Изобретение относится к устройствам для переработки полимерных материалов методом экструзии, в частности к оборудованию для изготовления полимерных оболочек.
Известна экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала, содержащая размещенные в корпусе матрицу, дорн и втулку, на торцовой поверхности которой выполнены выступы треугольного сечения, образующие продольные пазы для прохода полимерного материала [А.с. N 1669746, кл. B 29 C 47/68, 15.08.91].
Недостатком такой конструкции экструзионной головки является отсутствие продольных пазов в формующем канале головки, в результате чего ухудшаются прочностные свойства непрерывно профилируемых изделий из полимерного материала, в том числе полимерных оболочек.
Наиболее близкой к изобретению по технической сущности является экструзионная головка для труб большого диаметра, содержащая разъемный корпус, части которого связаны посредством соединительных болтов, дорнодержатель, конус, решетку, а также матрицу и разъемный дорн, образующие формующий канал [Басов Н.И. и др. Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов, М., Химия, 1991, с. 251].
Недостатком известной экструзионной головки является невозможность получения полимерной оболочки обрамления труб с заданным профилем поперечного сечения, так как формующий канал головки имеет вид цилиндра, а также отсутствует возможность предварительного охлаждения внутренней поверхности получаемой полимерной оболочки.
Изобретение направлено на решение задачи повышения прочностных свойств и улучшения качества полимерных оболочек.
Указанная задача решается за счет того, что экструзионная головка для изготовления полимерных оболочек обрамления труб содержит разъемный корпус, части которого связаны посредством соединительных болтов, дорнодержатель, конус, решетку, а также матрицу и разъемный дорн, образующие формующий канал, при этом дорн выполнен с продольными пазами, поверхности которых образованы кривой второго порядка, и с плавным срезом в зоне соединения продольного паза с цилиндрической частью поверхности дорна, причем в экструзионной головке предусмотрена возможность охлаждения внутренней поверхности получаемой полимерной оболочки.
Технический результат, обеспечиваемый экструзионной головкой для изготовления полимерных оболочек обрамления труб, выражается в повышении прочностных свойств, увеличении жесткости полимерной оболочки обрамления труб за счет формирования опорных выступов на ее внутренней поверхности; в улучшении качества и точности размеров полимерной оболочки обрамления труб благодаря выбору оптимальной геометрии поперечного сечения продольного паза и возможности охлаждения внутренней поверхности полимерной оболочки.
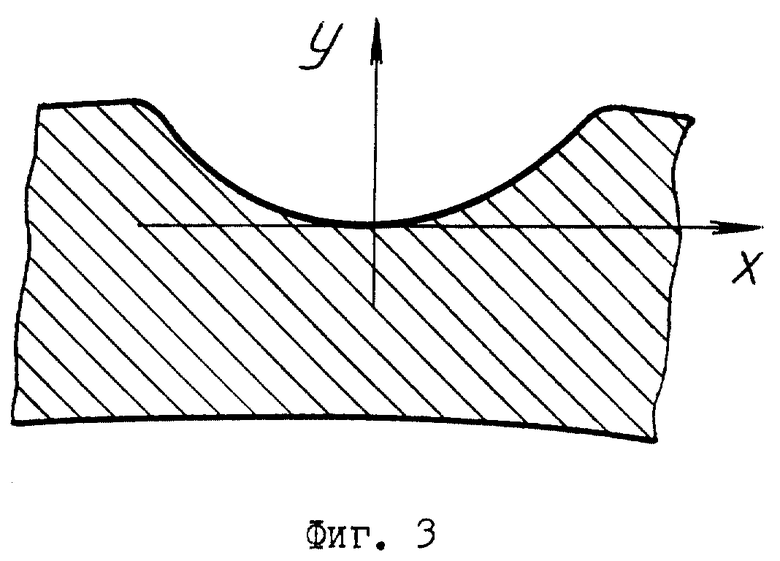
Форма поперечного сечения продольного паза, выполненного в дорне, выбирается из условия технологичности изготовления полимерной оболочки обрамления труб в виде кривой второго порядка, а именно в виде параболы. При известной глубине продольного паза необходимую площадь его поперечного сечения получают подбором коэффициента сжатия ветвей параболы, обеспечивая тем самым выполнение условия равенства перепада давления по всему сечению формующего канала экструзионной головки.
Плавный срез в зоне соединения продольного паза с цилиндрической частью поверхности дорна позволяет избежать подрезания профиля полимерной оболочки обрамления труб в этой зоне, в результате чего уменьшаются сдвиговые напряжения полимерного материала в продольном пазу, чем обеспечивается большая размерная точность и качество экструдируемой полимерной оболочки обрамления труб.
Продольные пазы на наружной поверхности дорна формируют опорные выступы на внутренней поверхности полимерной оболочки обрамления труб, что повышает ее прочностные свойства.
Возможность охлаждения внутренней поверхности полимерной оболочки обрамления труб позволяет обеспечить фиксацию размеров внутренней полости полимерной оболочки, повышая ее качество и точность размеров.
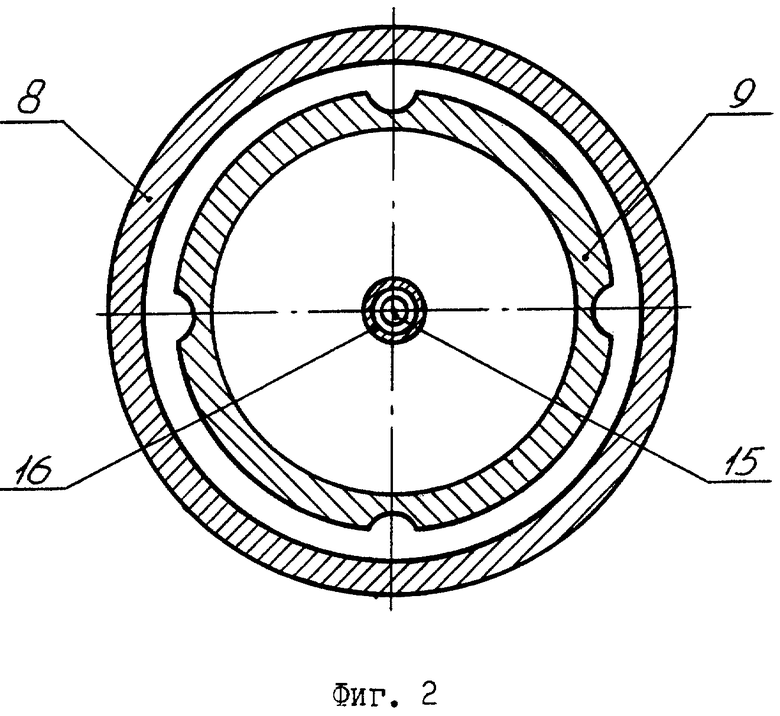
На фиг. 1 показан продольный разрез экструзионной головки для изготовления полимерных оболочек обрамления труб; на фиг. 2 - поперечный разрез формующего канала экструзионной головки для изготовления полимерных оболочек обрамления труб; на фиг. 3 - поперечное сечение продольного паза.
Экструзионная головка для изготовления полимерных оболочек обрамления труб в соответствии с фиг. 1 состоит из корпуса 1, внутри которого установлен конус 2 при помощи дорнодержателя 3. В дорнодержателе 3 выполнены отверстия, в которых расположены трубка для отвода воды 4 и трубка для подвода воды 5. Крепление дорнодержателя 3 в головке осуществляется при помощи детали корпуса 6, в которой установлены регулировочные болты 7 для радиального смещения матрицы 8. В дорне 9 выполнены продольные пазы 10 для формирования в экструдируемой полимерной оболочке опорных выступов, причем в зоне соединения продольного паза 10 с цилиндрической частью поверхности дорна 9 выполнен плавный срез дорна 9 по дуге окружности. Обогрев экструзионной головки осуществляется электронагревателями 11. Внутреннюю поверхность полости для течения расплава образуют детали дорна 12 и 13. В полости для течения расплава установлена цилиндрическая решетка 14. Трубка для подачи воды в калибрующее устройство 15 расположена внутри штанги 16. Штанга 16 закреплена в основании штанги 17, которое теплоизолировано при помощи термостойкой прокладки 18.
Экструзионная головка для изготовления полимерных оболочек обрамления труб работает следующим образом.
