Изобретение относится к устройствам для изготовления изделий из полимерных материалов экструзией и может быть использовано в химической промышленности для производства строительного плинтуса.
Известно устройство для формования изделий из полимерных материалов, содержащее экструзионную головку с фильерой, выполненной с профильным каналом для формования изделия, и рубашкой для циркуляции теплоносителя, причем фильера выполнена из двух частей с продольной плоскостью разъема и опорными площадками, а узел подачи смазки выполнен в виде двух концентрично профильному каналу расположенных втулок
(Авторское свидетельство СССР N 891464, МКИ B 29 F 3/04, 1981).
Недостатки данного устройства: трудность обеспечения полной гомогенизации расплава полимера, наличие застойных зон в углах соединения опорных площадок головки, что снижает производительность и качество изделия.
Наиболее близкой по технической сущности и достигаемому эффекту является экструзионная головка для изготовления профильно-погонажных изделий, содержащая корпус, профилирующую планку и формующую втулку, выполненную в виде обоймы и установленных в ней двух полуцилиндрических секций, смонтированных с образованием между ними канала профильного сечения, сообщающегося с питающим каналом головки
(Авторское свидетельство СССР N 1717393 A1, МКИ B 29 C 47/12, 1992).
В данной конструкции экструзионной головки отсутствует система охлаждения полуцилиндрических секций, что снижает качество профильно-погонажных изделий. Так как в формующей головке имеется один канал, из которого экструдируется один профиль, то соответственно и низка производительность головки.
Изобретение направлено на решение задачи повышения производительности и качества экструдируемых профильно-погонажных изделий. Указанная задача решается за счет того, что многоручьевая экструзионная головка для изготовления плинтусов из полимерных материалов, содержащая корпус с расположенными в нем дорном и профилирующими планками, межу которыми образованы каналы профильного сечения для полимера, сообщенные с питающим каналом головки, при этом дорн выполнен крестообразной формы с каналом для системы охлаждения, имеющим в сечении крестообразную форму, а профилирующие планки имеют профиль в виде кривой второго порядка со скругленными кромками и смонтированы с помощью винтов на корпусе симметрично относительно продольной оси головки.
Технический результат, обеспечиваемый многоручьевой экструзионной головкой для изготовления плинтусов из полимерных материалов, выражается в повышении качества изделия за счет наличия системы охлаждения и достаточно точной подгонки дорна с профилирующей планкой и получении формуемой поверхности плинтуса с высокой точностью соблюдения геометрических размеров с ликвидацией застойных зон. Довести до минимума потери материала из-за симметричного расположения формующих каналов, исключающих неравномерность выхода экструдата. Повысить производительность экструзии четыре раза.
