Изобретение относится к способам и устройствам для обработки металлов, а именно к способам для облегчения разборки механических узлов, которые крепятся резьбовыми соединениями или штифтуются.
Известны способы для демонтажа резьбовых элементов соединений во время ремонта на промышленных предприятиях, при котором подвергают гайки нагреву. В результате нагрева гаек в резьбовом зазоре увеличивается разность диаметров, что вызывает уменьшение прилагаемого момента расцепления [1].
Указанный способ не может быть использован во время ремонта в тех случаях, когда надо извлекать из отверстия труднообрабатываемые (закаленные) штифты, винты, болты с потайными головками, у которых по тем или иным причинам нарушено гнездо закаленной головки под приложение крутящего момента из габаритных и корпусных деталей, например, коленчатых валов двигателей внутреннего сгорания.
Известен способ демонтажа элементов соединений, при котором охватываемый демонтируемый элемент высверливают из отверстия охватывающей детали
Данное известное техническое решение [2] является более близким по технической сущности к заявленному и может быть принято в качестве прототипа.
Указанное техническое решение, предложенное в качестве прототипа, малоэффективно во время ремонта в тех случаях, когда надо извлекать из отверстия труднообрабатываемые (закаленные) штифты, болты и винта из габаритных и корпусных деталей, например, при демонтаже коленчатых валов с противовесами двигателей внутреннего сгорания.
Технический результат от использования предлагаемого изобретения заключается в том, что оно позволяет извлекать из отверстия труднообрабатываемые (закаленные) соединительные элементы, штифты, болты, винты.
Это достигается тем, что в способе демонтажа элементов соединений, при котором демонтируемый охватываемый элемент высверливают из отверстия охватывающей детали, предварительно демонтируемый элемент локально нагревают до температуры разупрочнения его материала трением вращающегося сверла.
На фиг. 1 представлена схема способа демонтажа элементов соединений; на фиг. 1a- способ разогрева штифта, на фиг.1b - способ разогрева винта; на фиг1c - способ разогрева болта.
Способ демонтажа элементов соединений осуществляют следующим образом: перед началом высверливания закаленного элемента 1 из демонтируемого узла 2 сначала производят локальный нагрев до температуры разупрочнения закаленного элемента 1. Нагрев производят вращающимся сверлом от 500 до 700 об/мин, в зависимости от обрабатываемого материала и диаметра инструмента. Нагрев происходит за счет контактного трения режущего инструмента 3 (сверла) по закаленному элементу 1. При достижении температуры отпуска происходит разупрочнение высверливаемого элемента, после чего начинается нормальный процесс сверления. При монтаже охватываемый элемент устанавливается в отверстие охватывающий детали с определенным натягом. После высверливания основной массы охватываемого элемента натяг устраняется, поэтому остатки высверливаемого охватываемого элемента извлекаются совместно с выводом сверла из отверстия или легко вынимаются другим способом.
Для увеличения стойкости режущего инструмента (сверла) предварительный нагрев производят вращением инструмента в противоположном направлении.
Для проведения этой операции используют специально заточенный режущий инструмент (сверло) в ущерб режущим свойствам, но способствующий интенсивному трению. Кроме того, сверло должно обладать высокой износостойкостью и теплостойкостью, т.е. обладать свойством сохранять свою твердость, а следовательно, и режущие свойства при высокой температуре нагрева. Твердость и износостойкость у инструмента должны быть, по крайней мере, на порядок выше, чем у обрабатываемого закаленного элемента. В процессе демонтажа сборных узлов приходится вынимать цельные, гладкие цилиндрические и конические штифты, винты и болты с потайными головками, закаленными, как правило, до высокой степени твердости.
Термообработка до высокой степени твердости этих монтажных элементов вызвана, как правило, конструкционной необходимостью, т.к. все эти элементы работают на срез и изгиб.
При демонтаже вышеперечисленных элементов слабым звеном являются: у штифта внутренняя или наружная резьба, у винта и болта является головка под ключ или паз под отвертку. Существует много неразборных узлов, которые штифтуются цельными штифтами без резьбы и всяких зацепов. При высокой степени натяга, дефектах термообработки, загрязненности, коррозии, при многократном использовании элемент, предназначенный для вынимания детали цивилизованным способом, нарушается, значит приостанавливается вся работа. Начинается "хождение по мукам". Существует много традиционных и не традиционных способов изъятия элемента уже "не цивилизованным методом": это выкрашивание, вырубание, выжигание, нагрев специальным нагревателем и наконец специально изготовленным на заказ сверлом из высокопрочного материала.
Все эти методы содержат в себе много отрицательных явлений, которые отрицательно влияют на качество очень ответственных сборных узлов, следовательно применение их нежелательно. Эти проблемы решается предлагаемым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ СЪЁМНИК | 2001 |
|
RU2204468C2 |
| БОЛТ С ОТРЫВНОЙ ГОЛОВКОЙ | 1998 |
|
RU2132978C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВООРУЖЕНИЯ ШТЫРЕВЫХ ШАРОШЕК БУРОВЫХ ДОЛОТ | 2004 |
|
RU2280145C1 |
| Способ восстановления бетонного основания рельсового пути | 2020 |
|
RU2750011C1 |
| СПОСОБ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2384762C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2008 |
|
RU2391199C1 |
| Способ демонтажа поврежденных резьбовых изделий | 2019 |
|
RU2716557C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Устройство для ремонта бетонного основания рельсового пути (варианты) | 2020 |
|
RU2750008C1 |
Способ может быть использован для разработки механических узлов, детали которых соединены резьбовыми соединениями или штифтами. Демонтируемый охватываемый элемент, соединяющий детали узла, локально нагревают до температуры разупрочнения его материала. Нагрев производят трением вращающегося сверла. Затем элемент высверливают из отверстия охватывающей детали. Обеспечивается возможность извлечения из отверстий труднообрабатываемых соединительных элементов. 1 ил.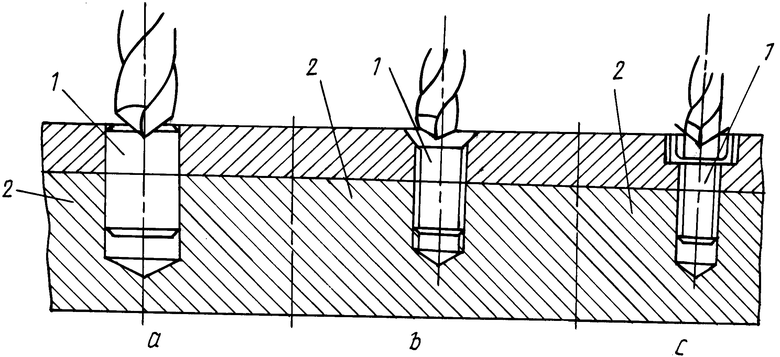
Способ демонтажа элементов соединений, при котором демонтируемый охватываемый элемент высверливают из отверстия охватывающей детали, отличающийся тем, что предварительно демонтируемый элемент локально нагревают до температуры разупрочнения его материала трением вращающегося сверла.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DD, патент, 267455, B 23 P 19/06, 1989 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Семенов В.М | |||
| Нестардартный инструмент для разборочно-сборочных работ | |||
| - М.: Агропромиздат, 1985, с.129-131, с.рис | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |

