Изобретение относится к станкостроению и может быть использовано во фрезерных станках, имеющих механизированный зажим инструмента.
Известна оправка, выбранная в качестве прототипа, в отверстии которой размещен стяжной болт, взаимодействующий с резьбовым отверстием инструмента и связанный с головкой соединением типа "скользящая шпонка", а в корпусе оправки установлена разрезная втулка с наружной резьбой, воздействующая на торце выточки, выполненной на теле головки.
К недостаткам известной оправки относится следующее.
1. Т. к. размеры L (расстояние от начала конуса 7:24 до исполнительных размеров хвостовика), необходимые для зажима оправки, постоянные, а в шпинделях фрезерных станков - разные, то оправка может быть использована на соответствующих этому условию станках.
Например, размер L на станках ФП-7 равен 182 - 185 мм ± 0,3; на ПФП 5 с 33 - 180 мм ± 0,3; на 2ФП-231 - 176,3 мм ± 0,3; на станке "Forest" - 155 мм ± 0,2; на ФП7СМН - 145 мм ± 0,1.
2. При выжимании инструмента из правки (особенно Морзе N N 4 и 5) необходимы значительные усилия, а шестигранник наружной части головки прототипа слишком мал, maxS = 22 мм. Этот шестигранник не может быть по ребрам более 25 мм из-за типовых и стандартных размеров оправок и зажимных устройств фрезерных станков, поэтому нельзя применять торцовый ключ вместо гаечного на S = 22 мм.
3. Для фиксации головки использована разрезная резьбовая втулка (из двух половинок), поэтому для взаимозаменяемости необходимо иметь фиксированные комплекты втулок и компенсационных шайб.
4. В прототипе используются специальные стяжные болты с фрезерованными шестигранниками, с большим расходованием материала, что не технологично и не экономично.
5. Конструкция не позволяет применять ее с L менее 170 мм.
6. Недостатком является также наличие в конструкции разных по направлению резьб.
Целью изобретения является унификация оправок, повышение надежности работы и производительности труда.
Поставленная цель достигается тем, что на теле головки оправки выполнена резьба для взаимодействия с внутренней резьбой втулки, на одном конце которой выполнен буртик с лысками под ключ, на цилиндрической поверхности втулки по скользящей посадке размещена вторая втулка с наружной резьбой, взаимодействующая с резьбовым отверстием оправки и прижимающая к ее внутреннему буртику разрезную шайбу, размещенную на другом конце внутренней втулки в выточке и воздействующую на ее торец, а стяжная шпилька взаимодействует с резьбовыми отверстиями инструмента и внутренней втулки.
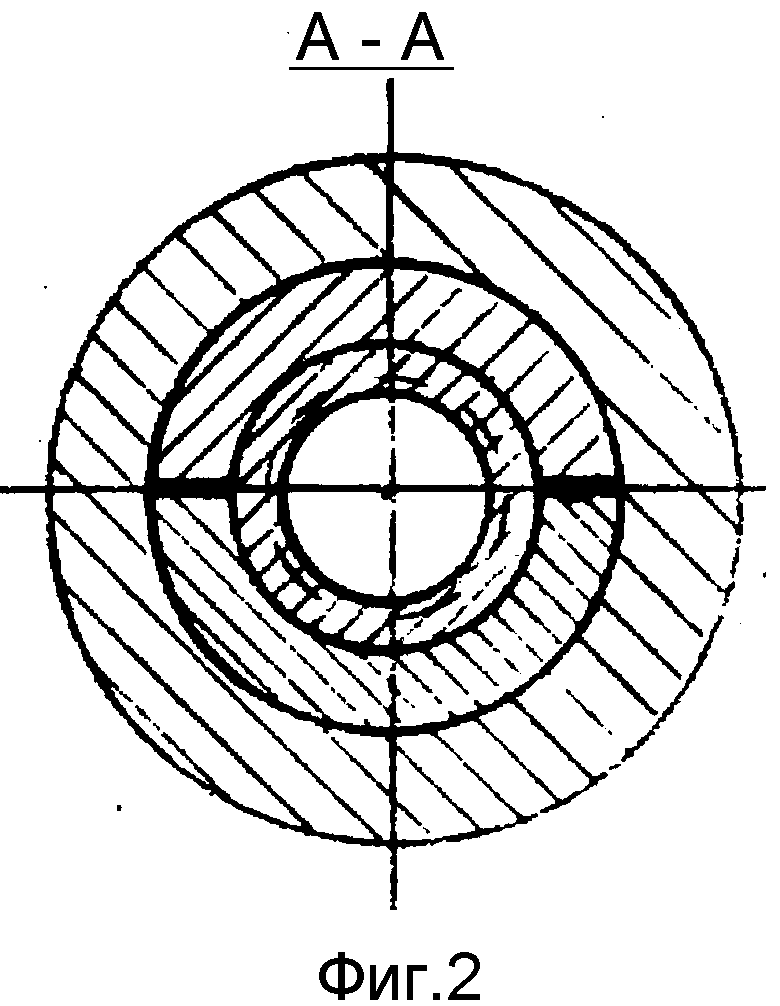
На фиг. 1 изображена предлагаемая оправка, профильный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Во внутреннем конусе 1 шпинделя 2 установлена укороченная, т.е. без верхней цилиндрической направляющей части, оправка 3 с концевым инструментом 4, имеющим резьбовое отверстие а в конусном хвостовике 5, в которое ввернут одним концом стяжной элемент в виде стяжной шпильки 6. Другой конец стяжной шпильки 6 с контргайкой 7 размещен на резьбе во внутренней втулке 8. При вращении стяжной шпильки 6 инструмент 4 зажимается.
