Изобретение относится к области обработки металлов давлением, к волочению проволоки с нагревом в жидком теплоносителе, и может быть использовано при производстве проволоки из малопластичных (тугоплавких) металлов.
Известно устройство для теплового волочения, состоящее из корпуса в виде обогреваемого барабана и установленной в ней ванны для жидкого теплоносителя (расплава) с размещенной на выходе из нее волокой, а также кольцевыми патрубками, смонтированными в торцевых расточках корпуса концентрично оси волочения и снабженного выполненной в виде змеевиков, охватывающих патрубки, системой охлаждения расплава. (Авт.св. СССР N 812372, опубл. 15.03.81, БИ N 10).
Однако известное устройство не обеспечивает достаточно высокой производительности процесса волочения, т.к. требуются большие затраты времени на подготовительные операции по пробиванию пробок затвердевшего жидкого теплоносителя в торцевых участках патрубков ванны, что ведет к возникновению противонатяжения в проволоке, входящей в волоку и неравномерной деформации проволоки за волокой, а следовательно, к снижению качества проволоки.
Наиболее близким по совокупности существенных признаков является устройство для теплового волочения проволоки, включающее в себя ванну в виде открытой цилиндрической полости, в передней торцевой стенке которой выполнен щелевой паз, размещенный радиально вертикальной оси волоки, передний конец корпуса закреплен шарнирно, задний - установлен с возможностью перемещения в вертикальной плоскости для опускания зеркала расплава ниже оси волочения и снабжен хвостовиком, упирающимся на эксцентрик, кроме того ванна снабжена крышкой с установленными в ней направляющими скобами (Авт. св. СССР N 1369847, опубл. 30.01.88, БИ N 4).
Однако известное устройство также не обеспечивает необходимой производительности и надежности волочения проволоки, т.к. при ее обрыве и окончании процесса волочения волока смещается от щелевого паза, и при несвоевременном повороте эксцентрика жидкий теплоноситель вытекает в паз, а при значительном смещении волокна выпадает в нижнюю часть ванны, что затрудняет ее извлечение из теплоносителя. В результате для поддержания необходимого уровня жидкого теплоносителя требуется добавление новых компонентов, что связано с потерями времени, а также с дополнительными трудозатратами и энергозатратами.
Основной задачей изобретения является повышение производительности и надежности работы устройства, а также снижение трудоемкости и энергоемкости при его обслуживании за счет исключения вытекания жидкого теплоносителя из ванны.
Для решения поставленной задачи заявляемое устройство содержит следующую совокупность существенных признаков: устройство для волочения проволоки с нагревом в жидком теплоносителе, включающее ванну в виде открытой цилиндрической полости, в передней торцевой стенке которой соосно вертикальной оси волоки выполнен щелевой паз, шарнирно закрепленную на опоре и снабженную в верхней части крышкой с размещенными в ней направляющими скобами, причем шарнирное крепление ванны производят эксцентрично относительно центра тяжести ее на расстоянии, составляющем 0,05-0,3 расстояния от центра тяжести ванны до его переднего торца, волока в переднем торце ванны закреплена посредством скобы, а на опоре в зоне заднего торца ванны выполнен регулируемый по высоте упор.
По отношению к прототипу у предлагаемого устройства имеются следующие отличительные признаки: шарнирное крепление ванны производят эксцентрично относительно центра тяжести на расстоянии, составляющем 0,05 - 0,3 расстояния от центра тяжести ванны до ее переднего торца. В результате чего, при обрыве проволоки или по окончании волочения под действием момента относительно шарнирного крепления, ванна автоматически откидывается назад, зеркало расплава опускается ниже щелевого паза, не допуская вытекания расплава. На опоре в зоне заднего торца ванны выполнен регулируемый по высоте упор, что позволяет использовать волоки с различным наружным и внутренним диаметром, регулируя угол наклона ванны, а следовательно, положение зеркала теплоносителя относительно волоки, щелевого паза и стенок ванны. Крепление волокон в переднем торце ванны осуществляется с помощью скобы, что предотвращает ее опрокидывание в жидкий теплоноситель при обрыве проволоки или окончании процесса волочения.
