Изобретение относится к устройствам для изготовления изделий из полимерных материалов и композиций на их основе и может быть использовано в химической промышленности для производства строительного штапика и мебельного обрамления.
Известна конструкция экструзионной головки для формирования изделий из полимеров, содержащая корпус с двумя подвижными зажимными элементами для поджатия чистовой планки и кассеты, с целью возможности ее переналадки на другой профиль [1].
Недостатки данного устройства - трудность в обеспечении полной гомогенизации расплава полимера, сложность конструкции замены чистовой планки и кассеты, наличие застойных зон в месте состыковки кассеты и корпуса головки, что снижает производительность процесса и качество изделия.
Ближайшей по технической сущности и достигаемому эффекту является многоручьевая экструзионная головка для изготовления полимерных изделий, содержащая корпус в котором установлен с возможностью фиксации взаимозаменяемый (сменный) дорн, выполненный крестообразной формы, образующий каналы профильного поперечного сечения для полимера, сообщенные с каналом подачи полимера [2].
Однако в данной конструкции экструзионной головки имеется возможность образования застойных зон из-за отсутствия плавного перехода канала подачи полимера в формующие каналы. Также отсутствие системы охлаждения приведет к необходимости применения дополнительного калибрующего устройства для получения качественной поверхности изделия, что значительно снижает производительность процесса. Неразъемное изготовление корпуса увеличивает вероятность в появлении геометрической погрешности внутренних поверхностей при изготовлении головки.
Задачей изобретения является унификация конструкции экструзионной головки для возможности ее переналадки на изделие другого профиля, повышение качества конечного изделия, улучшение ее технологических параметров. При осуществлении изобретения достигается следующий технико-экономический результат:
-повышается качество полимерного изделия за счет наличия системы охлаждения и раздельного изготовления полуцилиндрических секций и взаимозаменяемого дорна крестообразной формы, что позволяет получить поверхность профилирующего канала с высокой точностью соблюдения геометрических размеров и ликвидацией застойных зон;
-доводятся до минимума потери материала из-за равнозначного расположения формующих каналов и наличия плавного среза у взаимозаменяемого дорна крестообразной формы в зоне соединения профилирующего канала с каналом подачи полимера, что исключает неравномерность выхода экструдата;
-повышается производительность экструзии в 4 раза, по сравнению с одноручьевыми экструзионными головками;
-высвобождается дорогостоящая древесина, используемая для производства аналогичных изделий, с заменой ее на полимерный материал, превосходящий по основным технико-экономическим показателям.
Решение указанной задачи и достижение приведенного технико- экономического результата становится возможным благодаря тому, что многоручьевая экструзионная головка для изготовления полимерных профильно-погонажных изделий содержит корпус, в котором расположены две полуцилиндрические секции с продольными пазами, смонтированные между собой с образованием каналов профильного сечения, сообщенных с каналом подачи полимера, имеет взаимозаменяемый дорн крестообразной формы с различным профилем поверхности, сцентрированный относительно продольной оси головки при помощи продольных пазов в полуцилиндрических секциях, имеющий плавный срез в зоне соединения с каналом подачи полимера и оснащенный системой охлаждения.
На фиг. 1 изображен продольный разрез многоручьевой экструзионной головки для изготовления полимерных профильно-погонажных изделий; на фиг. 2 - взаимозаменяемый дорн крестообразной формы для изготовления строительного штапика; на фиг. 3 - взаимозаменяемый дорн крестообразной формы для изготовления мебельного обрамления; на фиг. 4 - разрез головки А-А с взаимозаменяемым дорном крестообразной формы для изготовления строительного штапика; на фиг. 5 - разрез головки А-А с взаимозаменяемым дорном крестообразной формы для изготовления мебельного обрамления (после перепрофилирования головки).
Многоручьевая экструзионная головка для изготовления полимерных профильно-погонажных изделий содержит корпус 1, в котором запрессованы полуцилиндрические секции 2 и 3, скрепленные между собой винтами 4 и дополнительно закрепленные к корпусу болтами 5, образующие канал для входа расплава полимера 6, в котором посредством специальной гайки 7 крепится гомогенизирующая решетка 8, канал подачи полимера 9 и профилирующий канал 10, в котором находятся зафиксированный посредством продольных пазов 11 взаимозаменяемый дорн крестообразной формы для изготовления штапика 12 (после перепрофилирования взаимозаменяемый дорн крестообразной формы для изготовления мебельного обрамления 13), выполненный в виде объемного креста с целью образования четырех формующих каналов для выхода экструдата. Взаимозаменяемые дорны крестообразной формы 12 и 13 имеют дополнительное крепление в виде специальной шайбы 14 и болтов 15, содержат систему охлаждения, выполненную в виде внутренних цилиндрических, избирательно заглушенных каналов 16, с возможностью входа хладагента через штуцер 17 и его выхода непосредственно на экструдируемое изделие.
Многоручьевая экструзионная головка для изготовления полимерных профильно-погонажных изделий работает следующим образом. Расплав полимера, нагнетаемый шнеком экструдера (не показан) проходит гомогенизирующую решетку 8 и попадает в канал подачи полимера 9, где плавный срез конца взаимозаменяемого дорна крестообразной формы 12 (после перепрофилирования 13) обеспечивает дополнительное выравнивание скоростей потока. Далее расплав нагнетается в профилирующий канал 10, состоящий из четырех равнозначных каналов, образованных поверхностями взаимозаменяемого дорна крестообразной формы 12 (после перепрофилирования 13) и полуцилиндрическими секциями 2 и 3. Проходя по формующим каналам расплав полимера охлаждается и оформляется в непрерывное профильно-погонажное изделие.
