Изобретение относится к устройствам для изготовления изделий из полимерных материалов и композиций на их основе и может быть использовано в химической промышленности для производства строительного штапика.
Известна конструкция устройства для формования профильного изделия из полимерных материалов, содержащая экструзионную головку с фильерой, выполненной с профильным каналом для циркуляции теплоносителя, при этом фильера выполнена из двух частей с продольной плоскостью разъема и опорными площадками. При движении материала по профильному каналу расплав формируется соответственно форме профильного канала (Авторское свидетельство СССР 891464, МКИ В 29 F 3/4, 1981, БИ 47).
Недостаток данного устройства: сложно достичь высокого класса обработки и точности геометрических размеров при изготовлении конической поверхности втулки, а также точности совпадения при сборке двух частей профильного канала, что снижает качество изделия и приводит к искажению геометрической формы поперечного сечения профильного изделия.
Так как в экструзионной головке имеется один формующий канал, из которого экстудируется один профиль, то соответственно и низка производительность формующего устройства.
Наиболее близкой по технической сущности и достигаемому эффекту является многоручьевая экструзионная головка для изготовления полимерных профильно-погонажных изделий, содержащая корпус, в котором установлен с возможностью фиксации взаимозаменяемый дорн, выполненный крестообразный формы, образующий каналы профильного поперечного сечения для расплава полимера, сообщенные с каналом подачи полимера. Причем дорн выполнен с различным профилем поверхности и плавным срезом в зоне соединения его с каналом подачи полимера и снабжен системой охлаждения. Дорн установлен в корпусе при помощи двух полуцилиндрических секций, выполненных с продольными каналами для фиксации дорна (Патент Российской Федерации 2116198, МКИ В 29 С 47/12, 47/30, 1998, БИ 21).
Недостатком известной экструзионной головки является невозможность получения полимерного строительного полого штапика с заданным профилем поперечного сечения, сложность технологии изготовления и обработки до заданного класса частоты поверхности дорна крестообразной формы.
Изобретение направлено на решение задачи экономии полимерного материала на изготовление, повышения качества экструдируемого штапика и улучшения технологии изготовления.
Указанная задача решается за счет того, что трехручьевая головка для изготовления полимерного строительного штапика содержит разъемный корпус с системой охлаждения и расположенными в нем дорнодержателями и дорнами, который содержит формующие каналы профильного сечения для полимера, сообщающиеся с питающим каналом головки, и выполнен из двух секций прямоугольного сечения, верхняя секция имеет продольное углубление треугольной формы с прямым углом при вершине, а нижняя секция содержит углубление параболической формы, причем в секциях предусмотрены поперечные пазы линзообразной формы для установки двух дорнодержателей с поперечным сечением выпуклой симметричной линзы.
Технический результат, обеспечивающийся трехручьевой экструзионной головкой для изготовления строительного штапика, выражается в экономии полимерного материала на изготовлении, повышении качества экструдируемого штапика и улучшении технологии изготовления. Высвобождается дорогостоящая древесина, используемая для производства аналогичных изделий, с заменой ее на полимерный материал, превосходящий по основным технико-экономичным показателям.
Благодаря дорнам, расположенным в формующих каналах, производится полый штапик, а также за счет параболической выпуклости по сравнению с круглой снижается расход материала.
Высокая частота обработки составных частей формующего канала обеспечивает точную их подгонку, а отсутствие застойных зон за счет линзообразного профиля дорнодержателей повышает качество и точность размеров формуемого штапика.
Выход одновременно в одной горизонтальной плоскости трех экструдируемых штапиков на плоскую подложку дает возможность значительно упростить последующие постэкструзные операции (такие как вытяжку, охлаждение и отрезание по размерам длины штапика).
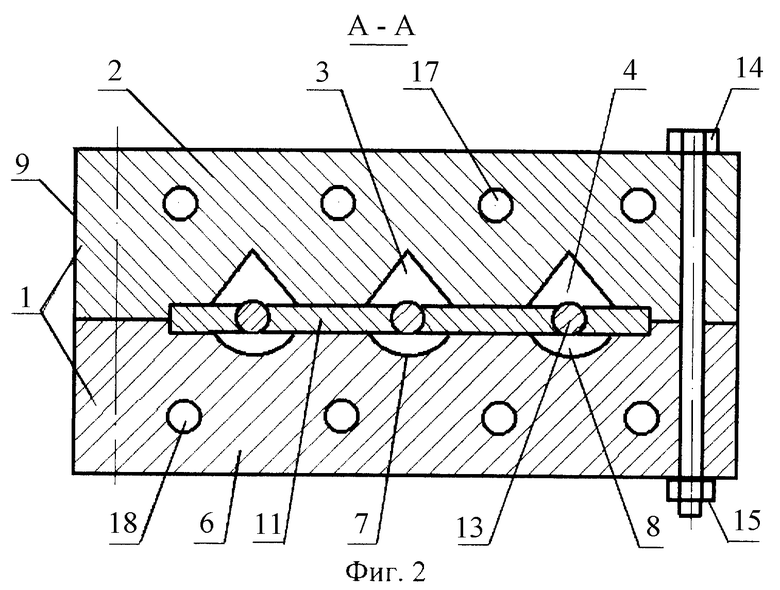
Сущность изобретения поясняется чертежами: на фиг.1 - продольный разрез по линии соединения секций трехручьевой экструзионной головки; на фиг.2 - поперечное сечение головки с учетом верхней секции по А-А; на фиг.3 - поперечное сечение дорнодержателя в сочетании с поперечным пазом нижней секции по Б-Б, на фиг.4 - поперечное сечение параболического профиля углубления нижней секции; на фиг.5 - поперечное сечение получаемого штапика.
