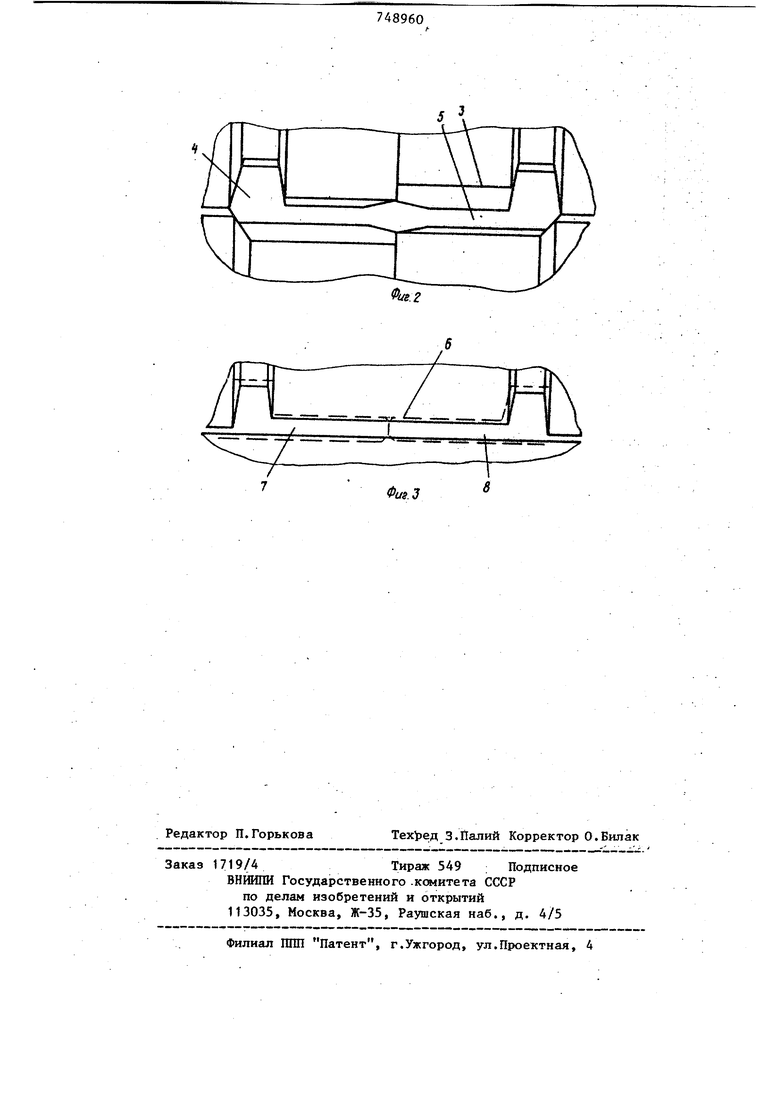
Изобретение относится к области черной металлургии, в частности, к сортопрокатному производству. Известен способ изготовления профильных изделий, заключающийся в прокатке сдвоен.ного профиля, создания в плоскости разделения концен раций напряжений путем сдвига одной части профиля относительно другой, последующего их возврата в исходное положение и разделения в холодном состоянии tl . К недостаткам способа относится получение рваной границы скола из-з относительной иеойределеннбстй распространения трещин,возникакнцих в верпинах концентраторов. Помимо этого, при давлении образуются такие дефекты, как заусенец и утяжка в местах разделения. Для удаления этих дефектов необходимы дополнительные операции и оборудование ,Механические характеристики места разделения отличаются от механических характе|)истик остального сечения из-за наличия побочных трещин, Которые образуется в результате развития магистраной разрушакщей трещины. Известен способ производства сор тового проката I (ественНо аси метричного сечения,- включающий про|катку профилей в спаренном виде, ра де/юние полосы в продольном Haiipasлении взаимшм сдвигом и докатку пр илей 2. К недостаткам указанного способа следует отнести появление в местах разделения дефектов типа заусенцев, смятий и утяжек, которью трудно уст ранюш при последующей прокатке { по мто этого, щж разделении по данно му способу не устраняются изгиб и скручивание профилей в случае разде ления взаимньн сдвигсж. Onиcывae e Iй способ производства сортового проката лшен указанных недостатков и. отличается тем, что перед .разделением формируют продоль ные утолщения с обеих сторон полосы в ьгестах будущего раэделения высотой pa ной 0,1-0,5 и основанием равным 1,03,0 толщины полосы в месте разделения. Формирование указанных профильны iутолщений с обеих сторон полосы поз воляет устранить образование утяжки и смятия на профиле в месте разделения . На фиг. 1 показан сдвоенный профиль, на котором сформированы профильные утолщения в месте будущего разделенияi на фиг. 2 - стадия разделения сдвоенного профиля} На фиг.