Настоящее изобретение относится к прокату полособульбового (бульбообразного) профиля и к способу его изготовления.
Прокат полособульбового (бульбообразного) профиля представляет собой монолитные отрезки проката, состоящие из плоской стенки или полки, и обычно скругленной головки, имеющей уклон в направлении полки. Благодаря скругленной форме прокат полособульбового профиля может с успехом использоваться в качестве арматуры при создании больших конструкций из металлического листа типа оболочек или кожухом, в которых наряду с легкой доступностью и надежным креплением требуется производить отделку поверхности. В соответствии с этим прокат полособульбового профиля часто используется в качестве арматуры при строительстве корпусов судов и особенно катамаранов, у которых пространство между корпусами используют как балластную емкость, в которую закачивают (и из которой откачивают) соленую воду. Легкая доступность и надежное крепление наряду с отделкой поверхности являются, таким образом, важными достоинствами.
Прокат полособульбового профиля сваривают в горизонтальном направлении с внутренней стороны корпуса, и соответствующие части вместе с полками профиля образуют первую существенную структуру, воспринимающую нагрузку. Бульбообразная часть профиля вместе с полкой этого профиля образует вторую существенную структуру, воспринимающую нагрузку.
Нагрузка, действующая на прокат полособульбового профиля, характеризуется главным образом силами растяжения и сжатия, причем профиль осуществляет распределение сил или нагрузок, которые увеличиваются с наружной стороны относительно центра масс системы, образованной на бульбообразной части, полки и части корпуса судна.
Эти силы, действующие на корпус судна, увеличиваются линейно с увеличением расстояния от уровня воды, причем силы, действующие на профиль становятся тем больше, чем глубже внутри корпуса судна находится профиль.
Следовательно, жесткость или армирующая способность, обеспечивающая очень высокую устойчивость к изгибу, должна находиться в нижней части корпуса судна, для того чтобы воспринять эти нагрузки. Требующаяся устойчивость к изгибу проката полособульбового профиля достигается благодаря тому, что он обладает оптимальным соотношением между высотой бульбообразной части и шириной полки или более точно, благодаря правильно выбранному соотношению между моментом инерции бульбообразной части и моментом инерции полки.
Прочность на изгиб проката полособульбового (бульбообразного) профиля, приваренного к корпусу судна, рассчитывают аналогичным образом с той только разницей, что часть металлического покрытия корпуса в этом случае образует вторую часть балки полособульбового профиля и момент инерции этой части также должен быть принят в расчет при выполнении упомянутых выше вычислений.
В настоящее время прокат полособульбового профиля изготавливают в виде монолитных балок ряда стандартных размеров, причем количество их вариантов определяется как последовательность сочетаний общей ширины, толщины планки и высоты бульбообразной части полособульбовой балки и предполагается, что определенное число типоразмеров проката полособульбового профиля должно быть включено в производственную программу. Это не только увеличивает затраты изготовителя, но также приводит к увеличению затрат потребителя, так как возникает необходимость в хранении на складе большого количества проката различных типоразмеров, а также из-за высокой стоимости инструмента, используемого для изготовления различных типов валков, необходимых для производства всех этих типоразмеров проката.
Следовательно, невозможно в настоящее время экономически эффективно изготавливать весь ассортимент проката бульбообразного профиля как монолитные изделия. Также невозможно на существующих в настоящее время прокатных станах изготавливать прокат полособульбового профиля тех размеров, которые требуются для восприятия нагрузок, действующих на днище корпуса больших судов, в общих случаях находящихся в пределах 450 - 650 мм, из-за того, что изготовитель ограничен заданным числом стадий обжатия или пропусков при прокатке полособульбового профиля от исходной заготовки до достижения окончательных формы и размеров прокатываемой балки, а также из-за того, что изготовитель ограничен в использовании одной канавки при прокатывании бульбообразной части балки.
Можно предположить, что было бы удобнее расширить существующий полособульбовый профиль присоединением обычной плоской балки. Хотя такое решение может быть возможно в небольшом ряде случаев, установлено, что полученная в результате этого балка полособульбового профиля не обладает необходимыми показателями механической прочности в большинстве случаев, так как соотношение высоты бульбообразной части и ширины полки не оптимально, или более точно, соотношение между соответствующими моментами инерции этих частей не оптимально.
