Изобретение относится к печи для формования оптических волокон, а также к способу соединения заготовок оптических волокон.
Известна печь для формования оптических волокон, имеющая входное и выходное отверстия, содержащая нагреватель заготовки оптических волокон, подаваемой через входное отверстие, средство для подачи инертного газа через входное отверстие и зажимной патрон заготовки оптических волокон (патент DE, N 4228955, кл. C 03 B 37/02, 1994).
Известен также способ соединения заготовки оптических волокон со вспомогательным кварцевым стержнем, включающий соединение заготовки со вспомогательным кварцевым стержнем меньшего диаметра и установку его в зажимной патрон (патент ЕР, N 0386756, кл. C 03 B 37/029, 1990).
Недостатками известных технических решений является низкое качество изготавливаемого оптического волокна вследствие изменений скорости перемещения и натяжения вытягиваемого оптического волокна и изменения его диаметра.
Техническим результатом изобретения является сведение к минимуму изменения давления в печи даже при наличии локального изменения диаметра, образующегося между заготовкой оптического волокна и вспомогательным кварцевым стержнем, а также сведение к минимуму изменения скорости потока инертных газов в печи.
Кроме того, упрощается соединение заготовки оптических волокон со вспомогательным стержнем и повышается качество оптического волокна.
Это достигается за счет того, что печь для формования оптических волокон, имеющая входное и выходное отверстия, содержащая нагреватель заготовки оптических волокон, подаваемой через входное отверстие, средство для подачи инертного газа через выходное отверстие и зажимной патрон заготовки оптических волокон, снабжена входной втулкой с отверстием, а внутренняя поверхность втулки выполнена с выступами и/или впадинами.
Возможно выполнение в печи, по меньшей мере, одной канавки вдоль внутренней окружности входной втулки, причем канавка может быть выполнена равномерно вокруг окружности и с постоянной глубиной.
Глубина канавки может составлять, по меньшей мере, 0,5 мм, ширина канавки может составлять, по меньшей мере, 1 мм, а осевая длина втулки по меньшей мере, 10 мм.
Целесообразно, чтобы печь была снабжена более, чем одной канавкой, а расстояние между канавками составляло, по меньшей мере, 1 мм.
Осевая длина и внутренний диаметр внутренней втулки может составлять, соответственно, 450 мм и 53 мм, глубина каждой канавки - 1,5 мм, ширина каждой канавки - 5 мм и расстояние между канавками - 5 мм.
Входная втулка может включать в себя, по меньшей мере, две таких канавки разной глубины, а нагреватель может включать в себя электрический нагревательный элемент.
Печь может дополнительно включать в себя изолятор, окружающий нагревательный элемент для предотвращения выброса тепла, вырабатываемого нагревательным элементом, в окружающую среду, а также дополнительно включать в себя графитовую нижнюю втулку, окруженную нагревательным элементом и расположенную рядом с выходным отверстием.
Средство, устанавливающее поток инертного газа, может содержать газовый диффузор, расположенный рядом со входной втулкой и нижней частью нагревательного элемента.
Выходное отверстие может быть ограничено регулируемой диафрагмой, выполненной в выступающем блоке.
Печь в сочетании с заготовкой оптических волокон может иметь внутренний диаметр входной втулки больше, чем диаметр заготовки, по меньшей мере, на 0,5 мм, но не более, чем на 8 мм.
Технический результат достигается также тем, что в способе соединения заготовок оптических волокон со вспомогательным кварцевым стержнем, включающим соединение заготовки со вспомогательным кварцевым стержнем меньшего диаметра и установку его в зажимной патрон, перед установкой в зажимной патрон вспомогательный кварцевый стержень вставляют во вспомогательную кварцевую трубку.
Целесообразно вставлять вспомогательный кварцевый стержень так, чтобы кварцевая трубка упиралась в заготовку.
Возможно образование между внутренним диаметром вспомогательной кварцевой трубки и наружным диаметром вспомогательного кварцевого стержня зазора величиной 0,5 - 4 мм.
Целесообразно, чтобы наружный диаметр вспомогательной кварцевой трубки по существу был тот же, что и у заготовки, либо наружный диаметр вспомогательной кварцевой трубки отличался от наружного диаметра заготовки не более, чем на ±0,5 мм.
