Изобретение относится к области буровой техники и используется при строительстве скважин в глубоком и сверхглубоком бурении, а также на горнорудных карьерах при бурении взрывных скважин с продувкой забоя воздухом.
Для надежной работы вооружения штыревых шарошек буровых долот необходимо решать некоторые проблемы, связанные с установкой и закреплением твердосплавных зубков в корпусе шарошки. Это и возможность возникновения трещин вокруг зубков в корпусе шарошки во время запрессовки зубков, и возможность выпадания зубков из гнезд из-за недостаточной величины натяга при запрессовке, и возможность перекоса осей отверстий и зубков при запрессовке, ведущая к сдиранию металла со стенки отверстия и резкому снижению натяга.
Известен способ выполнения вооружения шарошек буровых долот [1], включающий следующие операции: токарную обработку внутренней полости шарошки, токарную обработку наружной поверхности шарошки, насыщение обработанных поверхностей углеродом (цементация), сверление отверстий на венцах, закалку, чистовую развертку отверстий, запрессовку твердосплавных зубков в окончательно обработанные отверстия (гнезда) на венцах основных и обратных конусов с натягом от 0,06 до 0,18 мм, получаемым в системе взаимозаменяемости диаметров зубков и гнезд. Основным недостатком этого способа выполнения вооружения является то, что слишком велик диапазон натяга при запрессовке зубков. При снижении нижнего предела величины натяга, возникающего из-за большого количества циклических нагружений и разгружений на зубки при большом числе оборотов перекатывающейся шарошки, возможно выпадание зубков из отверстий на забой скважины, что резко ухудшает динамику разрушения породы на забое и может спровоцировать заклинку шарошек. При наибольшей же величине натяга возникает другая проблема - возникновение трещин в зоне контакта шарошки с телом зубка.
С целью стабилизации натяга, увеличения его нижнего и снижения верхнего пределов, предотвращающего трещинообразование при запрессовке твердосплавных зубков или возможность их выпадания из гнезд при бурении, большинство мировых ведущих долотных фирм отказалось от способа закрепления зубков с применением системы взаимозаменяемости, при которой любой зубок, выполненный в пределах допуска на диаметр, запрессовывался в любое гнездо, выполненное в пределах допуска на диаметр отверстия после развертки.
При этом способе выполнения вооружения шарошек [2] отверстия под зубки выполнялись сверлением без дополнительной развертки монолитными твердосплавными сверлами, а изменение диапазона натяга достигалось селективным подбором диаметров каждой пары "зубок-отверстие". При таком способе удавалось обеспечить натяг в пределах 0,08÷0,14 мм. Недостатком этого способа является недостаточная стойкость сверл и, как следствие, быстро снижающаяся точность соблюдения размеров отверстий при сверлении поверхностей с твердостью HRc 56 и выше.
С целью обеспечения равномерности первоначального вхождения и предотвращения перекосов зубков в гнездах во время запрессовки, снижающих надежность их закрепления, на хвостовиках зубков другого аналога бурового долота [3] выполнены двойные конические заходные фаски.
В следующем аналоге бурового долота [4] с этой же целью конические заходные фаски выполнены более плавной криволинейной формы.
Оба этих решения способствуют повышению надежности закрепления зубков в корпусе шарошек.
Известен также способ выполнения вооружения шарошек штыревых долот, предлагаемый в патенте [5], в котором также решается проблема повышения надежности закрепления зубков на поверхности шарошек за счет фрезеровки на конической поверхности венцов шарошек плоских площадок, перпендикулярных направлению оси отверстия, под каждый зубок. Этим достигается частичное снятие перед сверлением цементованного слоя, а также 100%-й контакт фасонной фаски зубка с поверхностью шарошки на входе в отверстие, что способствует снижению возможности перекоса осей зубка и отверстия во время запрессовки зубков в гнезда, возникающей при обычной конической поверхности венца.
