Изобретение относится к обработке металлов давлением, а именно к кривошипным ножницам для резки проката в заготовительных цехах различных отраслей промышленности.
Известны ножницы для резки проката, содержащие станину, механизм зажима отрезаемой заготовки и проката, каждый из которых выполнен в виде рамы с прижимом, установленной с возможностью перемещения в направляющих станины, ножедержателя с ножом и опорной поверхностью, установленного с возможностью перемещения в направляющих рамы и промежуточного элемента, а также приводной ползун, установленный в направляющих рамы механизма зажима отрезаемой заготовки, причем каждый из промежуточных элементов механизмов зажима отрезаемой заготовки и проката установлен в соответствующей ему раме с возможностью встречного возвратно-поступательного перемещения (см. авт.св. СССР N 423305 кл. B 23 D 23/00).
Недостатком конструкции этих ножниц является то, что верхний прижим опускается вниз на величину, отрегулированную на строго определенный поперечный размер прутка, например на размер с верхним припуском. Прутки меньшего поперечного сечения (с нижним допуском) оказываются не прижатыми, а это приводит к некачественному резу прутка.
Известны также ножницы сортовые для резки профилей, содержащие станину с неподвижным ножом, приводной ползун рамного типа с ножом, уравновешиватель ползуна, приводной подвижный верхний и подвижный нижний прижимы и упор, причем подвижный верхний прижим снабжен подпружиненным штоком, который связан посредством двух шарнирно сочлененных трехрычажных групп с верхним прижимом и со станиной в которых рычаги механизма прижима устанавливаются в единственно надежное положение - в распор. (см.авт.свидетельство СССР N 878446 кл. B 23 D 15/04).
Конструкции этих ножниц в равной мере присущи недостатки, отмеченные в вышеуказанной конструкции ножниц по авт.св. СССР N 1423305.
Однако, ввиду того что заявленные ножницы по своему конструктивному исполнению наиболее близки ножницам по авт. свидетельству N 878446, поэтому последние принимаются за прототип.
Недостатки в конструкции прототипа устраняются тем, что каждое общее шарнирное соединение между собой рычагов трехрычажных групп выполнено посредством эксцентрикового вала, величина эксцентриситета которого не превышает радиусов кругов трения посадочных мест рычагов, связанных со станиной и прижимом, и жестко закрепленного с рычагом, связанным со штоком.
Сопоставительный анализ с известными решениями в конструкции ножниц, касающихся привода верхнего прижима, показывает, что заявленное решение последнего при помощи объединения каждого общего шарнирного соединения между собой рычагов трехрычажных групп, выполненное посредством эксцентрикового вала, позволяет наиболее оптимально решить вопрос повышения на ножницах качества реза различных профилей за счет надежного прижима, независимо от колебания размеров их поперечных сечений.
К совокупности существенных признаков заявляемых ножниц, обеспечивающих упомянутый технический результат, следует отнести то, что величина эксцентриситета упомянутого эксцентрикового вала не должна превышать радиусов кругов трения посадочных мест рычагов, связанных со станиной и прижимом, и жестко закрепленного с рычагом, связанным со штоком.