Длина вспомогательной кварцевой трубки может быть больше 50 мм.
Целесообразно использование совместно, по меньшей мере, двух кварцевых трубок длиной менее 50 мм для образования составной кварцевой трубки, имеющей общую длину более 50 мм.
Ниже изобретение описано на примере со ссылками на прилагаемые чертежи, где:
на фиг. 1 изображена общая блок-схема устройства для формования оптических волокон;
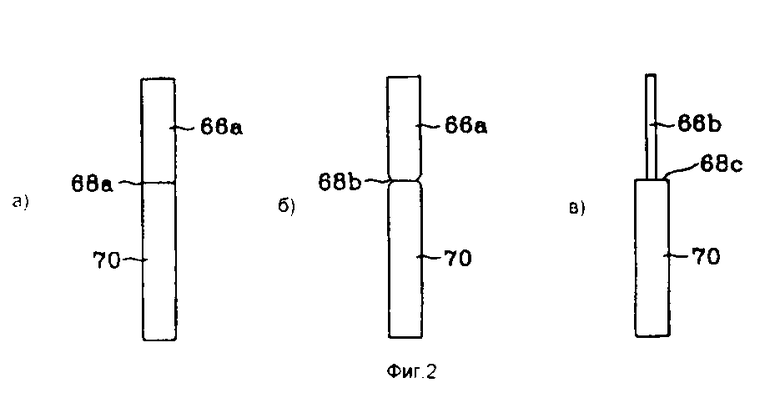
на фиг. 2а, б, в схематически изображены конструкции заготовки оптического волокна, когда заготовка соединена со вспомогательным кварцевым стержнем в соответствии с известным уровнем техники;
