Изобретение относится к обработке металлов давлением, в частности к производству холодногнутых профилей проката замкнутого типа.
Полый профиль замкнутого типа имеет широкую область применения от строительства, сельскохозяйственного машиностроения, до автомобильной и мебельной промышленности. Полые гнутые профили замкнутого типа во многих случаях являются законченными деталями или изделиями, не требующими дальнейшей обработки.
Известны различные способы производства профилей замкнутого типа.
Одним из известных способов является изготовление полых профилей из полосового металла путем холодной формовки (гибки) между валками. При этом используют оборудование для подготовки исходной полосы к профилированию (разматыватель, ножницы для разрезки на мерные полосы) и оборудование для снятия и пакетирования готовых профилей. Постепенную гибку полосы в требуемый профиль осуществляют несколькими последовательно расположенными парами валков (роликов), при этом число пар валков зависит от сложности профиля и выбранной технологии профилирования. Рабочие валки выполняют цельными или наборными (составными) - необходимый профиль набирают из нескольких фасонных валков. Между соседними горизонтальными парами валков устанавливают неприводные вертикальные ролики, служащие для удержания формуемой полосы в строго определенном положении или для дополнительной подгибки полосы, что особенно необходимо при производстве замкнутых профилей.
Известные способы производства холодногнутых профилей из полосового металла осуществляют на профилегибочных станах, линиях для изготовления профилей и других установках (см. патенты на изобретение №№2148454, 2148455 с приоритетом от 16.02.1999 г., выданные Ульяновскому государственному техническому университету, патент на изобретение №2257273 с приоритетом от 30.04.2004 г., выданный ЗАО "Аркада", г. Смоленск, патент на изобретение №2151660 с приоритетом от 28.12.1998 г., выданный Череповецкому сталепрокатному заводу и др.).
Известен также способ изготовления симметричных профилей последовательной по переходам подгибкой элементов профиля в валках профилегибочного стана с дополнительной подгибкой полок в межклетьевом пространстве на 3-4°, по которому на первом переходе в средней части подгибаемой полки формируют устраняемый рифт выпуклостью наружу с постоянными радиусами сопряжения, на втором переходе производят подгибку полок со спрямлением рифта, а в межклетьевом пространстве между по крайней мере двумя из последующих переходов одновременно с дополнительной подгибкой полки производят ее поперечный изгиб выпуклостью наружу и последующее спрямление в очередном переходе в закрытом роликом калибре, при этом высоту устраняемого рифта определяют по известной формуле (см. патент на изобретение №2222402 с приоритетом от 08.01.2002 г.).
Общим недостатком указанных способов профилирования является то, что эти способы решают частные задачи технологического процесса и не обеспечивают получение профилей замкнутого типа, в частности полого профиля замкнутого типа, содержащего восемь ребер жесткости.
Известен способ изготовления гнутых коробчатых профилей, включающий последовательную подгибку смыкающихся и боковых полок профиля в черновых, промежуточных и чистовых проходах и частичную разгибку боковых полок в чистовом проходе до угла 90°, при этом при формовке профиля из полосовой заготовки толщиной 5-8 мм приращение углов подгибки смыкающихся полок в черновых проходах делают равным 15° с их освобождением от контакта с инструментом в двух промежуточных проходах и по достижении угла 70-72° между смыкающимися и боковыми полками осуществляют разгибку первых из них на угол 0,5°, а максимальное приращение углов подгибки боковых полок делают равным 20°, при этом в первом по ходу технологического процесса чистовом проходе производят их перегибку на 2-3° с последующей разгибкой, начиная со второго чистового прохода (см. патент на изобретение РФ №2103088, с приоритетом от 26 августа 1996 года).
Недостатками всех вышеуказанных способов является невозможность получения полого профиля замкнутого типа, содержащего восемь ребер жесткости, являющегося модификацией квадратного профиля, за один проход, выполненного, в частности, из таких металлов, как алюминий и сталь.