Проблемы, связанные с прокатом монолитных балок сложной формы или секций больших размеров, хорошо известны специалистам в этой области и описаны, например, в описании к патенту США N 2263272, хотя этот патент относится к изготовлению двутавров с размерами, превосходящими стандартные. Проблемы в нем решены путем прокатывания тавровых секций и снабжения этих секций стенками соответствующих размеров. Однако этот метод изготовления обладает рядом недостатков. Например, существует взаимозависимое соотношение размеров стенки и таврового профиля, причем толщина стенки зависит от толщины полок тавровой секции, а это взаимозависимое соотношение не обеспечивает требуемой координации размеров. Кроме того, так как полки и стенку сваривают друг с другом путем местного нагрева и тепло отводится только в ограниченных пределах, что существует опасность прожечь эти части в процессе приваривания их друг к другу. В этом патенте не предложены решения проблем, связанных с изготовлением проката бульбообразного профиля.
В настоящее время конструкторы предпочитают использовать L-образный прокат для восприятия нагрузок, действующих на днище корпуса большого судна, например обычно балки L-образного профиля, имеющие размеры от 450 до 650 мм. Хотя эти L-образные балки обладают большей прочностью и лучшими весовыми соотношениями, чем бульбообразные, из-за формы L-образных балок их не очень удобно использовать при конструировании отделываемых поверхностей, так как острые края этих балок затрудняют достижение хорошей адгезии при отделке таких поверхностей.
Целью настоящего изобретения является преодоление упомянутых выше недостатков путем создания изделия такой конфигурации, которая позволяла бы изготавливать прокат полособульбового профиля требуемых размеров на существующих прокатных станах с использованием обычных технологий и с меньшими затратами, чем это достигается при ныне существующем способе. Для этого предложено компоненты проката полособульбового профиля, т.е. бульбообразную часть и полку, изготавливать (прокатывать) отдельно и затем сваривать продольным швом для образования конечного бульбообразного изделия.
Более конкретно, бульбообразные части и полки изготавливают в соответствии со стандартной номенклатурой размеров и отправляют на склад, откуда бульбообразные части и полки выбирают обычным образом в соответствии с заказом потребителя или в соответствии с предпочтительными производственными программами для изготовления проката полособульбового профиля, оптимально соответствующего требуемому назначению, т.е. профиля, у которого высота бульбообразной части, ширина и толщина полки выбраны с расчетом достижения оптимальной механической прочности. Так как бульбообразную часть изготавливают без фланца, т.е. в поперечном сечении ее отсутствуют выступающие части, которые затем планируют приварить к месту нахождения полки у профилей, выпускаемых в соответствии с известным способом изготовления, то отсутствует взаимозависимое соотношение между толщиной полки и другими частями, благодаря чему достигается возможность изготовления множества различных вариантов бульбообразных профилей из небольшого набора типоразмеров бульбообразных частей и полок, из которых формируют бульбообразный профиль. Находящиеся на складе полки или плоские части профилей могут быть использованы в качестве компонентов при изготовлении других типов изделий, получаемых путем прокатывания и последующей сварки, например, двутавров, L-образных профилей и т. п.
Упомянутые выше цели достигаются в соответствии с настоящим изобретением и отличительными признаками, изложенными в отличительной части формулы изобретения.