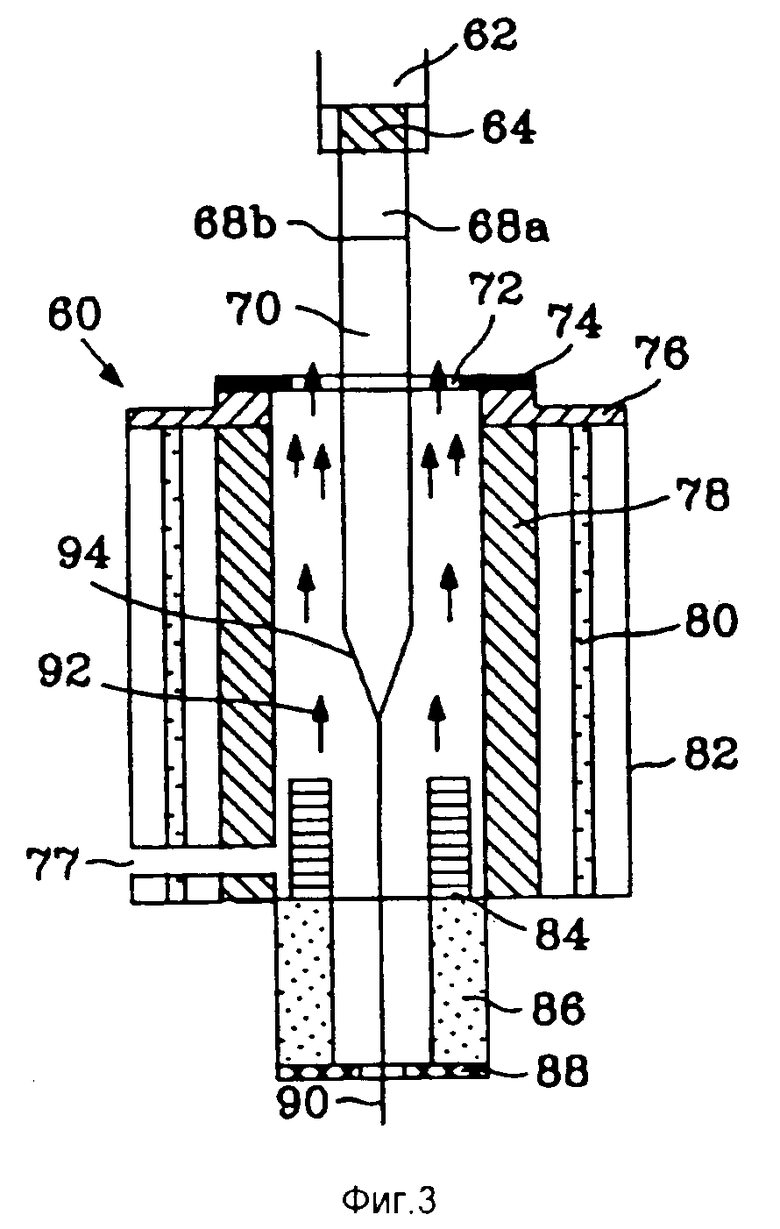
на фиг. 3 приведен разрез, изображающий конструкцию печи обычного устройства для формования оптических волокон, выполненного в соответствии с известным уровнем техники;
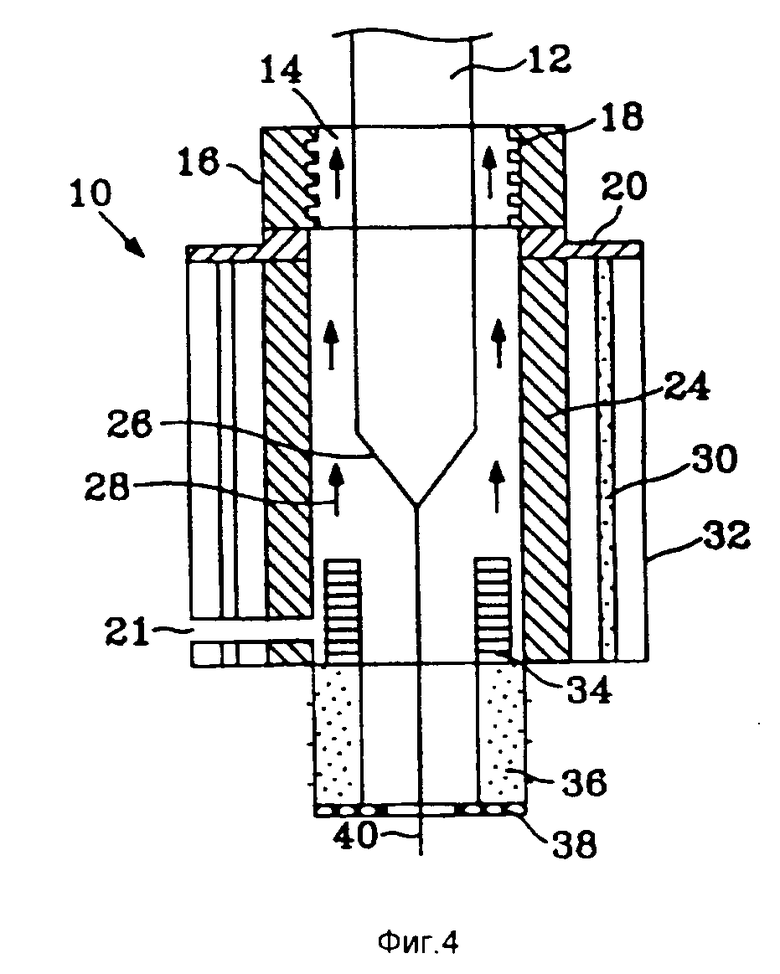
на фиг. 4 приведен разрез, изображающий конструкцию печи устройства для формования оптических волокон в соответствии с настоящим изобретением;
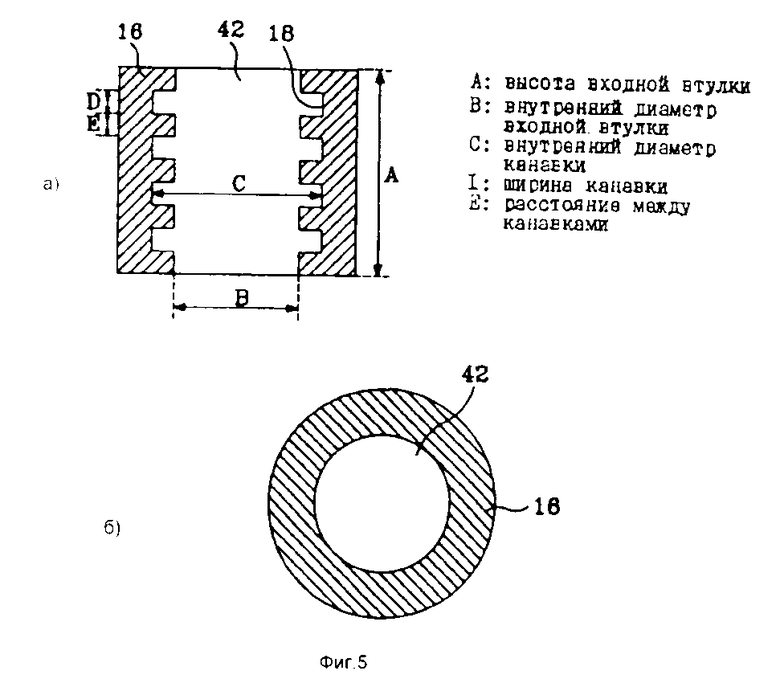