Задачей, на решение которой направлено настоящее изобретение, является изготовление полого профиля замкнутого типа, содержащего восемь ребер жесткости, являющегося модификацией квадратного профиля, а также уменьшение внутренних радиусов изгиба ребер жесткости до минимума за один чистовой проход на трубопрокатном стане. Причем данным способом можно получить как алюминиевый, так и стальной профиль с отличным качеством изделия.
Как известно, сталь - это металл, который очень плохо гнется, в связи с тем подвержен ломкости. Несмотря на то, что из стали традиционно изготавливают трубы, с квадратным сечением в виде квадратной трубы, однако дополнительные ребра жесткости, полученные путем изгиба сторон трубы вовнутрь, являются практически невозможными в связи с повышенной ломкостью металла, и получение при этом углов с незначительным радиусом является очень трудно выполнимой задачей.
Алюминий, в отличие от стали является пластичным металлом, однако в случае получения полого профиля замкнутого типа, содержащего восемь ребер жесткости, являющегося модификацией квадратного профиля, также могут возникнуть трудности, связанные уже с излишней пластичностью этого метала. Излишняя пластичность алюминия также не позволяет получить полый профиль по причине того, что при прогибе средней части квадратной трубы возникает общая деформация трубы, после чего требуется дополнительная калибровка полученного профиля, что требует дополнительного чистового прохода на трубопрокатном стане.
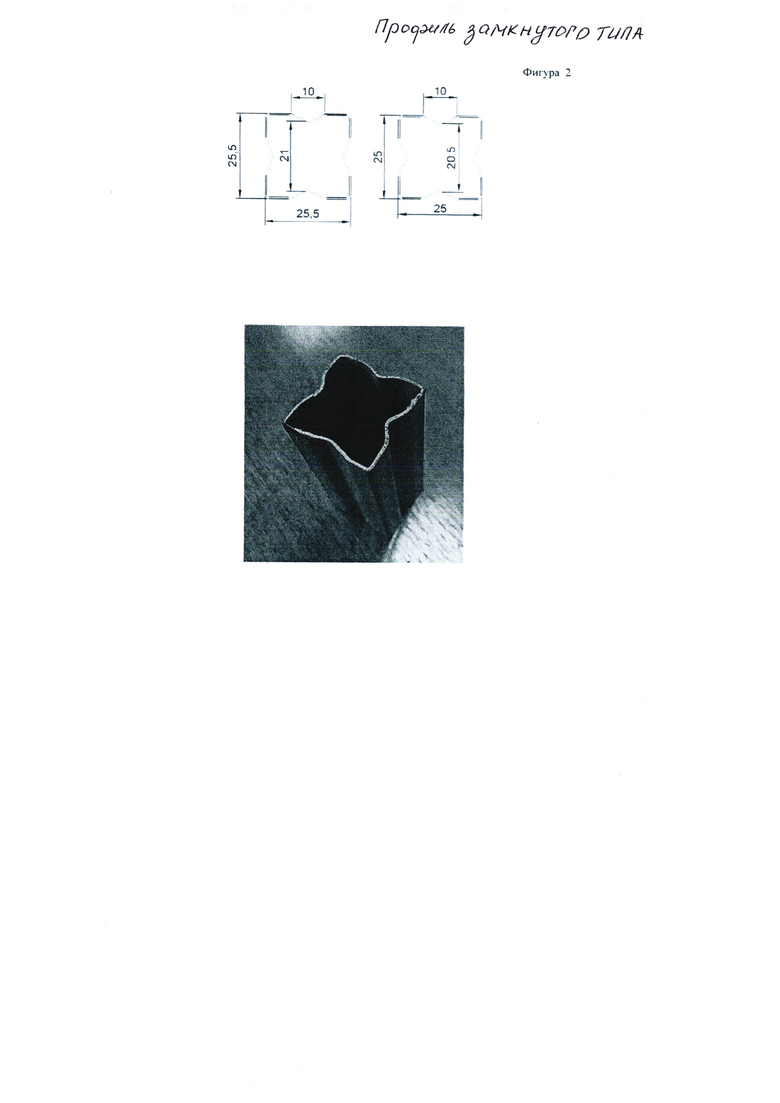
Заявленным способом может быть получен профиль замкнутого типа, содержащего восемь ребер жесткости (фигура 2) за один чистый проход на трубопрокатном стане, с получением минимального количества брака, связанного с ломкостью материала из стали и гибкостью материала из алюминия.