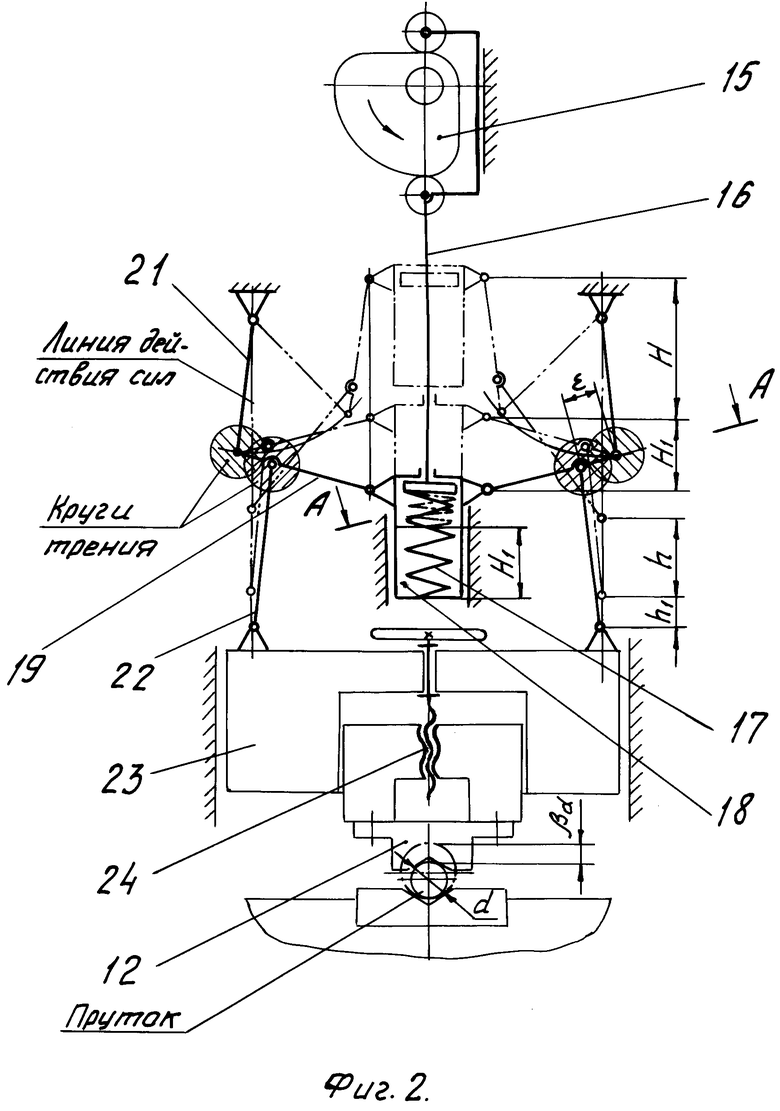
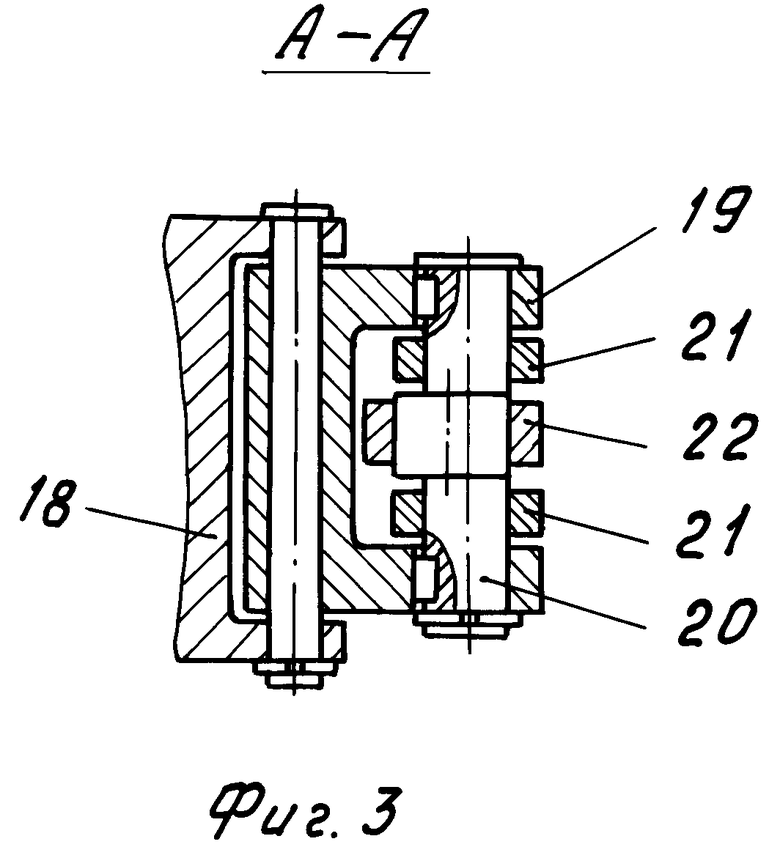
На фиг. 1 изображены предлагаемые ножницы, общий вид; на фиг. 2 - кинематическая схема верхнего прижима ножниц; на фиг. 3 - сечение А-А на фиг. 2.