на фиг. 5а, б схематически изображены разрезы, показывающие конструкцию входной втулки, установленной на верхнем торце печи в соответствии с настоящим изобретением;
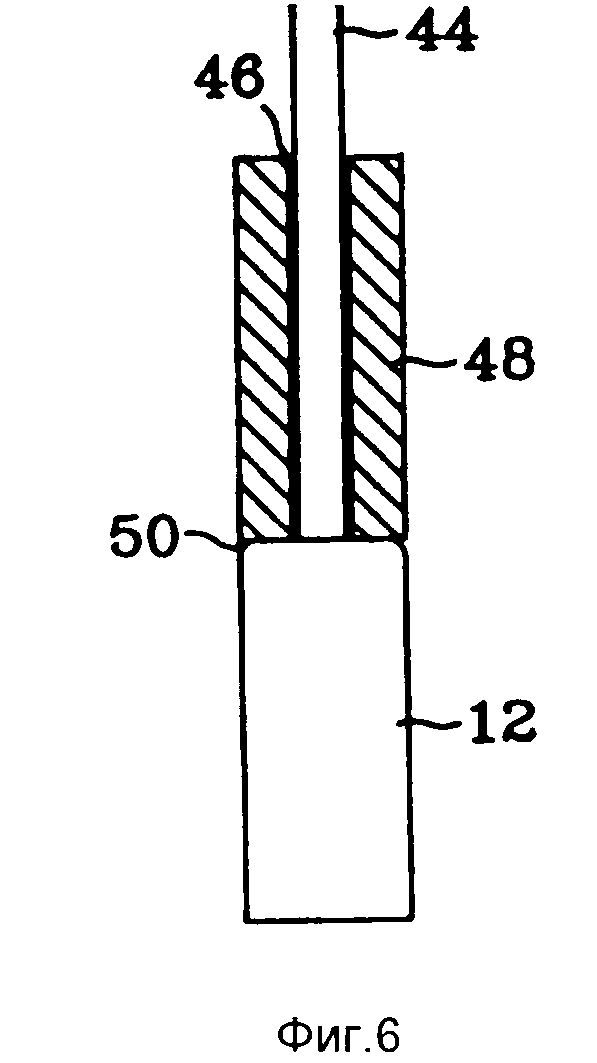
на фиг. 6 изображена конструкция основания оптических волокон, когда заготовка соединена со вспомогательными кварцевыми стержнем и трубкой в соответствии с настоящим изобретением; и
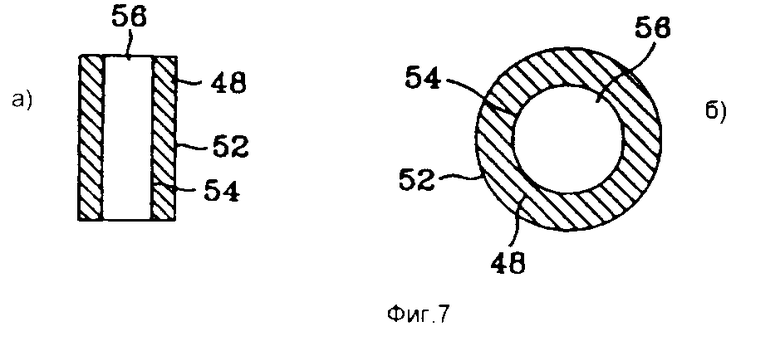
на фиг. 7а, б изображена конструкция, применяемая в настоящем изобретении, используемая для поддержания равными диаметров вспомогательной кварцевой трубки и заготовки оптических волокон.