Однако и в этом решении остается нерешенной серьезная проблема, заключающаяся в необходимости увеличения против оптимального выступания зубков от плоской поверхности площадки, поскольку зубок заглубляется на величину углубления плоской площадки относительно конуса венца, а также в трудности обработки площадок и отверстий в деталях, подвергшихся закалке.
В качестве прототипа принят существующий в настоящее время способ [6], заключающийся в следующем.
Для того чтобы получить при сверлении отверстия с минимальным разбегом отклонений по форме и диаметру, необходимых для создания оптимального натяга 0,09÷0,11 мм, кроме выполнения качественной заходной фаски и селективного подбора размеров отверстий и зубков, с наружной поверхности зубковых венцов полностью снимается цементованный слой, после чего производится закалка шарошек. Твердость зубковых венцов, лишенных цементованного слоя, снижается с величины HRc 58÷59, характерной для остальных закаленных цементованных поверхностей шарошки, до величины HRc 38÷45, позволяя обеспечить качественную высокопроизводительную сверловку. Но при этом возникает следующая проблема - пониженная твердость поверхностей венца вокруг запрессованных зубков, которая обусловливает быстрый и значительный абразивный износ этих поверхностей во время бурения. Поскольку при таком износе высота выступающей части зубков во время работы постоянно увеличивается, а глубина запрессованной части соответственно уменьшается, значительно возрастает возможность поломки твердосплавных зубков, плохо сопротивляющихся все возрастающим изгибающим нагрузкам. В свою очередь, снижение глубины запрессовки способствует возможности снижения сил, удерживающих зубки, и выпаданию их из корпуса шарошки, когда эта глубины становится ниже критической.
И из-за поломок, и из-за выпадания зубков из гнезд в корпусе шарошки долото выходит из строя преждевременно.
Техническим результатом настоящего изобретения является повышение надежности работы твердосплавного вооружения шарошек.
Указанный технический результат достигается применением способа выполнения вооружения штыревых шарошек буровых долот, включающего токарную обработку внутренней полости опоры на заготовке, токарную обработку наружной поверхности с базированием на внутреннюю полость, цементацию обеих поверхностей, обдирку цементованного слоя на всю его глубину (около 2,2 мм) с поверхности венцов под сверление зубковых отверстий, закалку шарошек в масло при температуре около tз=835°С, их низкий отпуск до температуры около to=200°C, сверление отверстий (гнезд) под зубки, селективный подбор размеров зубков под размер каждого из гнезд, запрессовку зубков, низкий отпуск. При этом поверхности венцов, освобожденные обдиркой от цементованного слоя, подготавливают и затем покрывают любым известным методом нагрева и напыления износостойким защитным покрытием, имеющим твердость, равную или превышающую твердость закаленного цементованного слоя (HRc≥58).
При нанесении защитного покрытия предельная температура разогрева шарошек не превышает tп=280°C, при которой начинается разупрочнение цементованных поверхностей.
Износостойкое защитное покрытие наносят одним или несколькими слоями.
На шарошках долот, предназначенных для бурения среднеабразивных пород средней твердости, покрытие с твердостью HRc 65-72 наносят, кроме поверхностей венцов, освобожденных обдиркой от цементованного слоя, также на межвенцовые впадины шарошек.
На шарошках долот, предназначенных для бурения высокоабразивных крепких пород, покрытие с твердостью HRc 74-90 наносят, кроме поверхностей венцов, освобожденных обдиркой от цементованного слоя, также на межвенцовые впадины шарошек и поверхность твердосплавных зубков.
Методы и установки для нанесения износостойкого материала могут быть различными в зависимости от выбираемых качества слоя и затрат, например, с помощью высокоскоростного газотермического напыления порошкообразного покрытия толщиной 0,15-0,40 мм с микротвердостью Н=1100 кгс/мм2. В качестве наносимых защитных материалов могут применяться карбиды хрома, титана, вольфрама и др.