Между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь: шарнирное крепление ванны, эксцентрично выполненное относительно ее центра тяжести на расстоянии, составляющем 0,05-0,3 расстояния от центра тяжести ванны до ее переднего конца, создает возможность саморегулирования положения зеркала жидкого теплоносителя относительно волоки. Тем самым исключается возможность вытекания теплоносителя через отверстие волоки и отпадает необходимость в частом добавлении компонентов жидкого теплоносителя в ванну для поддержания требуемого уровня его, сокращается время на расплавление компонентов и выравнивание температуры по всему объему ванны, исключаются дополнительные энергозатраты. Саморегулирование положения зеркала теплоносителя в ванне позволяет одному рабочему обслуживать несколько установок. Это приводит к снижению трудоемкости процесса волочения и повышению его производительности. Если шарнирное крепление ванны производить на расстоянии от центра тяжести, меньшем 0,05 расстояния от центра тяжести ванны до ее переднего торца, то при обрыве проволоки или по окончании процесса волочения значительно увеличивается время опрокидывания ванны и часть расплава успеет вытечь через отверстие волоки. Если же шарнирное крепление ванны производить на расстоянии, большем 0,3 расстояния от центра тяжести ванны до ее переднего торца, то после окончания процесса волочения или при обрыве проволоки будет происходить резкое опрокидывание ванны до упора и в результате может возникнуть волна теплоносителя, которая выплеснется через заднюю торцевую стенку ванны.
Установка регулируемого по высоте упора позволяет использовать волоки с различным диаметром отверстия, что значительно снижает трудоемкость перенастройки оборудования при переходе на другой типоразмер проволоки.
Закрепление волоки в переднем торце ванны с помощью скобы предотвращает ее опрокидывание в нижнюю часть ванны при обрыве, что значительно облегчает извлечение волоки из ванны для заправки проволоки или при переходе на другой типоразмер. Это также приводит к снижению трудоемкости процесса волочения и повышению его производительности и качества получаемой проволоки.
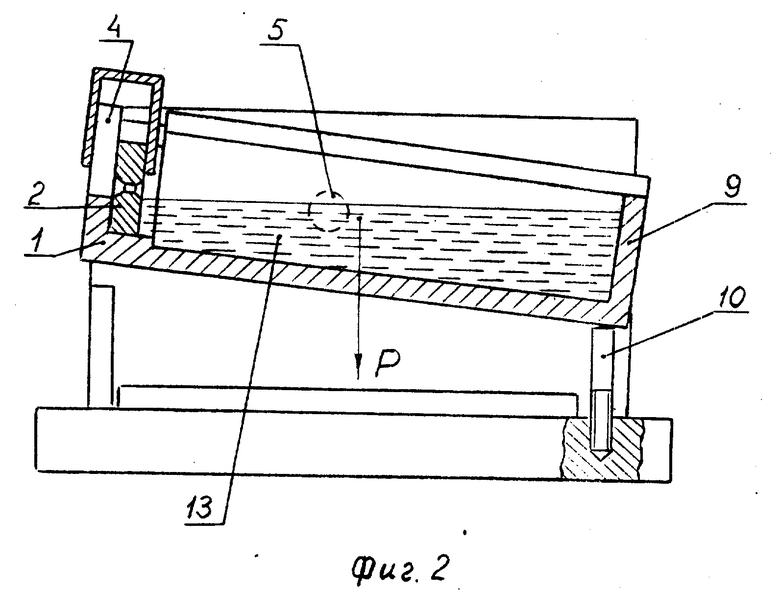
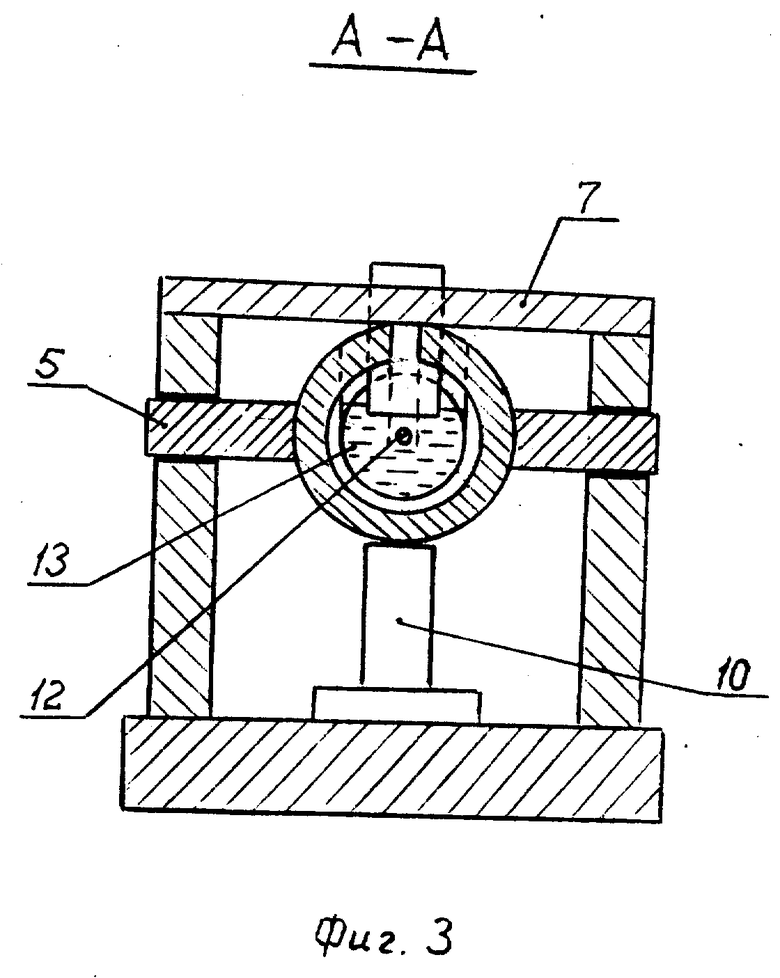
На фиг. 1,2 представлен продольный разрез устройства для волочения проволоки (фиг. 1 - в процессе волочения; фиг.2 - после окончания волочения или после обрыва проволоки), на фиг.3 - разрез по А-А.