Предпочтительный конкретный вариант выполнения будет описан подробнее со ссылками на прилагаемые чертежи.
Известный способ соединения заготовки оптических волокон с вспомогательным кварцевым стержнем поясняется на фиг. 1.
Заготовку 100 оптических волокон медленно подают в печь 102 с помощью механизма регулятора положения 116. Температура внутри печи, как правило, составляет несколько тысяч градусов Цельсия, обычно - 2100 - 2300oC. Эта температура позволяет вытягивать оптическое волокно 118 без покрытия из заготовки 100 через конический конец. Натяжной барабан 110 обеспечивает вытягивающее усилие, прикладываемое к оптическому волокну 118 без покрытия. Датчик 104 наружного диаметра определяет, соответствует ли наружный диаметр оптического волокна заданной величине (обычно - 125 мкм), и выдает результат в регулятор диаметра 114. Регулятор диаметра 114 управляет натяжным барабаном 110 для поддержания диаметра оптического волокна без покрытия на уровне 125 мкм. По управляющим сигналам от регулятора диаметра 114 происходит вращение натяжного барабана 110, за счет чего можно регулировать вытягивающее натяжение, приложенное к оптическому волокну. Блок 106 нанесения первичного покрытия и блок 108 нанесения вторичного покрытия наносят на опускающееся оптическое волокно защитную полиакриловую смолу или защитную кремнийорганическую смолу. Эту операцию проводят на относительно холодных оптических волокнах без покрытия. После проведения вышеупомянутого процесса оптическое волокно, вытягиваемое с помощью вытягивающего натяжения натяжного барабана 110, сматывают вокруг бобины 112.
На фиг. 3 приведен разрез, изображающий конструкцию печи обычного устройства для формования оптических волокон. Внутри печи 60, которая расплавляет заготовку 70 при высокой температуре для формования и вытягивания оптического волокна 90, установлен нагревательный элемент 70 для выработки большого количества тепла путем контактного электронагрева. Вокруг нагревательного элемента 78 установлен изолятор 80, чтобы предотвратить передачу тепла, вырабатываемого нагревательным элементом 78, в окружающую среду. У нижнего торца в нагревательном элементе 78 установлена нижняя втулка 84, выполненная из графита. В верхней части нагревательного элемента 78 установлен газовый диффузор 76 для подачи инертных газов 92. Газовый диффузор 76 имеет тонкую кварцевую трубку 74, установленную на его верхнем торце, для выделения инертных газов 92. Снизу на выступающем блоке 86, установленном на нижнем торце печи 60, установлена диафрагма 88 для регулирования размера отверстия, через которое вытягивают оптическое волокно 90.
Вышеуказанное устройство для формования оптических волокон расплавляет заготовку 70 при высокой температуре, обычно - свыше 2000oC, в печи 60 для формования оптического волокна 90 диаметром 125 мкм. Как правило, используют печь сопротивления с графитовым нагревательным элементом. Однако, печь сопротивления 60 с графитовым нагревательным элементом способствует образованию порошка графита при высокой температуре, и это может оказать негативное влияние на механические свойства оптического волокна 90.
По это причине печь сопротивления 60 с графитовым нагревательным элементом оснащена газовым диффузором 76, 77. Газовый диффузор 76, 77 обеспечивает протекание инертного газа, например - аргона или гелия, в печи 60, чтобы получить однородное оптическое волокно 90. Затем инертный газ выходит из печи через первый зазор 72, образованный между тонкой кварцевой трубкой 74 и заготовкой 70, расположенной на верхнем торце печи 60. При обычном давлении внутри печи, прикладываемом подаваемыми инертными газами 92, и равномерном потоке инертных газов 92, условия в печи должны быть установившимися. Чтобы получить эти условия, устанавливают тонкую кварцевую трубку 74 на верхнем торце печи 60, так, что заготовка 70 вводится через кварцевую трубку 74 и движется к центру печи 60, при этом зазор между кварцевой трубкой 74 и заготовкой 70 поддерживается на уровне приблизительно 1 мм.
В печи 60, имеющей вышеописанную конструкцию, условия внутри печи 60 резко изменяются, когда заготовка 70 с медленно изменяющимся диаметром проходит через верхнюю область печи 60. Это происходит потому, что инертные газы 92 выходят из печи при отсутствии какого бы то ни было ограничения, основанного на имеющемся опыте производства, в результате чего происходит ухудшение качества изготавливаемого оптического волокна 90.