Новизна предлагаемого изобретения объясняется тем, что дорн выполнен крестообразной формы с каналом для системы охлаждения, имеющим в сечении крестообразную форму, а профилирующие планки имеют профиль в виде кривой второго порядка со скругленными кромками и смонтированы с помощью винтов на корпусе симметрично относительно продольной оси головки.
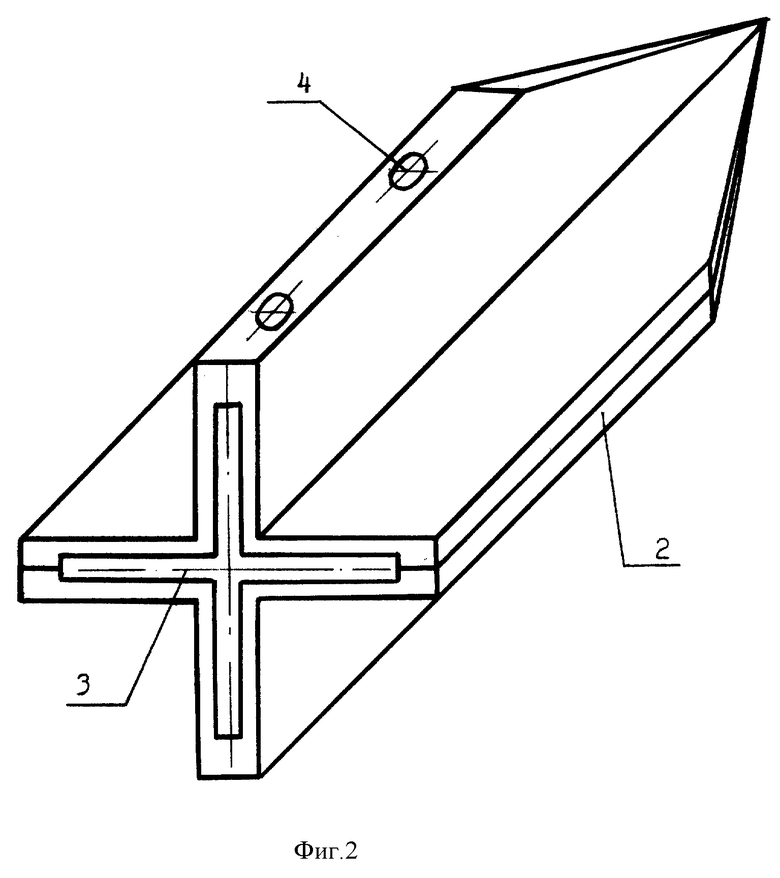
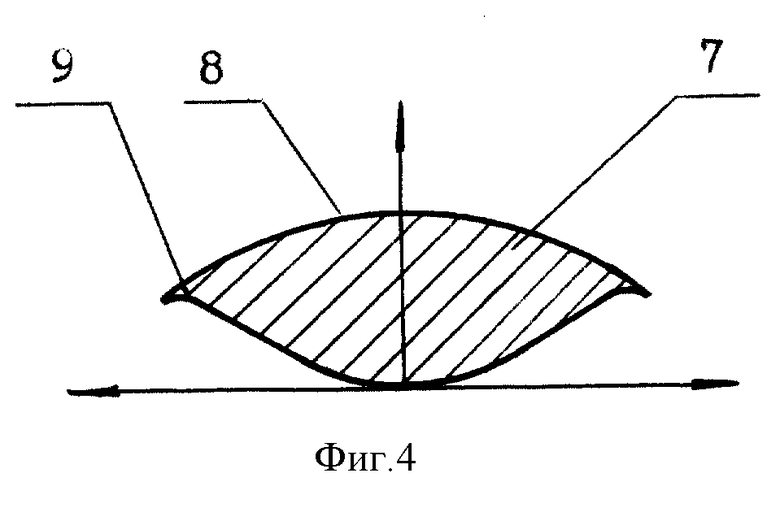
Сущность изобретения поясняется чертежами: на фиг. 1 - продольный разрез многоручьевой экструзионной головки; на фиг. 2 - крестообразный дорн; на фиг. 3 - поперечный разрез головки по А-А; на фиг. 4 - поперечный разрез профилирующей планки.
Многоручьевая экструзионная головка для изготовления плинтусов из полимерных материалов содержит корпус 1, в котором смонтирован крестообразный дорн 2 (изготовленный из двух секций с последующей сваркой) с живым сечением канала крестообразной формы 3, для системы охлаждения предусмотрено отверстие 4 под штуцер для входа хладагента. Дорн 3 монтируется в пазах 5 корпуса 1 с помощью винтов 6. Профилирующие планки 7, имеющие профиль в виде кривой второго полрядка 8 со скругленными кромками 9, жестко прикреплены к корпусу 1 винтами 10. В результате соединения и расположения дорна 3 и профилирующих планок 7 образуются четыре формующих канала 11 для полимера, сообщенных с питающим каналом головки 12, на входе которого монтируется гомогенизирующая решетка 13. Присоединение головки к экструдеру осуществляется с помощью накидного фланца 14.
Многоручьевая экструзионная головка для изготовления плинтусов из полимерных материалов работает следующим образом. Расплав полимера, нагнетаемый шнеком экструдера (не показан), проходит через гомогенизирующую решетку 13 и попадает в питающий канал 12, в котором выравниваются скорости потока, плавный срез входной части крестообразного дорна 2 обеспечивает дополнительное выравнивание скоростей потока и равномерное распределение расплава полимера по четырем формующим каналам 11. Проходя по формующим каналам 11, расплав полимера охлаждается и оформляется в непрерывный профильно-погонажный экструдат в виде плинтуса.
Поскольку формующий профильный канал образуется за счет соединения дорна 2 и профилирующей планки 7, которые изготовлены с высоким классом (▿10-▿12) чистоты поверхности, то это позволяет при совмещении указанных деталей получать при сборке без малейших зазоров цельный профильный канал 11, в котором при продавливании струи расплава полимера на поверхности профильного изделия не образуется следов от мест соединения основных элементов, и плинтус выходит высокого качества с глянцевой поверхностью.
Предлагаемое изобретение наиболее полезно при производстве строительного плинтуса.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ-45, имеющим червяк диаметром 45 мм и длиной 1125 мм. Экструзионная головка имела следующие геометрические размеры: диаметр корпуса 150 мм, длина 300 мм, длина профильных каналов составляла 120 мм. Кривизна специального профиля 8 (см фиг. 4) описывается уравнением
Y = K • X2,
где K - константа подбиралась конструктивно в зависимости от размера плинтуса и глубины впадины (кривизны профиля) и составляла K = 0,021/мм;
Y и X - координаты впадины, в данном случае Ymax = 30 мм.