Трехручьевая экструзионная головка для изготовления полимерного строительного штапика содержит корпус 1, состоящий из двух секций прямоугольного сечения: верхней секции 2 с продольным углублением треугольной формы 3, которое образует верхнюю часть 4 формующего канала 5, при этом угол принимается таким же, как при изготовлении традиционного деревянного штапика, что обеспечивает плотное прилегание плоских поверхностей при монтаже, и нижней секции 6 с продольным углублением параболической формы 7 (фиг.4), которое образует нижнюю часть 8 формующего канала 5. В секциях 2 и 6 выполнены поперечные пазы линзообразной формы 9 для установки цельного дорнодержателя 10 на входе и составного дорнодержателя 11, установленного перед выходом экструдата, поперечное сечение обоих дорнодержателей одинакового геометрического сечения выпуклой симметричной линзы 12 (фиг.3). Такая форма сечения позволяет снизить гидравлическое сопротивление потока расплава, а также улучшает равномерное распределение экструдата по всему сечению формующего канала.
К дорнодержателям жестко при помощи сварки закреплены три дорна 13 параллельно продольной оси головки и установлены в пазах 9 верхней и нижней секций 2 и 6. При таком монтаже исключается смещение дорнов и тем самым выдерживаются заданные геометрические размеры изделия.
В результате соединения двух секций болтами 14 и гайками 15 и установления в них дорнодержателей 10 и 11 и дорнов 13 образованы три формующих канала 5 для формирования полимерного штапика (фиг.5) заданных размеров поперечного сечения. Для системы охлаждения предусмотрены четыре канала 17 в верхней секции и четыре канала 18 в нижней секции, а также штуцера для подвода хладагента (не показаны). Секции с помощью винтов 19 монтируются к соединительной плите прямоугольного сечения 20, в которой предусмотрен питающий канал 21. Присоединение головки к экструдеру осуществляют с помощью соединительной плиты 20.
Трехручьевая экструзионная головка для изготовления полимерного строительного штапика работает следующим образом. Расплав полимера, нагнетаемый шнеком экструдера (не показан), подается в питающий канал 21 и, обтекая цельный дорнодержатель 10, поток распределяется по трем формующим каналам 5 с изменяющимся профилем поперечного сечения, в которых расположены дорны 13. Проходя по формующим каналам 5 и обтекая составной дорнодержатель 11, расплав полимера охлаждается с помощью хладагента, проходящего по каналам 17 и 18 (штуцера подвода хладагента не показаны), и оформляется в непрерывный профильно-погонажный экструдат в виде строительного штапика. Формующие профильно-погонажные каналы 5 образуются за счет соединения двух секций 2 и 6 и расположенных в них дорнов 13 с помощью болтов 14 и гаек 15. Детали 2, 6, 10, 11, 13 изготовлены из стали 45 с высоким классом (▿10-▿12) чистоты поверхности; это позволяет при совмещении указанных деталей получать при сборке без малейших зазоров цельные формующие каналы 5, в которых при продавливании струи расплава полимера на поверхности профильного изделия не образуется следов от мест соединения основных элементов, и строительный штапик выходит высокого качества с глянцевой поверхностью.
Предлагаемое изобретение наиболее полезно при производстве строительного штапика.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ - 45, имеющим червяк диаметром 45 мм и длиной 1125 мм. Экструзионная головка имела следующие геометрические размеры корпуса: ширина 150 мм, высота 120 мм, длина 250 мм.
Предлагаемая трехручьевая экструзионная головка для изготовления полимерного строительного штапика позволяет сэкономить полимерный материал на изготовлении и улучшить качество экструдируемого штапика.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2007 |
|
RU2338643C1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |



Изобретение относится к устройствам для изготовления изделий из полимерных материалов и композиций на их основе и может быть использовано в химической промышленности для производства строительного штапика. Экструзионная головка содержит разъемный корпус с системой охлаждения. В корпусе расположены дорнодержатели и дорны, а также формующие каналы профильного сечения для полимера. Каналы сообщены с питающим каналом головки. Корпус выполнен из двух секций прямоугольного сечения. Верхняя секция имеет продольное углубление треугольной формы с прямым углом при вершине. Нижняя секция содержит углубление параболической формы. В секциях предусмотрены поперечные пазы линзообразной формы для установки двух дорнодержателей с поперечным сечением выпуклой симметричной линзы. Изобретение обеспечивает экономию материала и позволяет исключить застойные зоны в головке. 5 ил.
Трехручьевая экструзионная головка для изготовления полимерного строительного штапика, содержащая разъемный корпус с системой охлаждения и расположенными в нем дорнодержателями и дорнами, который содержит формующие каналы профильного сечения для полимера, сообщающиеся с питающим каналом головки, отличающаяся тем, что корпус выполнен из двух секций прямоугольного сечения, верхняя секция имеет продольное углубление треугольной формы с прямым углом при вершине, а нижняя секция содержит углубление параболической формы, причем в секциях предусмотрены поперечные пазы линзообразной формы для установки двух дорнодержателей с поперечным сечением выпуклой симметричной линзы.
| Двухканальная формующая головка | 1959 |
|
SU148899A1 |
| РЕАГЕНТ-МОДИФИКАТОР | 0 |
|
SU381402A1 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТОЛЧКООБРАЗНОГО ЗАДАЮЩЕГО СИГНАЛА В ГИДРАВЛИЧЕСКИХ СЛЕДЯЩИХСИСТЕМАХ | 0 |
|
SU322221A1 |
| DE 4236541 А1, 05.05.1994 | |||
| DE 4004980 Al, 22.08.1991 | |||
| US 5382401 А, 17.01.1995. | |||