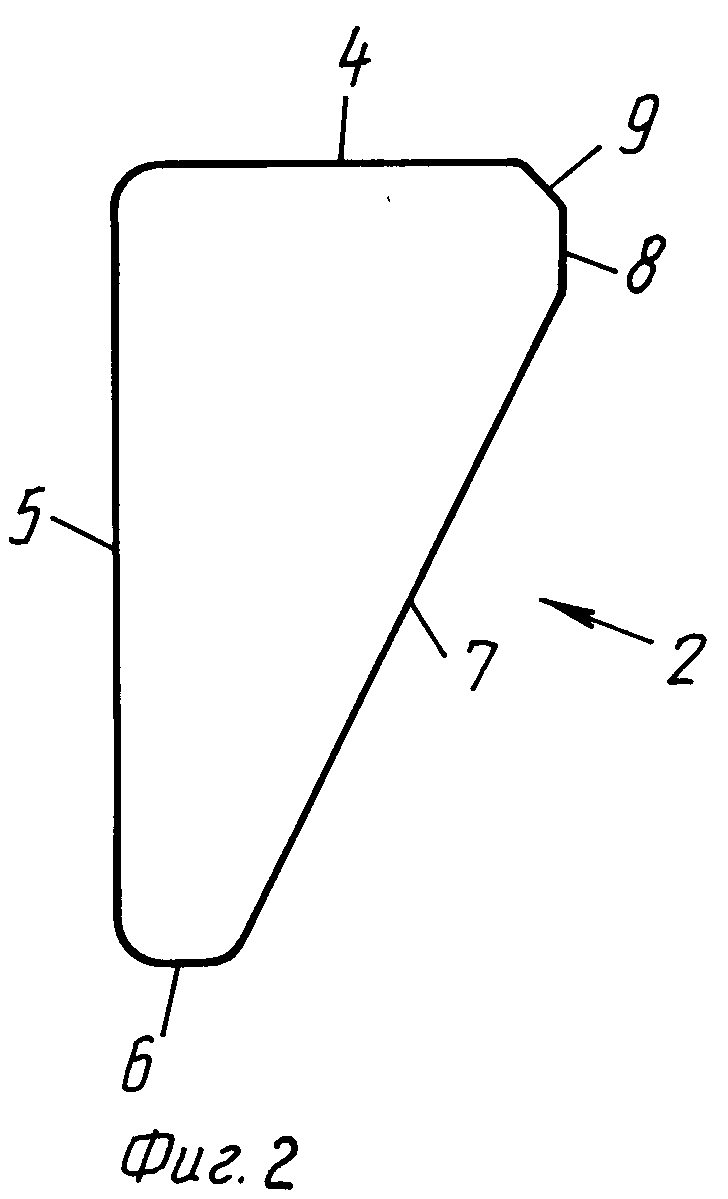
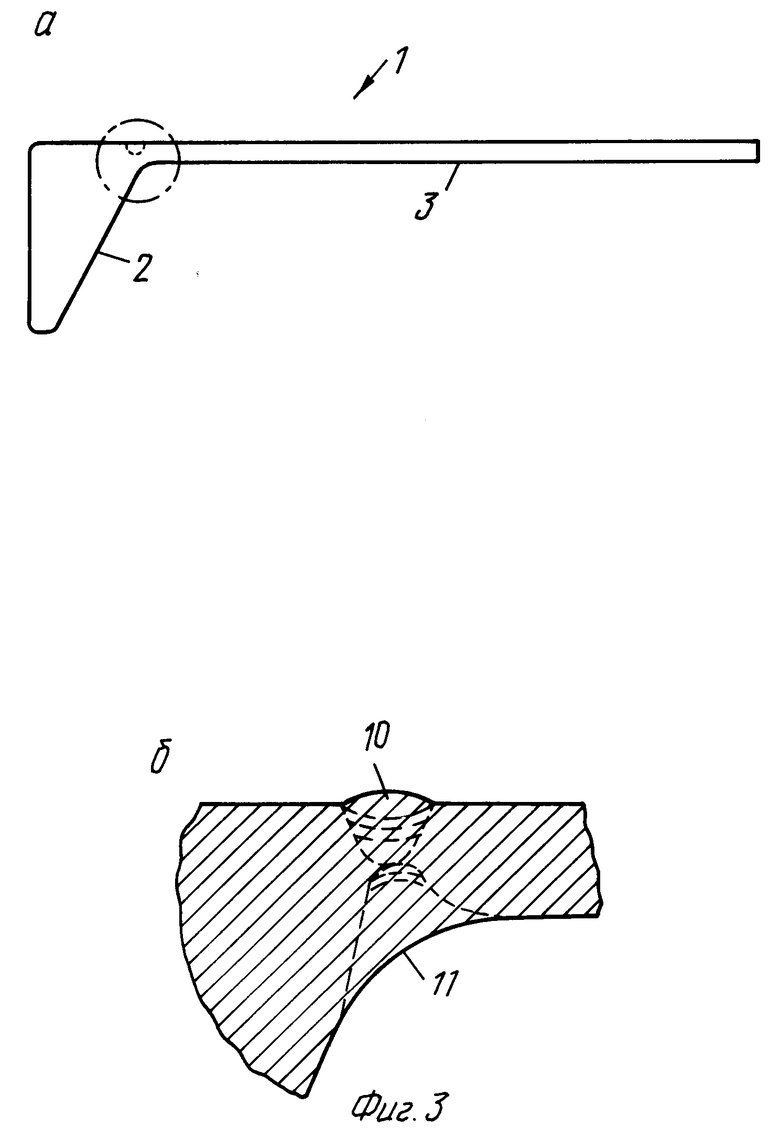
Изложенные выше и другие цели настоящего изобретения, а также преимущества, обеспечиваемые этим способом, станут очевидными из последующего описания и из приложенных чертежей, на которые в данном описании сделаны ссылки и на которых изображено: на фиг. 1 - вид в перспективе сваренного проката полособульбового профиля; на фиг. 2 - вид с торца бульбообразной части; на фиг. 3а - вид с торца полособульбового профиля, на фиг. 3б - поперечное сечение места сварки профиля, представленного на фиг. 3а.