Когда для формования оптического волокна 90 используют заготовку 70 большого диаметра, нужно устанавливать заготовку 70 в зажимном патроне 62 устройства для формования оптических волокон. По меньшей мере, 200 мм заготовки 70 не используются при формовании оптических волокон 90, так как для установки в зажимном патроне 62 требуются некоторая длина заготовки (приблизительно 50 мм) и некоторое расстояние (приблизительно 150 мм) между кварцевой трубкой 74 вверху и областью 26 плавления заготовки. Поэтому для полного использования дорогостоящей заготовки при обычной технологии предусмотрено прикрепление вспомогательного кварцевого стержня, обозначенного позициями 66a и 66b, к одному концу заготовки, как показано на фиг. 2а, фиг. 2б и фиг. 2в.
Наилучшее соединение при операции формования оптических волокон достигается тогда, когда кварцевый стержень 66a и заготовка 70 имеют один и тот же диаметр и плавно соединены воедино, как показано позицией 68a. Однако, в случае заготовок 70 большого диаметра, т.е. 40 - 80 мм, очень трудно плавно соединить вспомогательный кварцевый стержень 66a того же диаметра с заготовкой 70, чтобы получить конструктивный элемент типа 68a. Даже если такое соединение возможно, процесс соединения занимает много времени, и диаметр соединения между заготовкой 70 и вспомогательным кварцевым стержнем быстро изменяется, как показывает позиция 68a, так что соединение по окружности заготовки 70 получается неравномерным, и поэтому заготовка при перемещении легко ломается в области соединения. Эти проблемы возникают чаще с увеличением диаметра заготовки 70.
При другом способе, основанном на известных технических решениях, используют кварцевый стержень 66b, диаметр которого меньше, чем диаметр заготовки 70, как показано на фиг.2С. Однако, резкое изменение диаметра, как показано позицией 68c, вызывает изменение давления и скорости потока инертных газов 92 в печи 60, как только соединение попадает в печь 60, так что качество изготавливаемого оптического волокна снижается ввиду изменений скорости перемещения и натяжения вытягиваемого оптического волокна и изменения его диаметра.
Поэтому для использования заготовки 70 большого диаметра в печи сопротивления 60 с графитовым нагревательным элементом соединение между заготовкой и вспомогательными кварцевыми стержнями 66a и 66b, а также диаметр заготовки 70 по всей ее длине должны быть одинаковыми без каких бы то ни было резких изменений. Однако, поскольку становится труднее плавно соединить заготовку 70 со вспомогательными кварцевыми стержнями 66a и 66b, так как диаметр заготовки 70 увеличивается, оптические волокна 90, формуемые из заготовки 70 в пределах 200 мм от ее конца, имеют изменяющийся диаметр, что сказывается в неудовлетворительном качестве оптических волокон 90.
На фиг. 5а и фиг. 5б приведены разрезы печи и внутренней втулки устройства, для формования оптических волокон, соответствующего настоящему изобретению, в котором в печи 10 установлен нагревательный элемент 24 для создания высоких температур путем контактного электронагрева. Элемент 10 расплавляет заготовку 12, обеспечивая вытягивание оптического волокна 40. Вокруг нагревательного элемента 24 установлен изолятор 30 для предотвращения передачи тепла, вырабатываемого нагревательным элементом 24, в окружающую среду. В нижней части нагревательного элемента 24 установлена графитовая нижняя втулка 34. Посредством газового диффузора 20 и 21, установленного на верхнем торце нагревательного элемента 24, подаются инертные газы 28. На верхнем торце газового диффузора 20 соосно центральной оси нагревательного элемента 24 установлена входная втулка 16, чтобы свести к минимуму флуктуацию давления внутри нагревательного элемента 24 и изменение скорости потока инертных газов 28. Внутренний диаметр входной втулки 16 больше, чем диаметр заготовки 12, по меньшей мере, на 0,5 мм, но не более, чем на 8 мм.