Единственным ограничением при использовании такого метода нанесения защитного покрытия венцов является предел температуры нагрева шарошки не выше t=280°C, при котором могло бы начаться разупрочнение цементованных слоев на шарошке. При достижении температуры t=280°C процесс напыления необходимо останавливать и продолжать его уже после охлаждения.
Коэффициент использования дорогостоящих порошков при этом методе составляет около 0,5.
Следующим методом является "холодное" детонационное напыление, при применении которого нагрев шарошки, характерный для предыдущего метода, не происходит. "Холодное" детонационное напыление - это процесс, при котором для разогрева и разгона порошкообразного материала используется энергия газового взрыва. В пушку, заполненную газовой смесью ацетилена и кислорода, впрыскивается напыляемый порошок и электрической искрой возбуждается детонация. При температуре в зоне взрыва около 4000°С со скоростью более 1000 м/сек разогретые до плавления частицы порошка попадают на поверхность армируемой детали. При этом обеспечивается микросварка и порошок на молекулярном уровне соединяется с поверхностью детали, образуя разовый слой толщиной 8-10 мкм. Необходимое увеличение толщины слоя армирования достигается серией пушечных выстрелов.
В качестве напыляемых материалов применяются все износостойкие материалы с перечисленными выше свойствами. Коэффициент использования напыляемых порошков при применении этого метода достаточно низок - до 0,4. Однако достоинством этого метода является отсутствие возможности перегрева шарошки. Наилучшая адгезия слоя для обоих вышеуказанных методов наблюдается, когда ось пушки располагается перпендикулярно армируемой поверхности.
В качестве следующего метода армирования межзубковых поверхностей венцов является электроискровое поверхностное легирование электродом. К достоинствам этого метода необходимо отнести отсутствие специальных шумоизоляционных и взрывобезопасных камер, характерных для предыдущих методов, коэффициент использования электрода - 0,99, полностью исключается возможность перегрева упрочняемой шарошки. Стоимость электродов на порядок ниже порошков, применяемых для первого и второго методов. К недостаткам третьего метода можно отнести значительно меньшую производительность способа. Перед нанесением материала, армирующего поверхности, должны быть соответствующим образом подготовлены поверхности - очищены от окалины, ржавчины, заусенцев, трещин, раковин, масла и др.
На фиг.1 показана схема расположения шарошки 1 и наплавочной пушки 4. Позицией 2 обозначены запрессованные в корпус шарошки твердосплавные зубки. Позицией 3 показаны межзубковые поверхности кольцевых конических венцов под размещение зубков 2 со снятым цементированным слоем, защищаемые износостойким материалом. 5 - распыляемая струя порошка износостойкого материала.
Для долот, предназначенных для разбуривания высокоабразивных пород, в которых наблюдается сильный абразивный износ не только межзубковых поверхностей венцов, о котором сказано выше, но и самих твердосплавных зубков, а также межвенцовых впадин 6 - износостойкое покрытие может наноситься на всю наружную поверхность шарошки, включая зубки 2 и впадины 6. В этом случае перед наплавкой порошка подготавливаются сразу все три вида поверхностей.
Для долот, предназначенных для разбуривания малоабразивных пород, из-за высокой стоимости материалов и технологии экономически целесообразно наносить износостойкое покрытие только на конических поверхностях венцов и на межзубковых поверхностях 3, имеющих пониженную поверхностную твердость (HRc 38÷45), без нанесения такого покрытия на межвенцовые впадины 6, имеющие достаточно высокую твердость цементованной поверхности (HRc 58÷60).
Для долот, предназначенных для разбуривания среднеабразивных пород средней твердости, целесообразно нанесение более твердого покрытия (HRc 65÷72), кроме поверхностных венцов, освобождаемых обдиркой от цементованного слоя, также и на межвенцовые впадины шарошек, также подвергаемые абразивному износу.
При твердости наносимого износостойкого материала (HRc 65-72), значительно более низкой, чем твердость зубков (HRc до 90 и более), последние во время напыления могут быть защищены колпачками (не показано).