Заявляемое согласно формуле изобретения устройство для волочения проволоки с нагревом в жидком теплоносителе включает ванну 1 в виде открытой цилиндрической полости, в передней торцевой стенке которой соосно вертикальной оси волоки 2, закрепленной скобой 3, выполнен щелевой паз 4, посредством шарнира 5 ванна 1 эксцентрично закреплена на опоре 6 и снабжена в верхней части крышкой 7 с размещенными на ней направляющими скобами 8. В зоне заднего торца 9 выполнен регулируемый по высоте упор 10. Под ванной 1 установлена газовая горелка 11.
В рабочем положении ванна 1 за счет силы F, приложенной к переднему концу проволоки 12, погруженной в расплав 13, прижата к переднему концу проволоки 12, погруженной в расплав 13, прижата к переднему упору 14. Исходное положении ванны 1 до волочения или после завершения процесса волочения показано на фиг.2. Ванна 1 опирается на регулируемый по высоте упор 10, зеркало расплава 13 не закрывает отверстия волоки 2 и находится ниже щелевого паза 4. На фиг. 3 показан разрез по А-А.
Работа предлагаемого устройства для волочения проволоки в жидком теплоносителе осуществляется в следующей последовательности.
Перед началом работы ванну 1 заполняют компонентами теплоносителя 13, которые расплавляют и нагревают до температуры 700 - 1000oC с помощью газовой горелки 11. Под действием силы P ванна находится в наклонном положении, задний торец ванны 9 упирается на регулируемый по высоте упор 10, зеркало теплоносителя 13 при этом не достигает щелевого паза 4, что предотвращает вытекание его из ванны. Для заправки заготовки 12 в волоку 2 поднимают крышку 7, в передний конец ванны устанавливают волоку, которую закрепляют с помощью скобы 3. В волоку заправляют заостренный конец заготовки. Для погружения заготовки в теплоноситель крышка 7 с направляющими скобами 8 опускается, при этом устраняется разбрызгивание теплоносителя и уменьшаются потери тепла. Заостренный конец заготовки на выходе из волоки 2 захватывают тянущим устройством, за счет действия силы F задний конец ванны поднимается, ванна прижимается к переднему упору 14, теплоноситель полностью закрывает проволоку, способствуя ее равномерному нагреву и смазке в процессе волочения. Волока, установленная в передней части ванны, также погружена в теплоноситель, что предотвращает его вытекание через щелевой паз 4. После окончания процесса волочения или при обрыве проволоки ванна автоматически опускается за счет момента силы P, возникающего вследствие эксцентриситета "a" шарнирной опоры 5. Задний торец 9 ванны 1 упирается на регулируемый по высоте упор 10, зеркало расплава 13 опускается ниже отверстия волоки 2 и щелевого паза 4, что предохраняет теплоноситель 13 от вытекания из ванны 1.