Входная втулка 16 выполнена, по меньшей мере, с одной равномерной канавкой 18 вдоль ее внутренней окружности, чтобы предотвратить большое сопротивление потоку выходящих инертных газов 28. Внутренний диаметр B канавки 18 больше, чем внутренний диаметр C внутренней втулки, по меньшей мере, на 1 мм (т. е., ее глубина составляет, по меньшей мере, 0,5 мм), ширина D канавки 18 составляет, по меньшей мере 1 мм, расстояние E между канавками составляет, по меньшей мере, 1 мм, и высота A входной втулки 16 составляет, по меньшей мере 10 мм. Кроме того, форма входной втулки 16 такова, что высота A и внутренний диаметр B входной втулки 16 составляют, соответственно, 450 мм и 53 мм, внутренний диаметр C канавки 18 составляет 56 мм (т.е. глубина составляет 1,5 мм), ширина D канавки 18 составляет 5 мм. Можно выполнить, по меньшей мере, две канавки разного диаметра.
Снизу на выступающем блоке 36, установленном под печью 10, выполнена диафрагма 38 для регулирования размера отверстия, через которое вытягивают оптические волокна.
В такой печи заготовку 12 оптических волокон вводят в печь через центр входной втулки 16, а инертные газы 28 выходят из печи через первый зазор 14 между заготовкой 12 и втулкой 16. Хотя инертные газы 28 выходят из печи, влияние условий внутри печи 10 относительно невелико, поскольку входная втулка 16 печи 10 выполнена с высотой A, большей, чем высота в случае известной печи 60, и внутренняя поверхность втулки 16 имеет множество канавок 18 разного диаметра, позволяя получить таким образом большое сопротивление инертным газам 28, когда они выходят из печи 10 через первый зазор 14.
Следовательно, печь может свести к минимуму снижение качества оптических волокон, вытекающее из изменения условий внутри печи, даже тогда, когда заготовка соединена со вспомогательным кварцевым стержнем так, что имеет место некоторое изменение диаметра. Кроме того, печь имеет входную втулку, которая сводит к минимуму флуктуацию скорости потока инертных газов и давления внутри печи даже тогда, когда заготовка соединена со вспомогательным кварцевым стержнем с некоторыми локальными изменениями диаметра.
На фиг. 6, 7а, б изображены разрезы, иллюстрирующие способ и устройство для соединения заготовки оптических волокон со вспомогательными кварцевыми стержнем и трубкой.
Способ соединения заготовки 12 со вспомогательным кварцевыми стержнем 44 будет описан ниже со ссылками на фиг. 6.
Первая операция состоит в том, что соединяют заготовку со вспомогательным стержнем меньшего диаметра, чем диаметр заготовки 12, что легко осуществимо ввиду меньшего диаметра кварцевого стержня 44.
Вторая операция заключается в том, что вспомогательную кварцевую трубку 48, выполненную из того же материала, что и заготовка 12, устанавливают вокруг кварцевого стержня меньшего диаметра, а потом оставляют на верхнем торце заготовки 12, чтобы предотвратить возникновение проблем при формировании оптического волокна 40, связанных большими изменениями диаметра между вспомогательным кварцевым стержнем 44 и заготовкой 12 оптических волокон. Внутренний диаметр конструкции кварцевой трубки таков, что образуется второй зазор 46 заданного размера, тогда кварцевая трубка 48 охватывает вспомогательный кварцевый стержень 44. Второй зазор имеет величину более 0,5 мм и менее 4 мм. Наружный диаметр кварцевой трубки 48 может отличаться от наружного диаметра заготовки на ±0,5 мм. Длина кварцевой трубки 48 превышает 50 мм, или можно использовать совместно более двух кварцевых трубок меньшей длины для получения общей длины более 50 мм.
Третья операция заключается в том, что устанавливают заготовку 12, соединенную с кварцевым стержнем 44 и кварцевой трубкой 48, в зажимной патрон 62 устройства для формования оптических волокон и формуют оптические волокна 40.
Когда заготовка 12 выполнена согласно вышеизложенному, соединение между кварцевой трубкой 48 и заготовкой 12 несколько вдавлено внутрь. Это происходит потому, что когда заготовку 12 и кварцевый стержень 44 нагревают перед их соединением, пламя горелки охватывает острые кромки заготовки. Это небольшое вдавливание создает внутри печи сопротивления 60 с графитовым нагревательным элементом условия, соответствующие изменениям, известным из предшествующего уровня техники, как только зазор проходит печь 60. Но, если использовать входную втулку 16 в печи согласно настоящему изобретению, то зазор, образовавшийся в соединении 50 между заготовкой 12 и вспомогательным кварцевым стержнем 44, не оказывает влияния на условия внутри печи 10.
Следовательно, вышеуказанный способ обладает следующими преимуществами. Его легко применять, поскольку кварцевую трубку легко прикрепить к заготовке оптических волокон и вспомогательному стержню и открепить от них. Способ снижает издержки производства ввиду повышенной возможности повторного использования. Соединение очень легко выполнить, когда соединяют заготовку большого диаметра со вспомогательным кварцевым стержнем.
Изобретение относится к печи и способу формования оптических волокон. Устройство включает в себя печь для формования оптических волокон, имеющую входное и выходное отверстия. Предусмотрен нагревательный элемент для нагрева заготовки оптических волокон, подаваемой внутрь через входное отверстие, с тем, чтобы обеспечить вытягивание оптического волокна без покрытия из выходного отверстия. Создают поток инертного газа изнутри печи через входное отверстие. Внутренняя поверхность входной втулки, в которой выполнено входное отверстие, включает в себя выступы или впадины, которые увеличивают ее сопротивление потоку выходящего инертного газа. Способ заключается в том, что соединяют заготовку со вспомогательным кварцевым стержнем меньшего диаметра, вставляют вспомогательную кварцевую трубку поверх вспомогательного кварцевого стержня так, что кварцевая трубка упирается в заготовку, и устанавливают заготовку и кварцевый стержень и трубку в зажимной патрон устройства для формования оптических волокон. Техническим результатом изобретения является сведение к минимуму изменения давления в печи и изменения скорости потока инертных газов в печи. 2 с. и 18 з.п. ф-лы, 7 ил.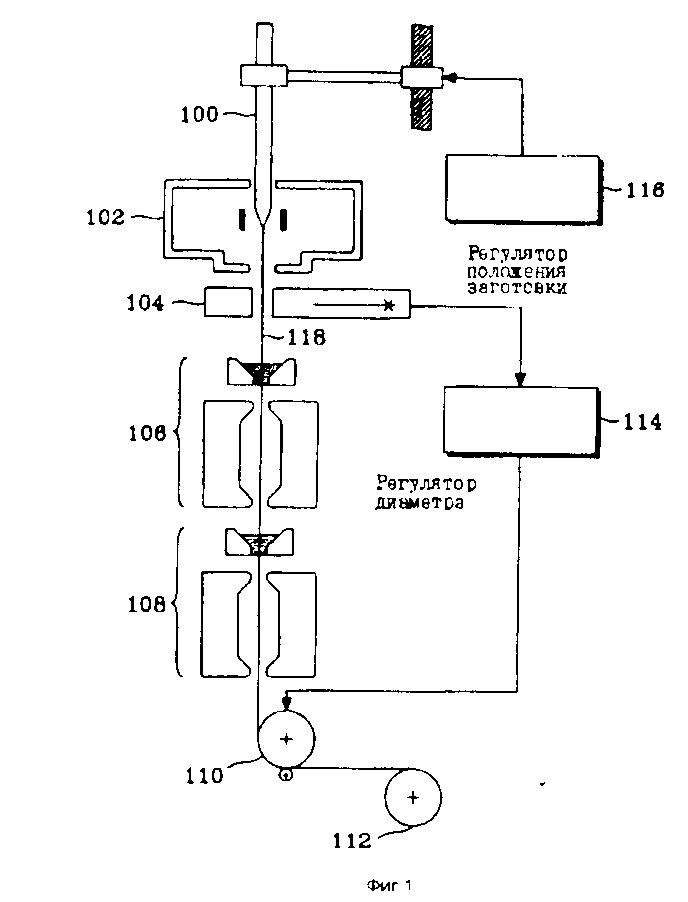
| ПРИЕМНИК ДЛЯ УЛАВЛИВАНИЯ ПЫЛИ И СТРУЖЕК К ТОРЦОВОЧНОМУ СТАНКУ | 0 |
|
SU386756A1 |
| DE 4228955 А1, 03.03.94 | |||
| Устройство для получения минеральных волокон из термопластичного материала | 1988 |
|
SU1520025A1 |