На фиг.1 приведено положение шарошки на патроне манипулятора с программным управлением (не показано), позволяющем обеспечить закрепление шарошки 1, необходимые положения ее относительно сопла пушки 4 и относительно наплавляемой поверхности (вращение шарошки 1, повороты и перемещения пушки 4 относительно оси и расстояние армируемой поверхности шарошки 1 до сопла пушки 4) показаны стрелками. Закрепление шарошки по внутренней полости на патроне или планшайбе манипулятора с программным управлением позволяет обеспечить повороты и перемещения с 6-ю степенями свободы в шумоизоляционной взрывобезопасной камере, нанесение на поверхности венцов, свободные от цементованного слоя, износостойкого материала с твердостью HRc 65÷88 одним слоем или несколькими слоями толщиной от 0,1 до 0,8 мм с адгезией не менее 8 кг/мм2.
Диаметр сопла пушки 4, расстояние от него до армируемой поверхности, режимы работы, свойства исходных материалов, подготовка поверхности и толщина напыляемого слоя определяются опытным путем исходя из требований к работоспособности долота в зависимости от его типа и размера.
Нанесение износостойкого материала методом напыления или с помощью легирования электродом позволяет решить следующие задачи.
Во-первых, может кратно увеличиваться твердость венцов и межзубковых поверхностей (например, с HRc 38 до HRc 88), т.е. до твердости твердосплавных зубков, что практически уравнивает их стойкость в условиях абразивного износа.
Во-вторых, повышение твердости обеспечивает надежную защиту от эрозионного износа поверхности вокруг зубка, приводящего, как было указано выше, к увеличению величины выступания рабочей головки зубков над корпусом шарошки, а также исключает повышение консольного изгиба и возможность поломок при перекатывании зубков под нагрузкой по забою. При отработке опытных образцов буровых долот с предлагаемым способом выполнения вооружения штыревых шарошек с микротвердостью нанесения покрытия Н=1500 кгс/мм2 и более показали резкое увеличение стойкости и проходки.
Источники информации
1. П.А.Палий, К.Е.Корнеев. Справочник "Буровые долота", изд. "Недра", М., 1971, стр.360-372.
2. Европатент ЕР №0723066 А2 от 16.01.1996.
3. Международный транслатор-справочник "Шарошечные долота". Изд. АНО "Технонефтегаз", М., 2000, стр.21.
4. Патент США №4660660, МПК4 Е 21 В 10/52.
5. Патент США №6095264, МПК7 Е 21 В 10/52.
6. Журнал "Химическое и нефтяное машиностроение". №1, 2003 г., стр.25-28.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ШАРОШЕК БУРОВЫХ ДОЛОТ С ФРЕЗЕРОВАННЫМ ВООРУЖЕНИЕМ | 2005 |