Прошедший через фильтр расплав полимера подается в канал круглого сечения, расположенный в соответствии с фиг. 1 в корпусе 1. При помощи конуса 2 поток полимера рассекается и приобретает кольцевую форму. Проходя через дорнодержатель 3, расплав рассекается ребрами дорнодержателя. Для обеспечения свариваемости потока полимера за дорнодержателем 3 установлена цилиндрическая решетка 14, выполненная в виде стакана. Она позволяет уменьшить гидравлическое сопротивление головки благодаря выбору соответствующей длины цилиндрической решетки 14 без увеличения диаметра. Полость подводящего канала образуют деталь корпуса 6 и детали дорна 12 и 13. Непосредственно перед дорном 9 поток расплава проходит через участок локального сужения, что позволяет улучшить свариваемость потока расплава полимера.
Формующий канал в соответствии с фиг. 2 образован матрицей 8 и дорном 9. Поперечное сечение формующего канала повторяет форму поперечного сечения полимерной оболочки обрамления труб.
Поверхности продольных пазов 10, выполненных в дорне 9, в соответствии с фиг. 3 образованы кривой второго порядка. Продольные пазы 10 формируют на внутренней поверхности полимерной оболочки обрамления труб опорные выступы, обеспечивая равенство перепада давления по всему сечению формующего канала экструзионной головки.
Плавный срез дорна 9 по дуге окружности в зоне соединения продольных пазов 10 с цилиндрической частью поверхности дорна 9 исключает подрезание профиля полимерной оболочки обрамления труб, уменьшая сдвиговые напряжения в продольных пазах 10.
Наружная поверхность полимерной оболочки обрамления труб оформляется матрицей 8, положение которой может изменяться смещением ее в радиальном направлении регулировочными болтами 7.
Для подвода и отвода охлаждающей воды в калибрующее устройство используют детали: трубку для отвода воды 4, трубку для подвода воды 5, трубку для подачи воды в калибрующее устройство 15, штангу 16 и основание штанги 17. При помощи этих деталей возможно осуществление предварительного охлаждения внутренней поверхности полимерной оболочки.
Экструзионная головка имеет наружный и внутренний обогрев, осуществляемый электронагревателями 11. В деталях головки предусмотрены отверстия для установки в них термопар в соответствии с числом независимо регулируемых зон обогрева. Заполненная воздухом внутренняя полость экструзионной головки в совокупности с термостойкой прокладкой 18 существенно уменьшает нежелательный теплообмен между горячей головкой и деталями, осуществляющими подвод и отвод охлаждающей воды.
Предлагаемое изобретение наиболее полезно при изготовлении полимерных оболочек обрамления труб.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ-45, имеющим червяк длиной 1125 мм и диаметром 45 мм. Экструзионная головка имела следующие размеры: внутренний диаметр матрицы 96 мм, наружный диаметр дорна 76 мм, длина формующего канала 150 мм, глубина продольного паза Ymax = 8 мм.
Форма поперечного сечения продольного паза описывалась уравнением
Y = KX2,
где Y - ордината точек параболы, мм;
K - коэффициент сжатия ветвей параболы, мм-1;
X - абсцисса точек параболы, мм.
Для экспериментальной конструкции экструзионной головки коэффициент сжатия ветвей параболы K = 0,024 мм-1.
Получили полимерную оболочку обрамления труб из композиции ПВХ со следующим содержанием компонентов, мас.%:
поливинилхлорид - 77,0 - 91,0
стеарат кальция - 2,5
силикат свинца - 1,2
диоктилфталат - 3,0 - 20,0
Оптимальный режим экструзии указанной композиции: при температуре в пределах 433 - 443 К, при создаваемом давлении 4,0 - 4,5 МПа.
Предлагаемая экструзионная головка для изготовления полимерных оболочек обрамления труб позволяет повысить прочностные свойства и улучшить качество полимерных оболочек.