При необходимости перепрофилирования многоручьевой профильно-погонажной экструзионной головки отворачиваются болты 15, удаляется специальная шайба 14, извлекается взаимозаменяемый дорн крестообразной формы 12, применяемый в производстве одного вида изделия, и устанавливается взаимозаменяемый дорн крестообразной формы 13 для производства изделия другого профиля, крепление дорна производится в обратном порядке.
Так как каждая составляющая часть профильного канала изготовлена с высоким классом ( Δ 10 - 12 Δ ) чистоты поверхности, то это позволяет при совмещении полуцилиндрических секций и взаимозаменяемого дорна крестообразной формы получать при сборке без малейших зазоров цельный профильный канал, в котором при продавливании струи расплава полимера на поверхности профильного изделия не образуется следов от мест соединения составных элементов и профиль выходит высокого качества с глянцевой поверхностью. Выполнение взаимозаменяемого дорна крестообразной формы с указанными ранее конструктивными особенностями позволяет исключить образование застойных зон.
Экспериментальные исследования проводились на опытной установке АТЛ - 45, имеющей червяк диаметром 45 мм и длинной 1125 мм. Экструзионная головка имела следующие геометрические размеры: диаметр корпуса 150 мм, длина 30 мм, длина профильных каналов составляла 120 мм. Получали штапик и мебельное обрамление из жесткой композиции ПВХ со следующим содержанием компонентов, мас.%:
Поливинилхлорид - 91,0 - 77,0
Стеарат кальция - 2,5
Силиктивный свинец - 1,2
Диоктилфталат - 3,0 - 20,0
Оптимальный режим экструзии указанной композиции: при температуре в пределах 433 - 443 К, при создаваемом давлении 4,0 - 4,5 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
Изобретение относится к устройствам для изготовления изделий из полимерных материалов и композиций на их основе и может быть использовано в химической промышленности для производства строительного штапика и мебельного обрамления. Многоручьевая экструзионная головка содержит корпус, в котором установлен с возможностью фиксации взаимозаменяемый дорн. Дорн выполнен крестообразной формы. Дорн образует каналы профильного поперечного сечения для полимера, сообщенные с каналом подачи полимера. Дорн имеет различный профиль поверхности и плавный срез в зоне соединения его с каналом подачи полимера. Дорн снабжен системой охлаждения. Дорн установлен в корпусе при помощи двух полуцилиндрических секций, выполненных с продольными пазами для фиксации дорна. Изобретение позволяет повысить качество изделия, исключить потери материала и неравномерность выхода экструдата. 5 ил.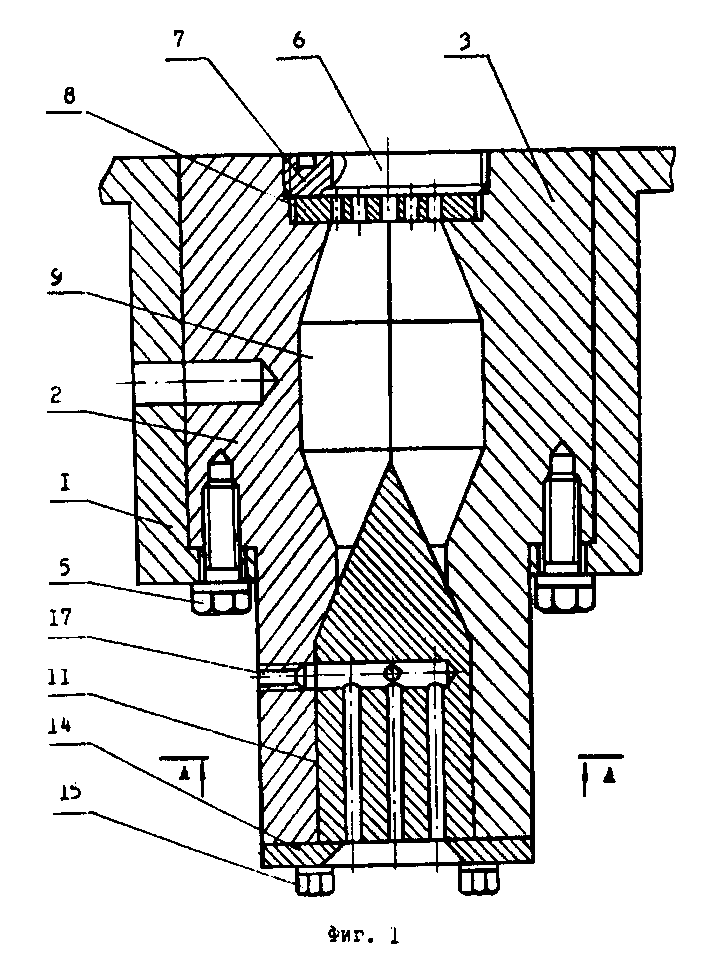
Многоручьевая экструзионная головка для изготовления полимерных профильно-погонажных изделий, содержащая корпус, в котором установлен с возможностью фиксации взаимозаменяемый дорн, выполненный крестообразной формы, образующий каналы профильного поперечного сечения для полимера, сообщенные с каналом подачи полимера, отличающаяся тем, что дорн выполнен с различным профилем поверхности и плавным срезом в зоне соединения его с каналом подачи полимера, причем дорн снабжен системой охлаждения и установлен в корпусе при помощи двух полуцилиндрических секций, выполненных с продольными пазами для фиксации дорна.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, патент, 1648243, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, патент, 4717331, к л | |||
| Солесос | 1922 |
|
SU29A1 |