Получали строительный плинтус из жесткой композиции ПВХ со следующим содержанием, мас.%:
Поливинилхлорид - 91,0 - 77,0
Стеарат кальция - 2,5
Силикатный свинец - 1,2
Диоктилфталат - 3,0 - 20,0
Оптимальный режим экструзии указанной композиции: при температуре в пределах 433 - 443 К и создаваемом давлении 4,0 - 4,5 МПа.
Техническая и экономическая эффективность использования предлагаемой многоручьевой экструзионной головки для изготовления плинтусов из полимерных материалов состоит в том, что она позволяет:
- повысить качество изделия за счет наличия системы охлаждения и достаточно точной подготовки дорна с профилирующей планкой и получить формуемую поверхность плинтуса с высокой точностью соблюдения геометрических размеров с ликвидацией застойных зон;
- довести до минимума потери материала из-за симметричного расположения формующих каналов, исключающих неравномерность выхода экструдата;
- высвободить дорогостоящую древесину, используемую при производстве строительных плинтусов, с заменой их на полимерный материал, превосходящий по основным техническим показателям;
- повысить производительность экструзии в четыре раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |

Изобретение относится к устройствам для переработки полимеров и композиций на их основе методом экструзии и может быть использовано в химической промышленности для производства строительного плинтуса. Многоручьевая экструзионная головка содержит корпус с расположенными в нем дорном и профилирующими планками. Между дорном и планками образованы каналы профильного сечения для полимера, сообщенные с питающим каналом головки. Дорн выполнен крестообразной формы с каналом для системы охлаждения, имеющим в сечении крестообразную форму. Профилирующие планки имеют профиль в виде кривой второго порядка со скругленными кромками. Профилирующие планки смонтированы с помощью винтов на корпусе симметрично относительно продольной оси головки. Изобретение позволяет изготавливать формуемые поверхности плинтуса с высокой точностью соблюдения геометрических размеров. 4 ил.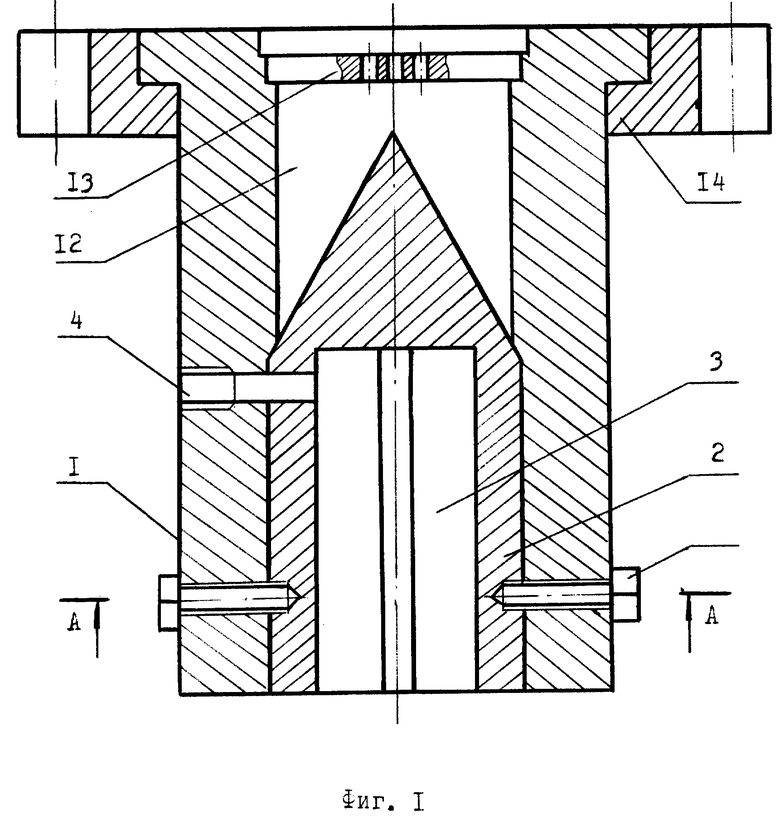
Многоручьевая экструзионная головка для изготовления плинтусов из полимерных материалов, содержащая корпус с расположенными в нем дорном и профилирирующими планками, между которыми образованы каналы профильного сечения для полимера, сообщенные с питающим каналом головки, отличающаяся тем, что дорн выполнен крестообразной формы с каналом для системы охлаждения, имеющим в сечении крестообразную форму, а профилирующие планки имеют профиль в виде кривой второго порядка со скругленными кромками и смонтированы с помощью винтов на корпусе симметрично относительно продольной оси головки.
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| СПОСОБ ПОЛУЧЕНИЯ УСНИНОВОЙ КИСЛОТЫ ИЗ ТАЛЛОМОВ ЛИШАЙНИКОВ С ИСПОЛЬЗОВАНИЕМ ПРЕДЭКСТРАКЦИОННОЙ МЕХАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2582981C2 |
| МАТРИЦА ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 1971 |
|
SU427378A1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1988 |
|
SU1595665A1 |