Изобретение относится к устройствам для переработки полимерных материалов методом экструзии, в частности к оборудованию для изготовления полимерных оболочек. Экструзионная головка для изготовления полимерных оболочек обрамления труб содержит разъемный корпус, дорнодержатель, конус, решетку, матрицу и разъемный дорн. Части корпуса связаны посредством соединительных болтов. Дорн выполнен с продольными пазами и с плавным срезом в зоне соединения продольного паза с цилиндрической частью поверхности дорна. Поверхности продольных пазов образованы кривой второго порядка. В экструзионной головке предусмотрена возможность охлаждения внутренней поверхности получаемой полимерной оболочки. Изобретение позволяет увеличить жесткость полимерной оболочки, улучшить качество и точность размеров оболочки. 3 ил.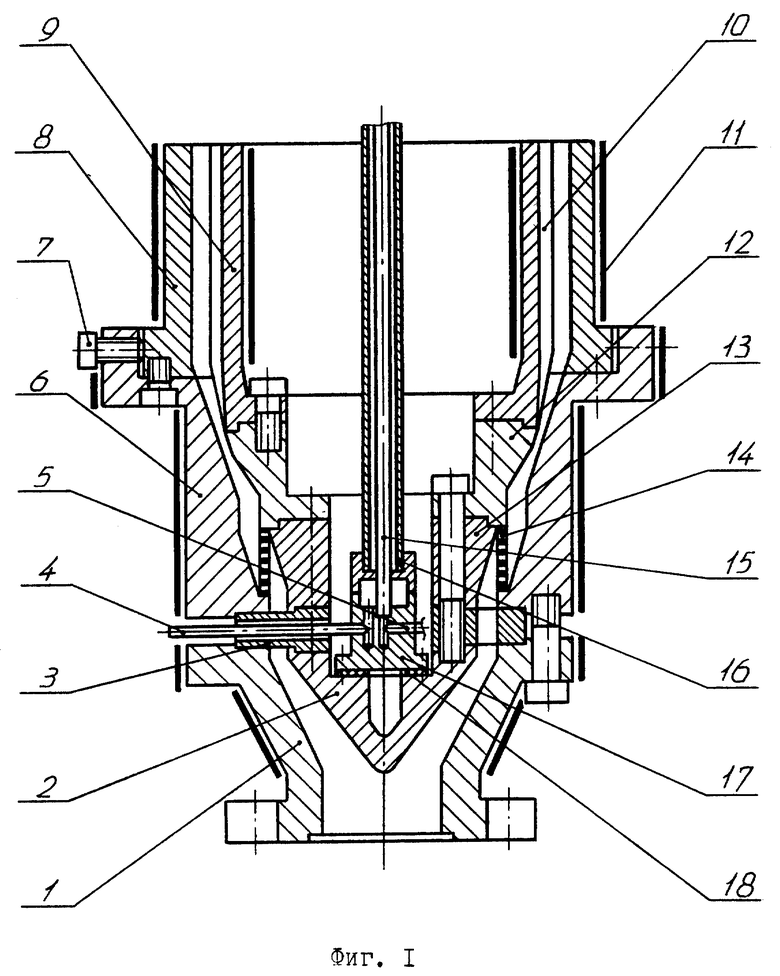
Экструзионная головка для изготовления полимерных оболочек обрамления труб, содержащая разъемный корпус, части которого связаны посредством соединительных болтов, дорнодержатель, конус, решетку, а также матрицу и разъемный дорн, образующие формующий канал, отличающаяся тем, что дорн выполнен с продольными пазами, поверхности которых образованы кривой второго порядка, и с плавным срезом в зоне соединения продольного паза с цилиндрической частью поверхности дорна, причем в экструзионной головке предусмотрена возможность охлаждения внутренней поверхности получаемой полимерной оболочки.
| Басов Н.И | |||
| и другие | |||
| Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов | |||
| - М.: Химия, 1991, с.251 | |||
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| СПОСОБ ПАЙКИ И ЛУЖЕНИЯ ИЗДЕЛИЙ | 0 |
|
SU318434A1 |
| Симметричный тиристор | 1963 |
|
SU349356A1 |
| ИНГИБИТОР АЛЬФА1-ПРОТЕИНАЗЫ ДЛЯ ЗАДЕРЖКИ НАЧАЛА ИЛИ ПРОГРЕССИРОВАНИЯ ЛЕГОЧНЫХ ОБОСТРЕНИЙ | 2012 |
|
RU2635482C2 |
| DE 3714593 A1, 17.11.88. | |||