Для производства заявленного профиля используют ленту из стали марки 08-ПС, 08-2ПС или алюминия марки АД 31.
Известно, что ленту из стали таких марок используют для производства квадратных полых стальных профилей. Однако в случае получения из квадратного профиля каких-либо модификаций, в частности получения из него профиля замкнутого типа, содержащего восемь ребер жесткости, возникают дополнительные трудности, связанные с пониженной гибкостью такого материала, как сталь, по причине ломкости метала при дополнительном прогибе сторон квадратной трубы вовнутрь для создания дополнительных ребер жесткости. Трудности получения качественного изделия из алюминиевой трубы описаны выше.
Согласно техническому решению, предложенному в рамках настоящей заявки на изобретение, поставленная задача решается использованием для финальной гибки квадратной грубы валков определенной конфигурации.
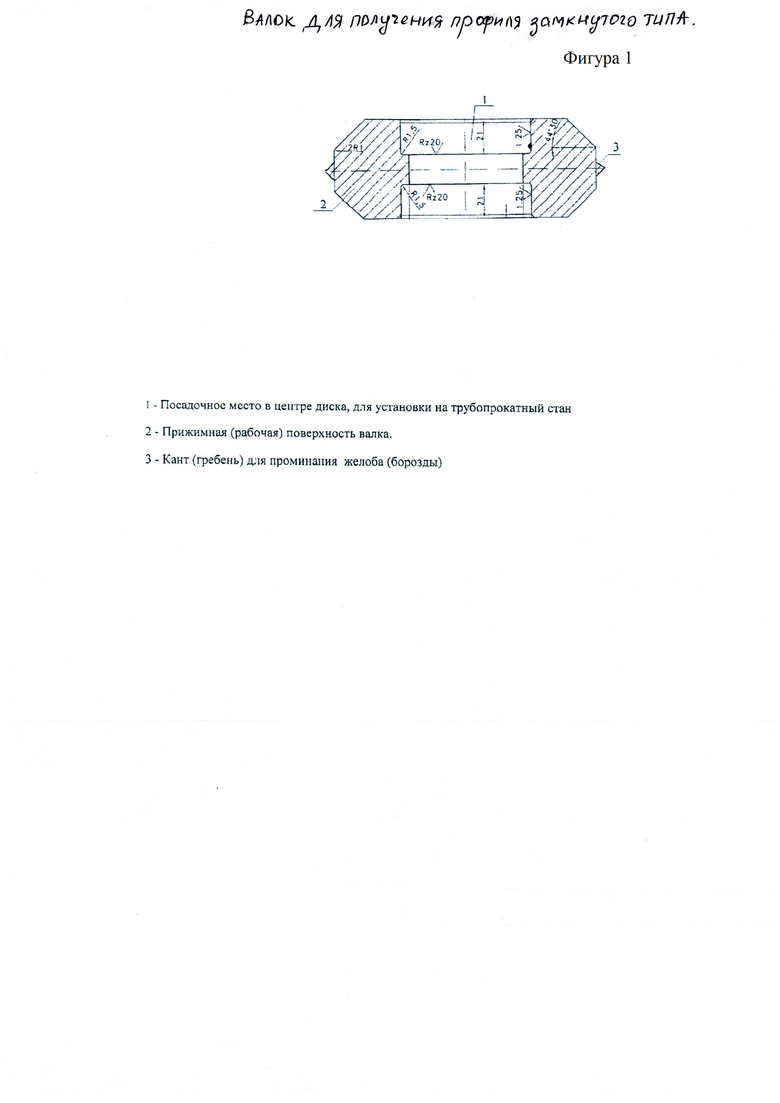
Валки, используемые при производстве заявленного профиля (фигура 1), выполнены из стали, в виде цилиндра, скошенного по левому и правому боку под углом 44-45 градусов, в котором имеется посадочное место в центре диска, для установки на трубопрокатный стан (1). На прижимной (рабочей) поверхности (2) валки имеют специальную проточку, а именно в центре прижимной поверхности имеется гребень (3), который при прокатывании по плоской поверхности квадратной трубы проминает желоб (борозду) параллельно боковой грани профиля. По высоте гребень выступает над прижимной поверхностью с небольшой погрешностью на 4 см, при общей ширине прижимной поверхности, на которой расположен гребень 24,5 см и скошенной под углом 44-45 градусов. Такая конфигурация валка позволяет получить профиль замкнутого типа, содержащий восемь ребер жесткости, отличного качества, за один чистый проход на трубопрокатном стане как из алюминиевой ленты, так и из стальной ленты, что является новым в известном уровне техники.