Поз. 1 на фиг.1 обозначена в общем балка полособульбового профиля, состоящая из бульбообразной части 2 и плоскости части или полки 3, надежно приваренной к бульбообразной части.
В соответствии с настоящим изобретением бульбообразная часть 2, изображенная на фиг. 2, имеет форму прямоугольника с резко наклоненной стороной и существенно скругленными углами. Высота бульбообразной части равна длине стороны 5, ограниченной взаимно параллельными сторонами 4, 6, которые наиболее удалены друг от друга и расположены перпендикулярно к стороне 5, причем из двух сторон 4 и 6 одна сторона 4 существенно длиннее другой стороны 6, и заметную впадину образует сторона 7, наклоненная к стороне 4 и переходящая в скос 8, расположенный параллельно стороне 5 и сопрягающийся с наклоненной стороной 9, скошенной под углом к стороне 4. Параллельный скос 8 из упомянутых скосов образует продольную опорную и контактную область, а скос 9 образует подготовительный участок для присоединения планки 3. Планка 3, как показано на фиг. 3а, присоединена к бульбообразной части 2 одним или двумя сварными швами 10, 11, причем каждый шов проходит вдоль соответствующей периферийной контактной зоны между полкой 3 и бульбообразной частью 2, как показано на фиг. 3б.
На основании конкретных заказов потребителей или на основании преимущественных производственных программ выбирают из перечня компонентов проката высоту бульбообразной части, ширину и толщину полки, которые соответствуют требуемому назначению, так чтобы изготовленная из них полособульбовая балка обладала оптимальными механическими прочностными свойствами. Прокат полособульбового профиля изготавливают в соответствии со способом, содержащим следующие этапы:
- прокатывание отдельно бульбообразной части 2;
- прокатывание отдельно плоской части или полки 3;
- надежное сваривание бульбообразной части 2 с полкой 3.
Причем, для того чтобы обеспечить наилучшие условия сварки, бульбообразную часть 2 прокатывают соответствующим образом, без фланца так, чтобы обеспечить возможность приварки полки 3, которая имеет соответствующим образом выбранные размеры для придания прокатку полособульбового профиля требуемой прочности при изгибе, к продольно расположенному краю, ограниченному поверхностям 8, 9 бульбообразной части, и способствовать тому, чтобы тепло, выделяющееся во время процесса сварки, отводилось в бульбообразную часть, причем продольно расположенный край образован скошенными поверхностями 8, 9, на которых поверхность 8, параллельная боковой наружной поверхности, образует продольно расположенную опорную и контактную поверхность для последующего приваривания, а скос 9 образует поверхность для подготовки к присоединению. До сварки части 2 и 3 располагают так, что скос 8 бульбообразной части 2 обращен к продольной стороне плоской части или полки 3, после чего части сваривают вместе продольным швом.
Преимущества, обеспечиваемые описанным выше вариантом исполнения предложенного способа и проката бульбообразного профиля 1, изготовленного этим способом, станут очевидными при изучении отличительных особенностей.
На балку полособульбового профиля 1 не распространяется взаимозависимое соотношение между толщиной фланца различных частей потому, что бульбообразную часть прокатывают в форме, не имеющей фланцев. Это позволяет создавать много различных вариантов проката бульбообразного профиля из большого числа бульбообразных частей и планок 2, 3 проката полособульбового профиля, к тому же позволяет создавать прокат бульбообразного профиля, обладающий оптимальным соотношением между высотой бульбообразной части и шириной полки, который можно тут же изготовить.