Внутренняя втулка 8 имеет буртик с лысками (шестигранник, S = 36 мм с диаметром по ребрам 39,6 мм), а на цилиндрической части втулки 8 выполнена выточка 9, в которой размещена разрезная шайба 10.
На цилиндрической части втулки 8 по скользящей посадке размещена вторая втулка 11 с наружной резьбой, взаимодействующая с резьбовым отверстием оправки 3 и прижимающая к ее внутреннему буртику разрезную шайбу 10.
Во внутреннюю втулку 8 со стороны буртика с лысками ввинчена головка 12 с контргайкой 13.
Работа по закреплению концевого инструмента заключается в следующем. С помощью калибра устанавливается размер L путем ввинчивания головки 12 и фиксации гайкой 13. При вращении внутренней втулки 8 за шестигранник S = 36 вращается резьбовая стяжная шпилька 6 и зажимает инструмент 4 в коническом отверстии б оправки 3.
Для освобождения инструмента втулку 8 вращают в противоположную сторону; инструмент 4 выжимается из оправки, при этом усилие воспринимается разрезной шайбой 10 и торцом шейки 9.
Применение предлагаемой конструкции позволяет унифицировать оправку в широких пределах за счет подвижной на резьбе головки, что позволяет применять оправку на различных станках, включая иностранные.
Конструкция надежна в работе.
Производительность труда повышается за счет увеличения исполнительных размеров шестигранника.
При монтаже и демонтаже режущего инструмента возможно применение кроме торцового или гаечного ключа также пневмогайковерты.
Конструкция более технологична - отсутствуют разрезная резьбовая втулка, компенсатор, специальные фрезерованные болты, проще и технологичней корпус оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1974 |
|
SU513793A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| ПЛАВАЮЩИЙ ПАТРОН | 1997 |
|
RU2179911C2 |
| ОПРАВКА | 2010 |
|
RU2465113C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1996 |
|
RU2106227C1 |
| Устройство для закрепления инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1348086A1 |
| Переходная втулка для закрепления инструмента в шпинделе станка | 1990 |
|
SU1738502A1 |
| Устройство для крепления концевого инструмента в шпинделе станка | 1986 |
|
SU1440625A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РАЗЪЕМНОЙ СТАНИНЫ ПРЕССА И ВЫВЕДЕНИЯ ПРЕССА ИЗ РАСПОРА | 1996 |
|
RU2136502C1 |
| Шпиндельный узел шлифовального станка | 1986 |
|
SU1373547A1 |
Изобретение относится к станкостроению и может быть использовано во фрезерных станках, имеющих механизированный зажим инструмента. Оправка со сквозным отверстием для закрепления концевого инструмента с коническим хвостовиком и резьбовым отверстием содержит головку для захвата прижимным устройством, расположенным в шпинделе станка, и стяжной элемент. На теле головки оправки выполнена резьба для взаимодействия с внутренней резьбой втулки, на одном конце которой выполнен буртик с лысками под ключ. На цилиндрической поверхности втулки по скользящей посадке размещена вторая втулка с наружной резьбой, взаимодействующая с резьбовым отверстием оправки и прижимающая к ее внутреннему буртику разрезную шайбу. Последняя размещена на другом конце внутренней втулки в выточке и воздействует на ее торец. Стяжной элемент выполнен в виде стяжной шпильки и взаимодействует с резьбовыми отверстиями инструмента и внутренней втулки. Технический результат - унификация оправок, повышение надежности работы и производительности труда. 2 ил.
Оправка со сквозным отверстием для закрепления концевого инструмента с коническим хвостовиком и резьбовым отверстием, снабженная головкой, предназначенной для захвата зажимным устройством, расположенным в шпинделе станка, и стяжным элементом, отличающаяся тем, что на теле головки выполнена резьба для взаимодействия с внутренней резьбой втулки, на одном конце которой выполнен буртик с лысками под ключ, на цилиндрической поверхности втулки по скользящей посадке размещена вторая втулка с наружной резьбой, расположенная с возможностью взаимодействия с резьбовым отверстием оправки и прижатия к ее внутреннему буртику разрезной шайбы, размещенной на другом конце внутренней втулки в выточке с возможностью воздействия на ее торец, а стяжной элемент выполнен в виде стяжной шпильки, установленной с возможностью взаимодействия с резьбовыми отверстиями инструмента и внутренней втулки.
| SU, авторское свидетельство, 513793, B 23 C 5/26, 12.06.76. |
