Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства мебельного полозка.
Известна конструкция экструзионной головки для изготовления профильно-погонажных изделий, содержащая корпус, профилирующую планку, обойму, в которой запрессованы полуцилиндрические секции, имеющие различные фасонные проточки и совмещенные с помощью пазов и выступов, которые образуют формующую втулку с профильным каналом, сообщающимся с питающим каналом головки (авторское свидетельство СССР 17117393, МКИ В 29 С 47/12, 1992, Бюл. 9).
Недостаток данного устройства - отсутствие системы охлаждения полуцилиндрических секций, что снижает качество профильно-погонажных изделий.
Так как в экструзионной головке имеется один формующий канал, из которого экструдируется один профиль, то соответственно и низка производительность головки.
Наиболее близкой по технической сущности и достигаемому эффекту является многоручьевая экструзионная головка для изготовления полимерных профильно-погонажных изделий, содержащая корпус, в котором установлен с возможностью фиксации взаимозаменяемый дорн, выполненный крестообразной формы, образующий каналы профильного поперечного сечения для полимера, сообщенные с каналом подачи полимера. Причем дорн выполнен с различным профилем поверхности и плавным срезом в зоне соединения его с каналом подачи полимера, снабжен системой охлаждения и установлен в корпусе с помощью двух полуцилиндрических секций, выполненных с продольными пазами для фиксации дорна (патент Российской Федерации 2116198, МКИ В 29 С 47/12, 47/30. 1998. Бюл. 21 (прототип).
Недостатком известной экструзионной головки является невозможность получения полимерного мебельного полозка с заданным профилем поперечного сечения, так как с помощью перепрофилирования дорна крестообразной формы можно изготовить только строительный штапик или мебельное обрамление. Переналадка на изделия другого профиля невозможна. Сложность технологии изготовления и обработки до заданного класса чистоты поверхности дорна крестообразной формы.
Изобретение направлено на решение задачи повышения производительности и качества экструдируемых профильно-погонажных изделий.
Указанная задача решается за счет того, что многоручьевая экструзионная головка для изготовления полимерного мебельного полозка содержит корпус, в котором расположен дорн с системой охлаждения и формующими каналами профильного сечения для полимера, сообщающимися с питающим каналом головки, при этом дорн выполнен разъемным из двух секций сегментного сечения и расположенного между ними вкладыша, выполненного с двумя лысками, причем дорн смонтирован относительно продольной оси головки при помощи цилиндрических штифтов и имеет дополнительный элемент на входе, выполненный с двумя направляющими каналами с изменяющимся профилем поперечного сечения.
Технический результат, обеспечиваемый многоручьевой экструзионной головкой для изготовления полимерного мебельного полозка, выражается в повышении производительности и прочностных свойств, увеличении жесткости мебельного полозка и улучшении качества и точности размеров полимерного полозка.
Благодаря тому, что дорн выполнен разъемным из двух секций сегментного сечения и расположенного между ними вкладыша, выполненного с двумя лысками, а также из-за того, что дорн смонтирован относительно продольной оси головки при помощи цилиндрических штифтов и имеет дополнительный элемент на входе, выполненный с двумя направляющими каналами с изменяющимся профилем поперечного сечения, удается повысить производительность экструзии в четыре раза, так как такая конструкция дорна создает четыре формующих канала для экструдирования полимерного полозка.
Точная подгонка составляющих частей дорна обеспечивает отсутствие застойных зон в каналах экструзионной головки, повышая качество формуемого мебельного полозка, увеличивая его жесткость и прочностные характеристики.
Выбор оптимальной геометрии поперечного сечения продольных пазов и полимерного материала и возможность охлаждения внешней поверхности полимерного полозка позволяет обеспечить фиксацию размеров внутренних пазов полимерного полозка, повышая его качество и точность размеров.