Благодаря такой конструкции проката полособульбового профиля, могут быть изготовлены балки бульбообразного профиля всех требуемых размеров и даже таких размеров, которые превосходят стандартные размеры профилей, выпускаемых сегодня.
Кроме того, бульбообразная часть 2, изготовленная без фланца, как показано на фиг. 2, позволяет направлять факел электродуговой сварки благоприятным образом на бульбообразную часть и тепло, выделяющееся во время сварочного процесса, направлять в сторону бульбообразной части, сокращая таким образом риск прожигания компонентов балки, что является дополнительным преимуществом.
Очевидно, что бульбообразная часть 2, которая часто подвергается большим нагрузкам и напряжениям, может быть изготовлена из материалов, обладающих более высокой механической прочностью, чем материал, из которого изготовлена полка 3.
Настоящее изобретение, однако, не ограничивается описанными выше и проиллюстрированными вариантами его, и поэтому возможны изменения и модификации в пределах объема настоящего изобретения, определенного нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| ФИЛЬТР И ВАРОЧНЫЙ КОТЕЛ | 1994 |
|
RU2102548C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| ПОЛЫЙ ПРОФИЛЬ ЗАМКНУТОГО ТИПА, СОДЕРЖАЩИЙ ВОСЕМЬ РЁБЕР ЖЕСТКОСТИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2632310C1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| КОНСТРУКЦИЯ СКУЛОВОГО КИЛЯ СУДНА ПЕРЕХОДНОГО РЕЖИМА ДВИЖЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2480369C2 |
| Способ производства сортового проката | 1978 |
|
SU748960A1 |
| КОМПОЗИЦИОННАЯ АЛЮМИНИЕВАЯ ПАНЕЛЬ | 1999 |
|
RU2237578C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК БАЛОК (ВАРИАНТЫ) | 1993 |
|
RU2125922C1 |
Настоящее изобретение относится к способу изготовления полособульбового профиля, а также к полособульбовому профилю, изготовленному в соответствии с настоящим способом. Изготовление проката бульбообразного профиля содержит следующие этапы: отдельно прокатывают бульбообразную часть, отдельно прокатывают полку и приваривают бульбообразную часть к полке. Бульбообразную часть прокатывают без фланца, придавая такую форму, чтобы обеспечить возможность приварить пленку, размеры которой соответствующим образом выбирают для получения проката полособульбового профиля с требуемой прочностью на изгиб, к продольно проходящей крайней области бульбообразной части, и чтобы тепло, выделяющееся в процессе сваривания, могло бы отводиться в направлении бульбообразной части. Вышеупомянутая продольно проходящая краевая область включает скошенные поверхности, которые образуют соответственно продольно проходящую поддерживающую и контактную область, а также подготовительную поверхность для последующего процесса сварки. Изобретение обеспечивает возможность изготовления нестандартных профилей, а также уменьшает затраты как изготовителя, так и потребителя, 3 с. и 5 з.п. ф-лы, 3 ил.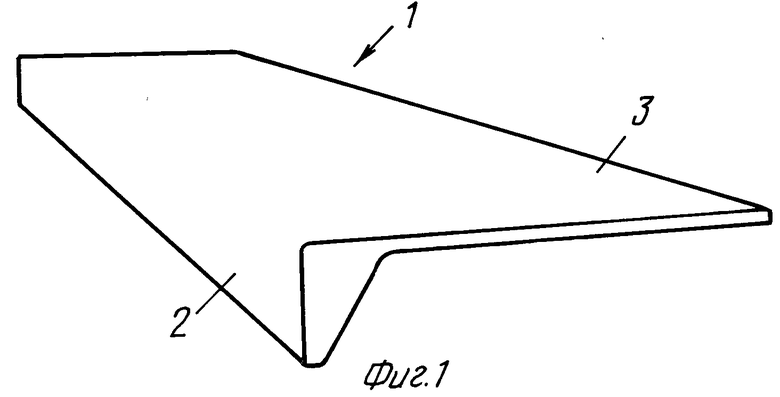
| US, патент, 2263272, B 23 K 31/02, 1941 | |||
| Илюкович Б.М | |||
| и др | |||
| Прокатка и калибровка фасонных профилей | |||
| - М.: Металлургия, 1989, с.224. |