Зсовместная докатка разделенных профилей в сдвоенном Калибре. Способ производства сортового проката осуществляют следующие образом. Вначале прокатывают сдвоенный симметричный профиль 1 с ПрОфИЛЬН№1И утолщениями-2 в месте будущего разделения. Затем в калибре 3 за счет взаимного сдвига разделяют сдвоеннЫй профиль 1 на части 4 и 5 и затем совместно их докатывают в сдвоенном калибре 6, получая готовые профили 7 и 8. Пример. На стане 300 Донецкого металлургического завода проводилась прокатка полособульбового профиля № 10. Из заготовки 150X135 мм сначала формировался из 12 проходов прямоугольный профиль с размерами 180Л55 мм, а затем за 6 проходов формировался сдвоенный полособульбовый профиль с профильными утолщениями в месте разделения. Толщина профиля в месте будущего разделения равна 12 мм. Профильные утолщения выполняются с обеих сторон полосы в виде равнобедренных треугольников со следующими размерами: высота равна 2,4 мм, основание 15 мм, что составляет 0,20 и 1,25 толщины места разделения. Вершины треугольных утолщений лежат на линии, совпадающей с плоскостью разделения. В предчистовсм калибре производят разделение взаимным сдвигом, а в чистовом сдвоенном калибре производят совместЖую докатку профилей с обжатием 20% и получают одновременно два готовых полособульбовых профиля № 10. После I . . . разделения в связи с отсутствием проворота разделяемых частей в месте разделения отсутствуют заусенцы. На нижней и верхней грани остаются трапециевидные утолщения высотой равной 0,3 мм. Обжатие на 20% (с 7,8 до 6 мм).позволяет получить качественный готовый профиль.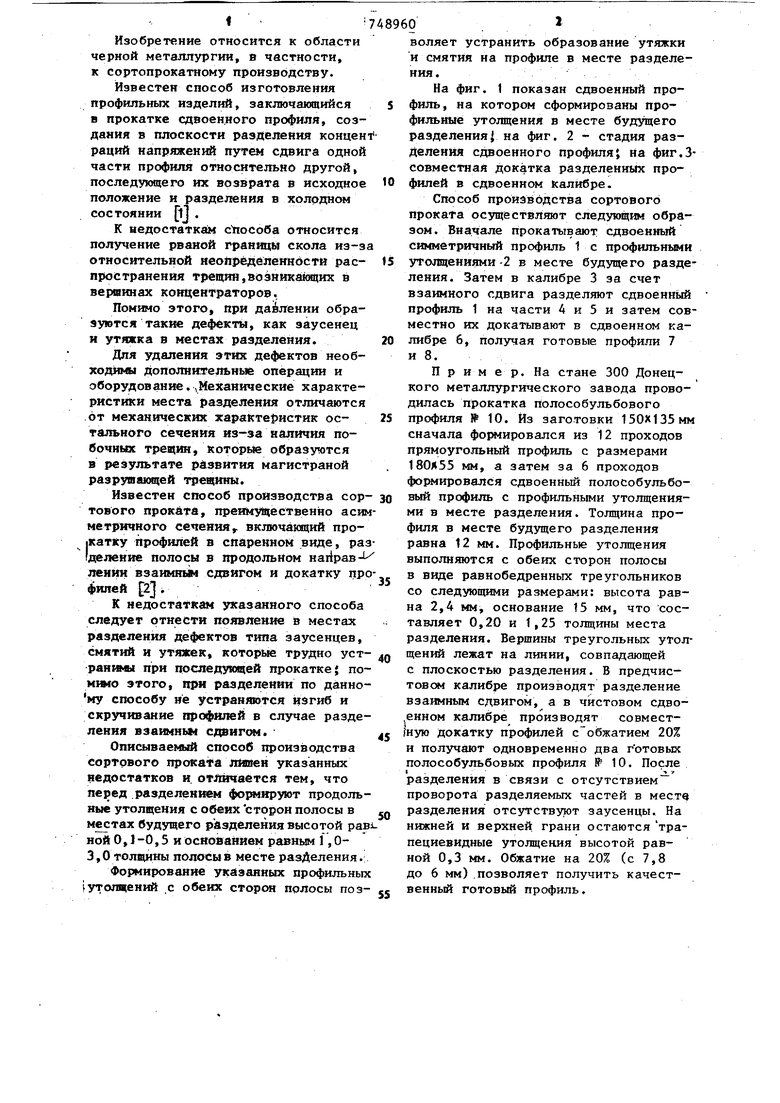
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2221653C1 |
| Способ получения сортовых профилей | 1976 |
|
SU656678A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2004 |
|
RU2257970C1 |
| Способ прокатки профилей | 1982 |
|
SU1037975A1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2000 |
|
RU2184628C2 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННОГО ПРОКАТА | 2012 |
|
RU2491139C1 |
СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА, преимущественно асимметричного сечения, включающий прокатку профилей в спаренном виде, разделение noJrocbi в продольном направлении вэаимньм сдвигом и докатку профилей, отличающий ся тем, что, с целью улучшения качества проката в местах разделения, перед разделением формируют продольные утогащения с обеих сторон полосы в местах будущего разделения высотой, равной 0,10,5 и основанием, равным 1,0-3,0 толщины полосы в месте разделения. т vi 4; 00 со О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU419283A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ МЕЛКОСОРТНЫХ СТАНАХ | 0 |
|
SU174159A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