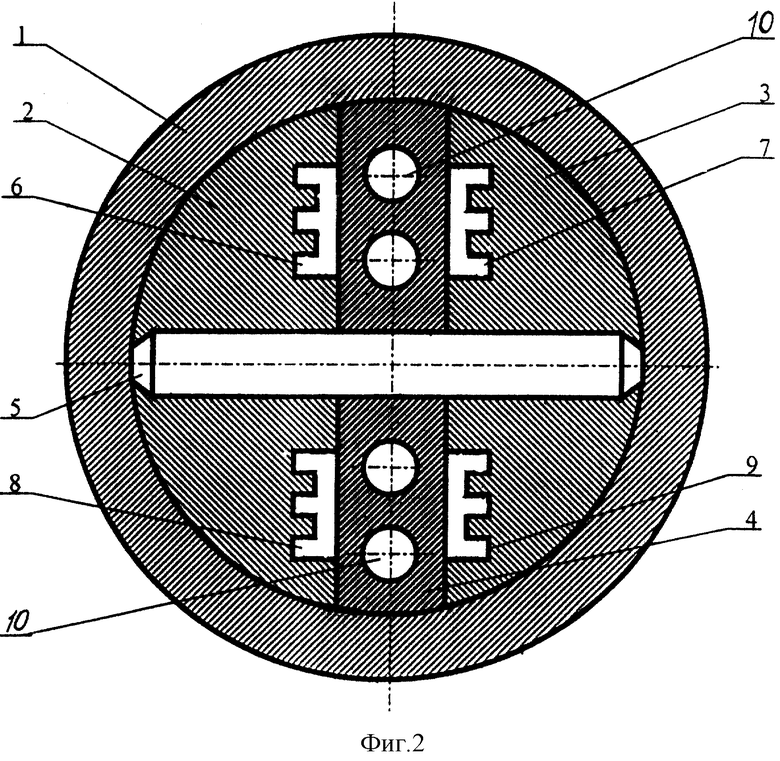
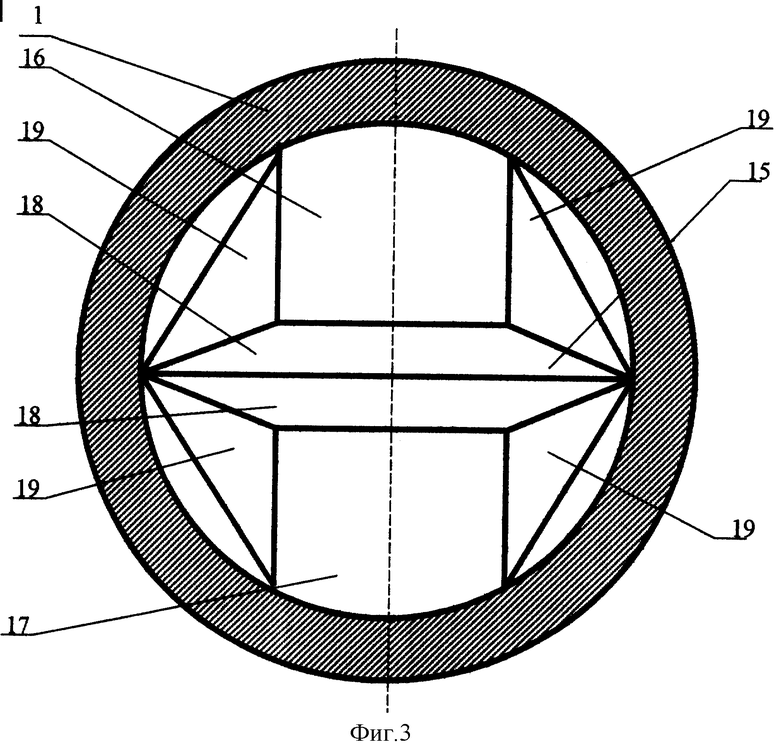
Сущность изобретения поясняется чертежами, где на фиг.1 показан продольный разрез многоручьевой экструзионной головки; на фиг.2 - поперечное сечение головки по А-А; на фиг.3 - поперечное сечение головки по Б-Б.