|
RU2275440C1 |
| БУРОВОЕ ДОЛОТО С ТВЕРДОСПЛАВНЫМ ВООРУЖЕНИЕМ | 2004 |
|
RU2270318C1 |
| БУРОВОЕ ТРЕХШАРОШЕЧНОЕ ДОЛОТО | 2009 |
|
RU2387786C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2007 |
|
RU2355864C2 |
| СПОСОБ ЗАПРЕССОВКИ ТВЕРДОСПЛАВНЫХ ЗУБКОВ В КОРПУС ШАРОШКИ БУРОВОГО ДОЛОТА | 2008 |
|
RU2357848C1 |
| БУРОВОЕ ДОЛОТО С КОНИЧЕСКИМИ ШАРОШКАМИ С УЛУЧШЕННЫМ СОПРОТИВЛЕНИЕМ ЭРОЗИИ | 2017 |
|
RU2724680C2 |
| Шарошечное долото | 2019 |
|
RU2726724C1 |
| БУРОВОЕ ДОЛОТО | 2005 |
|
RU2303118C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ТВЕРДОСПЛАВНЫХ ЗУБКОВ ШАРОШЕК БУРОВОГО ДОЛОТА | 2006 |
|
RU2321839C1 |
| ШАРОШЕЧНОЕ ДОЛОТО С ТВЕРДОСПЛАВНЫМ ВООРУЖЕНИЕМ | 2012 |
|
RU2499121C1 |
Изобретение относится к области буровой техники и используется при строительстве скважин в глубоком и сверхглубоком бурении, а также на горнорудных карьерах при бурении взрывных скважин с продувкой забоя воздухом. Позволяет повысить надежность работы твердосплавного вооружения шарошек. Способ включает токарную обработку внутренней полости опоры на заготовке, токарную обработку наружной поверхности с базированием на внутреннюю полость, цементацию обеих поверхностей, обдирку цементованного слоя на всю его глубину (около 2,2 мм) с поверхности венцов под сверление зубковых отверстий, закалку шарошек в масло при температуре tз=835°С, их низкий отпуск до температуры to=200°C, сверление отверстий (гнезд) под зубки, селективный подбор размеров зубков под размер каждого из гнезд, запрессовку зубков, низкий отпуск. Поверхности венцов, освобожденные обдиркой от цементованного слоя, подготавливают и затем покрывают любым известным методом нагрева и напыления износостойким защитным покрытием, имеющим твердость, равную или превышающую твердость закаленного цементованного слоя (HRc≥58). 4 з.п. ф-лы, 1 ил.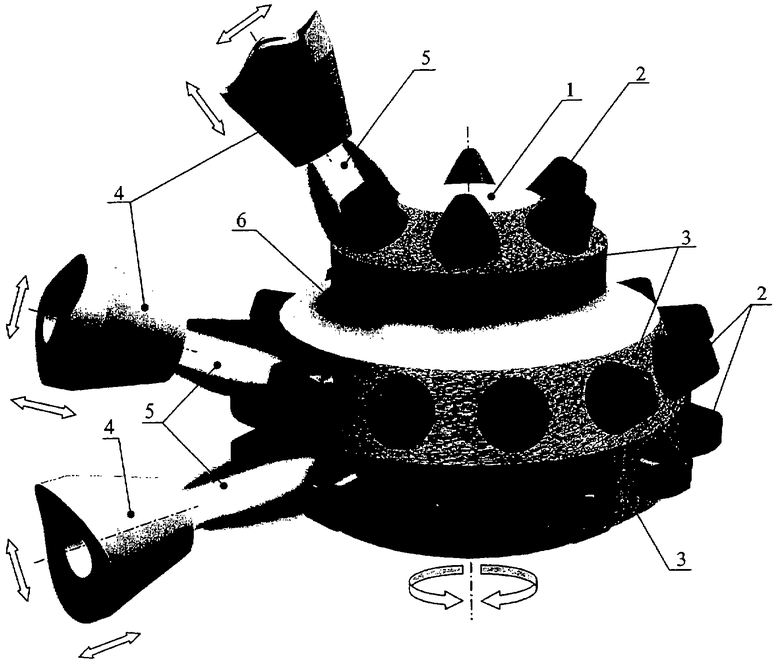
| Химическое и нефтяное машиностроение | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Опора бурового шарошечного долота | 1978 |
|
SU791897A1 |
| Трехслойная шарошка бурового долота | 1957 |
|
SU111958A1 |
| СПОСОБ КРЕПЛЕНИЯ ЗУБЬЕВ НА РАБОЧЕМ ИНСТРУМЕНТЕ | 0 |
|
SU267318A1 |
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОПОРЫ СКОЛЬЖЕНИЯ БУРОВОГО ДОЛОТА | 1991 |
|
RU2048649C1 |
| Аэрационное устройство | 1977 |
|
SU723066A1 |
| US 4660660 A, 28.04.1987 | |||
| US 6095264 А, 01.08.2000. | |||