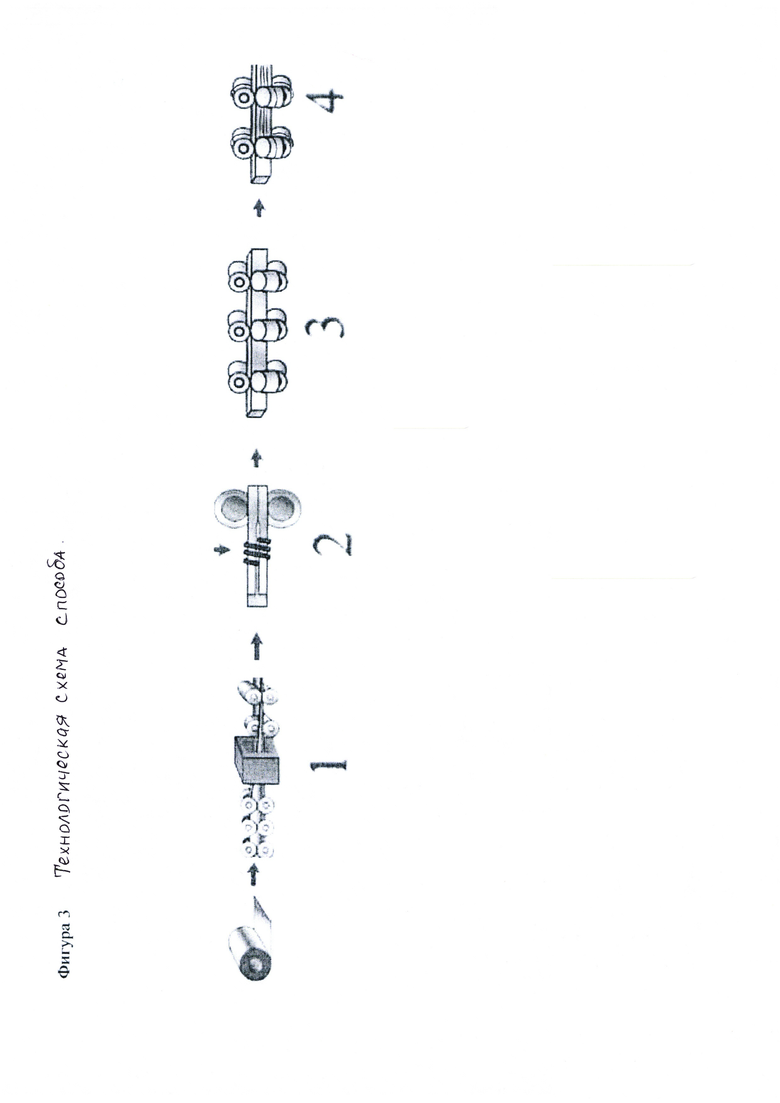
Заявленный способ получения гнутого профиля на трубопрокатном стане включает несколько стадий.
1. Получение из стальной или алюминиевой ленты круглой трубы.
2. Сварка круглой трубы.
3. Получение квадратного профиля из круглой трубы.
4. Получение замкнутого полого профиля, содержащего восемь ребер жесткости.
Технологическая схема способа показана на фигуре 3.
Сущность заявленного способа заключается в том, что из алюминиевой или стальной ленты на трубопрокатном стане посредством нескольких роликов, расположенных под разным углом, и прижимного устройства получают круглую трубу.
