Изобретение относится к технологии изготовления внутреннего теплозащитного покрытия (ТЗП) корпусов ракетных двигателей (РД), например, на твердом топливе (РДТТ).
В современном машиностроении при изготовлении внутреннего ТЗП корпуса РД на жесткую оправку наносят многослойный пакет, состоящий из отдельных заготовок, и вулканизуют его в гидростатической камере.
Известен способ изготовления внутреннего ТЗП крупногабаритных изделий из композиционных материалов, включающий послойную укладку на жесткую оправку разделительных и промежуточных слоев материала защитно-крепящего слоя (ЗКС), заготовок резин до получения заданных толщин, отверждение в гидроклаве при нагреве и под давлением, передаваемым поверхности полученного пакета через вакуумный мешок (см. Буланов И.М., Воробей В.В. Технология ракетных и аэрокосмических конструкций из композиционных материалов: Учеб для вузов. М.: Изд-во МГТУ им. Н.Э.Баумана, 1998, стр.434-438) - прототип.
Вакуумный мешок обеспечивает необходимую герметичность и плотный контакт с покрытием в процессе вулканизации.
Однако применение указанного способа для изготовления внутреннего ТЗП крупногабаритного корпуса показало, что после вулканизации на наружной поверхности покрытия в районе фланца появляются дефекты в виде гофр и наплывов, которые могут быть значительными.
Кроме того, препарация показала, что имеются искривления армирующих слоев капрона, входящих в состав покрытия, с выходом на поверхность.
Дефекты образуются в процессе вулканизации ТЗП при нагреве под давлением и последующем охлаждении.
Установлено, что одним из факторов, приводящим к появлению указанных дефектов, является недостаточная жесткость резины вакуумного мешка по сравнению с давящим на пакет ТЗП пером металлического фланца.
Наличие дефектов в виде гофр и натеков резины приводит к ухудшению качества ТЗП, а в составе корпуса - к снижению адгезионных характеристик на границе ТЗП - силовая оболочка, что недопустимо для РДТТ.
Изобретение направлено на повышение качества изготовления внутреннего ТЗП для корпусов РД.
Сущность изобретения заключается в том, что в способе изготовления внутреннего ТЗП корпуса ракетного двигателя, включающем послойную укладку на жесткую оправку слоев теплозащитного покрытия, установку обрезиненного фланца, вулканизацию в гидроклаве при нагреве и под давлением, передаваемым поверхности полученного пакета через вакуумный мешок, на пакет материалов ТЗП в районе фланца устанавливают через разделительный слой из тонкой капроновой ткани жесткий металлический элемент с профилем, эквидистантным профилю готового изделия, представляющий из себя два металлических полукольца, охватывающие горловину фланца, и установленное встык к полукольцам металлическое кольцо, производят вулканизацию, после вулканизации и охлаждения снимают вакуумный мешок, жесткий металлический элемент и разделительный слой.
Технический результат достигается тем, что при вулканизации ТЗП под давлением и при высокой температуре происходит постепенное сжатие пакета фланцем и имеющим эквидистантную изготавливаемой сборочной единице поверхность жестким металлическим элементом, что позволяет исключить образование на наружной поверхности теплозащитного покрытия гофр и натеков резины. Жесткий металлический элемент состоит из металлического кольца, установленного у пера фланца, и установленных на фланец с целью жесткого центрирования кольца двух полуколец, поскольку из-за конфигурации фланца (сужение горловины) цельное кольцо установить невозможно.
Нанесение разделительного слоя из тонкой капроновой ткани позволяет исключить при вулканизации прилипание резины ТЗП к дренажным слоям и жесткому формующему элементу и облегчить процесс снятия элемента после вулканизации.