Многоручьевая экструзионная головка для изготовления полимерного мебельного полозка содержит корпус 1, в котором расположен разъемный дорн (состоящий из двух секций сегментного сечения 2 и 3, между которыми расположен вкладыш 4, выполненный с двумя лысками), смонтированный относительно продольной оси головки при помощи цилиндрических штифтов 5.
В результате соединения двух секций дорна 2 и 3 и вкладыша 4 образованы четыре формующих канала 6 и 7 (верхние), 8 и 9 (нижние) для формования полимерного полозка заданных размеров поперечного сечения. Для системы охлаждения предусмотрены четыре канала 10 во вкладыше 4, соединяемые между собой каналом 11, а также предусмотрен штуцер 12 для входа хладагента.
Перед входом полимера в формующие каналы смонтирован дополнительный элемент 13 с помощью штифта 14. Элемент имеет острую кромку диаметральной перегородки 15 для равномерного распределения общего потока по двум направляющим каналам 16 и 17 с изменяющимися профилями поперечного сечения с помощью наклонных стенок 18 и 19, которые сужают живое сечение подвода полимера перед входом в формующие каналы 6-9. Каналы 16 и 17 сообщались с питающим каналом головки 20, на входа которого размещалась гомогенизирующая решетка 21. Присоединение головки к экструдеру осуществлялось с помощью накидного фланца 22.
Многоручьевая экструзионная головка для изготовления полимерного мебельного полозка работает следующим образом. Расплав полимера, нагнетаемый шнеком экструдера (не показан), проходит через гомогенизирующую решетку 21 и попадает в питающий канал 20, далее поток полимера с помощью острой кромки диаметральной перегородки 15 элемента 13 распределяется по двум направляющим каналам 16 и 17 с изменяющимся профилем поперечного сечения. В формующие каналы 6 и 7 полимер нагнетается через канал 16, а в каналы 8 и 9 - через канал 17. Проходя по формующим каналам 6-9 расплав охлаждается с помощью хладагента, проходящего по каналам 10, и оформляется в непрерывный профильно-погонажный экструдат в виде мебельного полозка. Формующие профильно-погонажные каналы 6-9 образуются за счет соединения двух секций дорна 2 и 3 сегментного сечения и вкладаша 4 с помощью цилиндрических штифтов 5. Детали 2-4 изготовлены из стали 45 с высоким классом (▿10-▿12) чистоты поверхности, это позволяет при совмещении указанных деталей получать при сборке без малейших зазоров цельные формующие каналы 6-9, в которых при продавливании струи расплава полимера на поверхности профильного изделия не образуется следов от мест соединения основных элементов, и мебельный полозок выходит высокого качества с глянцевой поверхностью.
Предлагаемое изобретение наиболее полезно при производстве мебельного полозка.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ-45, имеющим червяк диаметром 45 мм и длиной 1125 мм. Экструзионная головка имела следующие геометрические размеры: диаметр корпуса 150 мм, длина 250 мм, длина формующих каналов составляла 150 мм. Получен мебельный полозок габаритом 9х24 мм с канавками с высотой буртика 5 мм и шириной 6 мм, толщина днища и буртиков 4 мм. Получали мебельный полозок из полистирола ПС-С ГОСТ 20282.
Оптимальный режим экструзии указанного материала при температуре 438-443 К и создаваемом давлении 4,0-5,0 МПа.
Техническая и экономическая эффективность использования предлагаемой многоручьевой экструзионной головки для изготовления полимерного мебельного полозка состоит в том, что она позволяет:
- повысить качество изделия за счет наличия системы охлаждения и достаточно точной подгонки составляющих частей дорна и получить формуемую поверхность мебельного полозка с высокой точностью соблюдения геометрических размеров с ликвидацией застойных зон;
- довести до минимума потери материала из-за симметричного расположения формующих каналов, исключающего неравномерность выхода экструдата;
- повысить производительность экструзии в четыре раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РЕЙКИ | 2010 |
|
RU2484959C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства мебельного полозка. Многоручьевая экструзионная головка для изготовления полимерного мебельного полозка содержит корпус, в котором расположен дорн с системой охлаждения и формующими каналами профильного сечения для полимера. Каналы сообщены с питающим каналом головки. Дорн выполнен разъемным из двух секций сегментного сечения и расположенного между ними вкладыша, выполненного с двумя лысками. Дорн смонтирован относительно продольной оси головки при помощи цилиндрических штифтов. На входе дорн имеет дополнительный элемент, выполненный с двумя направляющими каналами с изменяющимся профилем поперечного сечения. Изобретение позволяет повысить прочностные свойства, жесткость и точность размеров мебельного полозка, повысить производительность. 3 ил.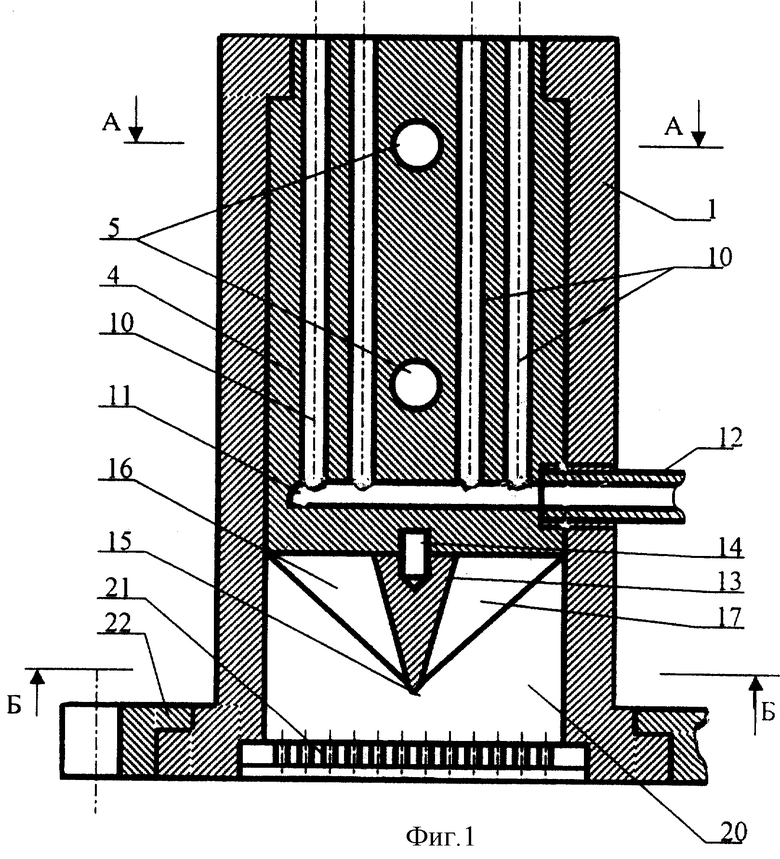
Многоручьевая экструзионная головка для изготовления полимерного мебельного полозка, содержащая корпус, в котором расположен дорн с системой охлаждения и формующими каналами профильного сечения для полимера, сообщающимися с питающим каналом головки, отличающаяся тем, что дорн выполнен разъемным из двух секций сегментного сечения и расположенного между ними вкладыша, выполненного с двумя лысками, причем дорн смонтирован относительно продольной оси головки при помощи цилиндрических штифтов и имеет дополнительный элемент на входе, выполненный с двумя направляющими каналами с изменяющимся профилем поперечного сечения.
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| РЕАГЕНТ-МОДИФИКАТОР | 0 |
|
SU381402A1 |
| US 5382401 А, 17.01.1995 | |||
| DE 4004980 А1, 22.08.1991 | |||
| МАТРИЦА ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 1971 |
|
SU427378A1 |