Круглую трубу далее по трубопрокатному стану перемешают к сварочной головке, которая сваривает стенки трубы между собой. Полученную замкнутую круглую трубу прокатывают на трубопрокатном стане через ролики, которые сдавливают стенки трубы для получения квадратной трубы. Далее квадратную трубу прокатывают через валки, имеющие на прижимной поверхности кант (гребень), который проминает желоб (борозду) вовнутрь полости профиля соответственно на каждой квадратного профиля для получения из квадратного профиля заявленного полого профиля замкнутого типа, содержащего восемь ребер жесткости, в котором расстояние в поперечном сечении между ребрами жесткости, вогнутыми вовнутрь профиля, составляет от 20 до 21 миллиметра или от 0,02 до 0,021 метра. Было неожиданно обнаружено, что именно такое расстояние между четырьмя ребрами жесткости, вогнутыми вовнутрь полости профиля, в сочетании с четырьмя выгнутыми вовне ребрами жесткости в полом профиле замкнутого типа, обеспечивает сопротивление деформации при приложении нагрузки на изделие.
Благодаря выполнению гибки прямых стенок квадратного профиля на валках, проиллюстрированному на фигуре 2, все внутренние углы профиля имеют минимальный радиус изгиба, получаются одинаковыми за один проход, что является одной из важных характеристик качества готовой продукции.
В предложенном способе изготовления холодногнутых профилей проката замкнутого типа конфигурация валков на финальном этапе позволяет получить профиль заданной конструкции за один проход, что позволяет существенно снизить энергоемкость процесса и трудозатраты.
Этот способ является основой для производства широкого ассортимента гнутых алюминиевых и стальных профилей замкнутого типа, применяемых в строительстве, машиностроении и других отраслях промышленности, таких как мебельная промышленность, и позволяет повысить качество выпускаемой продукции и уменьшить затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ФОРМОВКИ ЗАМКНУТОГО ПРОФИЛЯ | 2005 |
|
RU2299773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ. | 2015 |
|
RU2596734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРОБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
Группа изобретений относится к области обработки металлов давлением, в частности к изготовлению полого профиля с ребрами жесткости из алюминиевой или стальной ленты. На трубопрокатном стане получают круглую трубу, сваривают ее стенки. Затем из полученной замкнутой круглой трубы прокаткой получают квадратную трубу, из которой получают профиль, содержащий восемь вогнутых вовнутрь ребер жесткости с определенным расстоянием в поперечном сечении между ними. Расширяются технологические возможности, и повышается качество профиля. 2 н. и 2 з.п. ф-лы, 4 ил.
1. Полый профиль замкнутого типа, изготовленный из металлической ленты и имеющий восемь вогнутых вовнутрь профиля ребер жесткости, расположенных в поперечном сечении на расстоянии 20…21 мм.
2. Полый профиль замкнутого типа по п.1, отличающийся тем, что он изготовлен из алюминиевой ленты.
3. Полый профиль замкнутого типа по п.1, отличающийся тем, что он изготовлен из стальной ленты.
4. Способ изготовления полого профиля замкнутого типа, изготовленный из металлической ленты и имеющий восемь вогнутых вовнутрь профиля ребер жесткости, расположенных в поперечном сечении на расстоянии 20…21 мм, за один проход на трубопрокатном стане, включающий получение круглой трубы из металлической ленты на трубопрокатном стане, содержащем расположенные под разными углами ролики и прижимное устройство, ее перемещение по трубопрокатному стану к сварочной головке и сварку стенки трубы, получение квадратной трубы прокаткой полученной замкнутой круглой трубы на трубопрокатном стане роликами, сдавливающими стенки трубы, которую затем прокатывают валками, имеющими на прижимной поверхности выступающий гребень, посредством которого на каждой стороне квадратной трубы проминают желоб внутрь полости профиля и получают готовый полый профиль замкнутого типа.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРОБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103088C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 0 |
|
SU360998A1 |
| Ребристый каток | 1922 |
|
SU121A1 |
| EA 201100588 A1, 30.12.2011. | |||