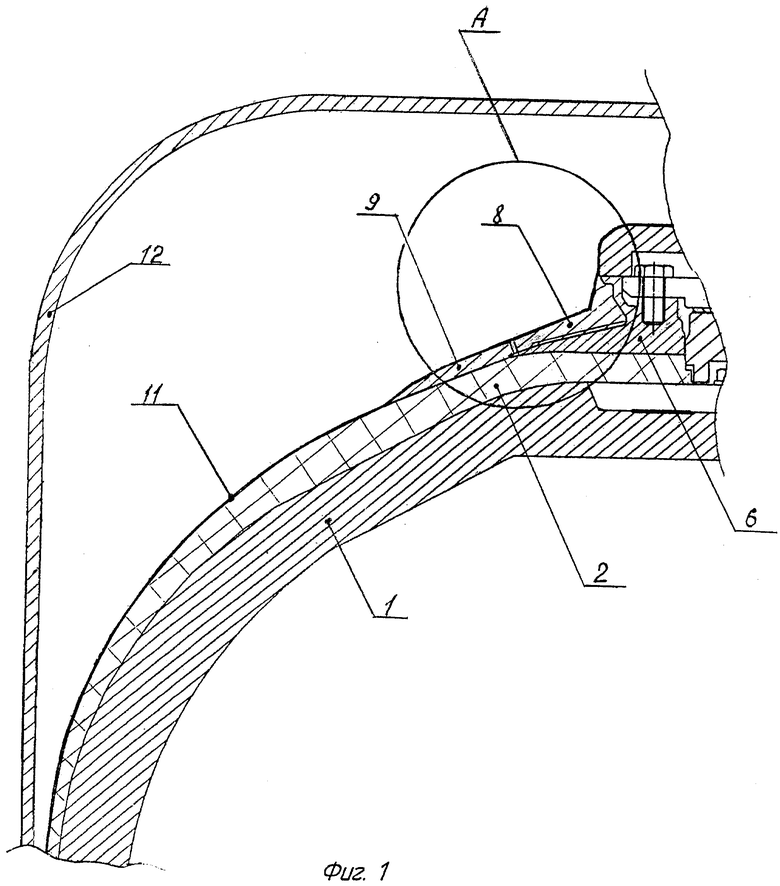
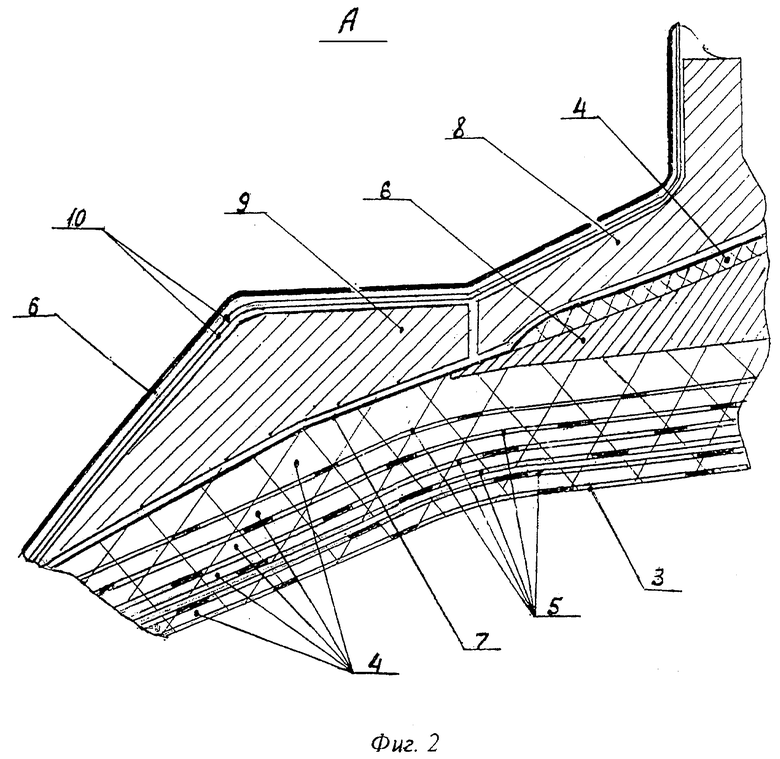
На фиг.1 показана схема установки на оправку пакета исходных материалов ТЗП и технологической оснастки, на фиг.2 - вид А фиг.1.
Способ изготовления внутреннего ТЗП корпуса РД заключается в следующем.
На жесткую оправку 1 наносят послойно пакет 2, состоящий из слоев материала защитно-крепящего слоя 3, резиновой смеси 4 и нескольких кольцевых армирующих слоев, выполненных из капроновой эластичной ткани 5, устанавливают обрезиненный фланец 6.
На полученный пакет 2 наносят тонкую капроновую ткань 7, освежая поверхность пакета бензином. Затем устанавливают полукольца 8, закрепляют их у горловины фланца 6, устанавливают кольцо 9, перекрывают оправку дренажными слоями из асбестовой ткани 10, надевают вакуумный мешок 11. Оправку помещают в гидроклавную установку (не показана), ставят крышку 12, герметизируют гидроклав.
После этого ведут режим вулканизации при температуре и давлении, закачав при помощи насоса в корпус гидроклава рабочую жидкость.
После вулканизации и охлаждения снимают крышку, вакуумный мешок, асбестовую ткань, жесткий формующий элемент, тонкую капроновую ткань, срезают облой резины у горловины фланца заподлицо с ТЗП.
Результаты препарации теплозащитных покрытий, изготовленных предлагаемым способом, показали отсутствие гофр, искривлений эластичной капроновой ткани и натеков резины.
Практическое применение изобретения подтвердило высокую технологичность предлагаемого способа при обеспечении требуемого качества изготовления внутреннего теплозащитного покрытия крупногабаритных корпусов ракетных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ВУЛКАНИЗАЦИОННОГО ОБОРУДОВАНИЯ | 2013 |
|
RU2542311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ С ТКАНЕВЫМ ЗАЩИТНО-КРЕПЯЩИМ СЛОЕМ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2014 |
|
RU2554683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2538002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2012 |
|
RU2492340C1 |
| ОПРАВКА ДЛЯ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2013 |
|
RU2518774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2453720C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2015 |
|
RU2581516C1 |
| КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2528194C1 |
| СПОСОБ ОБРАЗОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ДЛЯ КАМЕРЫ СГОРАНИЯ ТВЕРДОТОПЛИВНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2527224C1 |
| БРОНЕЧЕХОЛ ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336259C2 |
Изобретение относится к технологии изготовления внутреннего теплозащитного покрытия корпусов ракетных двигателей. Способ изготовления внутреннего теплозащитного покрытия корпуса ракетного двигателя включает послойную укладку на жесткую оправку слоев теплозащитного покрытия и установку обрезиненного фланца. Затем на пакет материалов теплозащитного покрытия в районе фланца устанавливают через разделительный слой из тонкой капроновой ткани жесткий металлический элемент с профилем, эквидистантным профилю готового изделия. Жесткий металлический элемент включает два металлических полукольца, охватывающих горловину фланца, и установленное встык к полукольцам металлическое кольцо. Затем производят вулканизацию в гидроклаве при нагреве и под давлением, передаваемым поверхности полученного пакета через вакуумный мешок. После охлаждения снимают вакуумный мешок, жесткий металлический элемент и разделительный слой. Изобретение позволяет повысить качество изготовления внутреннего теплозащитного покрытия, за счет исключения дефектов, образующихся в процессе вулканизации. 2 ил.
Способ изготовления внутреннего теплозащитного покрытия корпуса ракетного двигателя, включающий послойную укладку на жесткую оправку слоев теплозащитного покрытия, установку обрезиненного фланца, вулканизацию в гидроклаве при нагреве и под давлением, передаваемым поверхности полученного пакета через вакуумный мешок, отличающийся тем, что на пакет материалов теплозащитного покрытия в районе фланца устанавливают через разделительный слой из тонкой капроновой ткани жесткий металлический элемент с профилем, эквидистантным профилю готового изделия, представляющий из себя два металлических полукольца, охватывающие горловину фланца, и установленное встык к полукольцам металлическое кольцо, производят вулканизацию, после охлаждения снимают вакуумный мешок, жесткий металлический элемент и разделительный слой.
| БУЛАНОВ И.М | |||
| и др | |||
| Технология ракетных и аэрокосмических конструкций из композиционных материалов | |||
| - М.: МГТУ им | |||
| Н.Э.Баумана, 1998, с.434-438 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА И РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2004 |
|
RU2274758C1 |
| СПОСОБ ОБРАЗОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 1994 |
|
RU2064600C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1995 |
|
RU2105181C1 |
| 0 |
|
SU242161A1 | |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1997 |
|
RU2133368C1 |

