами полосы на длине пролета d между нижним подающим роликом 6 и направляющим роликом 7, что уменьшает амплитуду колебаний полосы на этом участке и связанные с этим изменения ее натяжения. Основное гашение колебаний происходит на участке длиной (b+c) между верхним подающим роликом 5 перед ножницами и нижним подающим роликом 6 за ножницами, что практически исключает влияние колебаний на показания измерителя натяжения полосы и обеспечивает поддержание постоянного натяжения в процессе смотки полосы в рулон и увеличения его диаметра от минимального до максимального.
Благодаря постоянству натяжения полосы устраняются неплотности между ее витками в рулонах и чрезмерные усилия, которые дают сварку витков при последующем отжиге рулонов в колпаковых печах. Повышается качество и увеличивается выход годного холоднокатаного листа, обеспечивается плотность смотки рулонов, что при дрессировке полосы исключает сдвиг рулонов по виткам на разматывателе дрессировочного стана, снижает количество брака полосы при дрессировке и повышает производительность стана.
В качестве примера использования предлагаемого технического решения разработано устройство для подачи полосы к моталкам для непрерывного пятиклетевого стана холодной прокатки полосы АО "Северсталь" (г. Череповец). Для этого устройства приняты следующие значения параметров:
уровень прокатки: + 2800 мм; d1 220 мм; δ2 10 мм; δ3 55 мм; δ4 5 мм; a 1940 мм; b 945 мм; с 945 мм; d 5000 мм; α 176,2o; e 1970.
Изменение известного устройства на предлагаемое не связано с большой трудоемкостью его осуществления, не требует больших капитальных затрат и может быть легко осуществлено на действующих станах. Это открывает возможность широкого распространения предлагаемого технического решения при производстве холоднокатаного листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2037536C1 |
Использование: изобретение относится к прокатному производству и может быть использовано на непрерывных станах холодной прокатки полосы для ее подачи от последней рабочей клетки стана к моталкам. Сущность изобретения: для обеспечения постоянного натяжения полосы на участке подачи от стана холодной прокатки к моталкам, в устройстве для подачи полосы от непрерывного стана холодной прокатки к моталкам, включающем последнюю рабочую клеть стана, за которой установлен ролик измерителя натяжения полосы, верхняя образующая которого расположена выше уровня прокатки, две пары подающих роликов, установленных перед и за барабанными летучими ножницами, и направляющий ролик для подачи полосы к дальней моталке, согласно изобретению, подающие ролики установлены с радиальным зазором больше максимальной толщины прокатываемой полосы, нижняя образующая верхнего подающего ролика перед ножницами расположена ниже верхней образующей ролика измерителя натяжения полосы, а верхние образующие нижнего подающего ролика за ножницами и направляющего ролика для подачи полосы к дальней моталке расположены на одном уровне выше нижней образующей подающего ролика перед ножницами так, что полоса проходит через зону перекрытия ножей ножниц. 1 ил.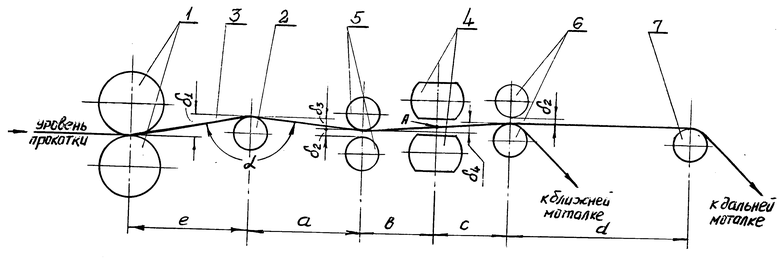
Устройство для подачи полосы от непрерывного стана холодной прокатки к моталкам, включающее последнюю рабочую клеть стана, за которой установлен ролик измерителя натяжения полосы, верхняя образующая которого расположена выше уровня прокатки, две пары подающих роликов, установленных перед и за барабанными летучими ножницами, и направляющий ролик для подачи полосы к дальней моталке, отличающееся тем, что подающие ролики установлены с радиальным зазором больше максимальной толщины прокатываемой полосы, нижняя образующая верхнего подающего ролика перед ножницами расположена ниже верхней образующей ролика измерителя натяжения полосы, а верхние образующие нижнего подающего ролика за ножницами и направляющего ролика для подачи полосы к дальней моталке расположены на одном уровне выше нижней образующей подающего ролика перед ножницами так, что полоса проходит через зону перекрытия ножей ножниц.
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов, т.III | |||
| - М.: Металлургия, 1981 | |||
| с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Там же, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |