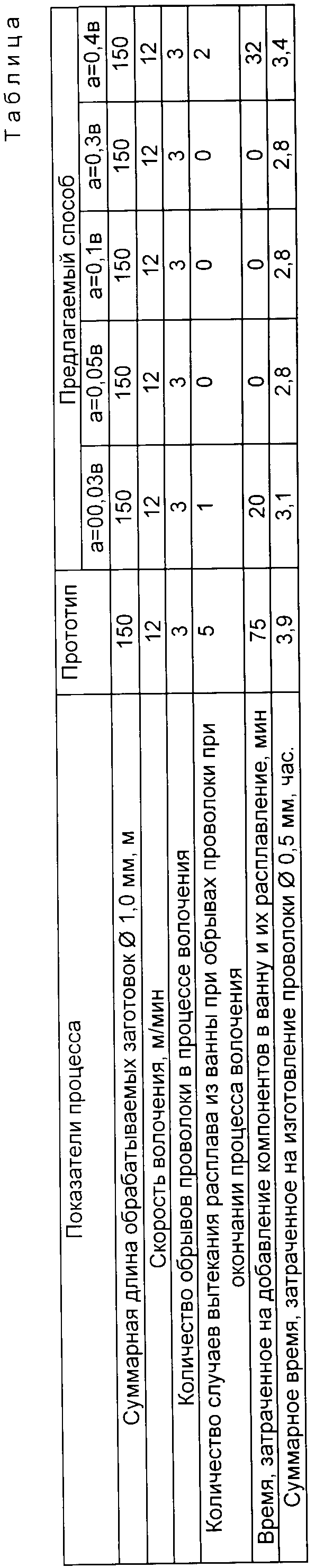
Пример. Предлагаемое устройство опробовали при волочении вольфрамовой проволоки по маршруту 1,00 - 0,87 - 0,76 - 0,66 - 0,58 - 0,5 мм. Температура волочения составляла 800oC согласно технологии обработки вольфрамовой проволоки (см. Справочное пособие: Свойства и применение металлов и сплавов для электровакуумных приборов (Под общ. ред. Р.А.Нилендера., М.: Энергия 1973., с.29).
Для сравнения эффективности устройств обработку проволоки производили также и на установке для волочения (см. прототип). На каждой установке изготовили по 3 бухты проволоки.
В таблице приведены результаты, полученные в процессе изготовления проволоки.
Как видно из таблицы, что суммарное время, затраченное на изготовление проволоки диаметром 0,5 мм с использованием установки-прототипа значительно превышает время изготовления проволоки на предлагаемом устройстве. Сокращение времени при изготовлении одинакового количества металла на предлагаемом устройстве по сравнению с прототипом (повышение производительности) достигается за счет исключения вытекания теплоносителя из ванны после окончания процесса волочения или обрывах проволоки.
При этом сохраняются полезные функции прототипа (обеспечение стабильности диаметра проволоки по длине бухты), а также достигается экономия газа (электроэнергии), отпадает необходимость в применении средств автоматики для регулирования положения зеркала расплава и удорожании устройства, появляется возможность обслуживания нескольких установок одним рабочим. Предлагаемое устройство легко монтируется на действующих станах, предназначенных для волочения проволоки с нагревом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАГРЕВА НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 2000 |
|
RU2197543C2 |
| Устройство для волочения проволоки с нагревом в жидком теплоносителе | 1986 |
|
SU1369847A1 |
| ДИСКОВОЕ ДОЛОТО ФРЕЗЕРНОГО ТИПА | 1996 |
|
RU2116427C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| УСТРОЙСТВО ДЛЯ СЖИГАНИЯ НИЗКОКАЛОРИЙНЫХ ГАЗОВ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2157863C2 |
| СПОСОБ ПРОВЕТРИВАНИЯ КАРЬЕРОВ | 1998 |
|
RU2148717C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ЛИКВИДУС РАСПЛАВОВ ЭЛЕКТРОЛИТОВ В РАБОЧЕЙ ВАННЕ | 2002 |
|
RU2221994C1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ СТАБИЛЬНОГО ПОЛОЖЕНИЯ НИЖНЕЙ ПОДВЕСКИ ПРИВЯЗНОГО АЭРОСТАТА | 1996 |
|
RU2122508C1 |
| ШЛЮЗ ДЛЯ ОБОГАЩЕНИЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2000 |
|
RU2176160C1 |
| БУРОВОЕ ДИСКОВОЕ ДОЛОТО СКАЛЫВАЮЩЕ-РАЗДАВЛИВАЮЩЕГО ТИПА | 1998 |
|
RU2165515C2 |
Изобретение предназначено для волочения проволоки из малопластичных материалов с нагревом в жидком теплоносителе. Устройство содержит ванну в виде открытой цилиндрической полости. Ванна шарнирно закреплена на опоре, размещенной в зоне ее заднего торца. Верхняя часть ванны снабжена крышкой со скобами. В переднем торце ванны соосно вертикальной оси волоки выполнен щелевой паз. Шарнирное крепление ванны выполнено эксцентрично относительно ее центра тяжести со смещением в сторону переднего торца. Волока посредством скобы закреплена в переднем торце ванны. На опоре выполнен регулируемый по высоте паз. Изобретение позволяет снизить трудоемкость и энергоемкость процесса изготовления проволоки за счет исключения вытекания жидкого теплоносителя из ванны. 1 табл., 3 ил.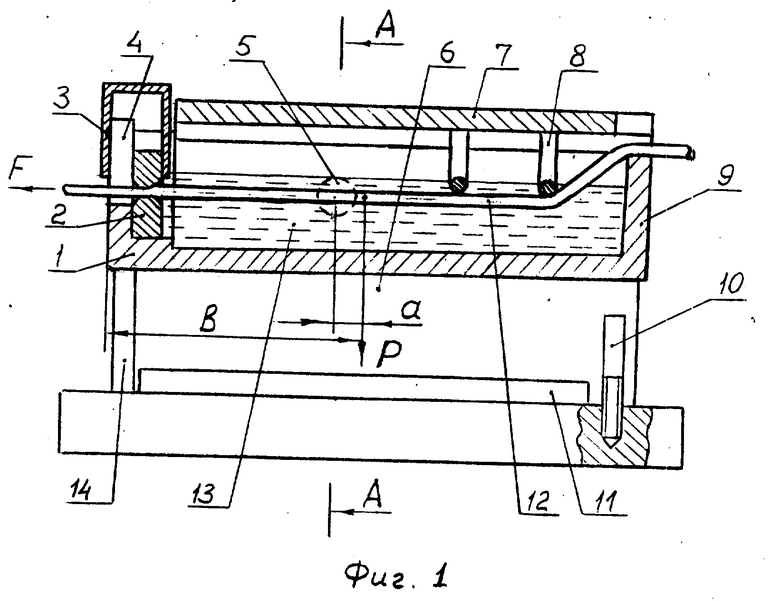
Устройство для волочения проволоки с нагревом в жидком теплоносителе, включающее ванну в виде открытой цилиндрической полости, в передней торцевой стенке которой соосно с вертикальной осью волоки выполнен щелевой паз, шарнирно закрепленную на опоре и снабженную в верхней части крышкой с размещенными в ней направляющими скобами, отличающееся тем, что шарнирное крепление ванны производят эксцентрично относительно ее центра тяжести на расстоянии, составляющем 0,05 - 0,3 расстояния от центра тяжести ванны до ее переднего торца, волока в переднем торце ванны закреплена посредством скобы, а на опоре в зоне заднего торца ванны выполнен регулируемый по высоте упор.
| SU, авторское свидетельство, 812372, B 21 C 1/02, 15.03.81 | |||
| SU, авторское свидетельство, 1369847, B 21 C 1/02, 30.01.88. |