Ножницы сортовые для резки профилей содержат станину 1 с установленным в них механизмом реза, содержащим ползун 2 с подвижным ножом 3, соединенный посредством шатуна 4 с кривошипным валом 5, неподвижный нож 6, закрепленный на станине 1, привод механизма реза, состоящий из электродвигателя 7, клиноременной передачи 8, маховика с муфтой 9, тормоза 10, зубчатого редуктора 11, верхний 12 и нижний 13 пружины и регулируемый упор 14.
Механизм верхнего прижима содержит кулачковый привод 15, приводной шатун 16, соединенный через пружину 17 со штоком 18, который связан посредством двух шарнирно сочлененных трехрычажных групп, каждая из которых содержит рычаг 19, жестко соединенный с эксцентриковым валом 20 и связанный шарнирно со штоком 18, рычага 21, связанного со станиной 1, а также рычага 22, связанного с ползушкой 23, соединенной с верхним прижимом 12 через регулировочной винт 24.
Ножницы работают следующим образом.
Пруток подается до упора 14. Включаются ножницы. Под действием кулачкового привода механизма верхнего прижима приводной шатун 16 через пружину 17 перемещает шток 18 вниз, при этом коленно-рычажный привод опускает на пруток ползушку 23 с верхним прижимом 12, настроенным при помощи регулировочного винта 24 на максимальный (с верхним допуском) поперечный размер прутка. На величине хода штока 18, равной H, рычаги 21 и 22 устанавливаются в положение распора, при этом ползушка 23 с прижимом 12 перемещается на величину h и прижимает пруток. Если пруток имеет максимальный поперечный размер, то прижим 12 упирается в пруток, а дальнейшее перемещение штока 18 на величину H компенсируется пружиной 17.
При зажиме прутков меньших поперечных сечений на величину βd ползушка 23 с прижимом 12 опускается на пруток на величину h1 за счет эксцентриситета ε вала 20. Остаток хода штока 18 также компенсируется пружиной 17. Во время прижима прутков с различными поперечными размерами в пределах допуска рычаги 21 и 22 всегда находятся в таком положении, при котором линия действия силы прижима проходит внутри кругов трения эксцентричных диаметров вала 20, обеспечивая таким образом распорное положение рычагов 21 и 22, т.е. надежный прижим.
После прижима прутка подвижный нож 3 подходит к прутку. В это время снизу срабатывает механизм нижнего прижима 13, который прижимает отрезаемую заготовку к верхнему ножу 3. При дальнейшем перемещении ножа 3 производится отрезка заготовки. В нижнем положении ножа 3 освобождается нижний прижим 13 и заготовка по наклонному лотку падает в тару. Ползун 2 с подвижным ножом 3 и верхний прижим 12 поднимаются вверх. В это время производится подача прутка до упора 14 и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы сортовые для резки профилей | 1980 |
|
SU878446A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2043814C1 |
| СПОСОБ РЕГУЛИРОВКИ НИЖНЕГО ВЫТАЛКИВАТЕЛЯ ПРЕССА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087318C1 |
| ПРЕСС | 1995 |
|
RU2094160C1 |
| Ножницы для резки проката на мерные заготовки | 1984 |
|
SU1183308A1 |
| ПОЛЗУН КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2210505C2 |
| МАШИНА ДЛЯ СФЕРОДВИЖНОЙ ШТАМПОВКИ | 1994 |
|
RU2071856C1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1994 |
|
RU2077403C1 |
Изобретение предназначено для использования в заготовительных цехах различных отраслей промышленности. Общее шарнирное соединение рычагов (19,21, 22) трехрычажных групп привода верхнего прижима ножниц выполнено посредством эксцентрикового вала. Величина эксцентриситета эксцентрикового вала не превышает радиусов кругов трения посадочных мест рычагов (21,22), связанных соответственно со станиной и прижимом (23). Эксцентриковый вал жестко соединен с рычагом (19), связанным со штоком (18) кулачкового привода (15). Повышение качества реза обеспечивается за счет надежного прижима, независимо от колебаний размеров поперечных сечений профилей. 3 ил.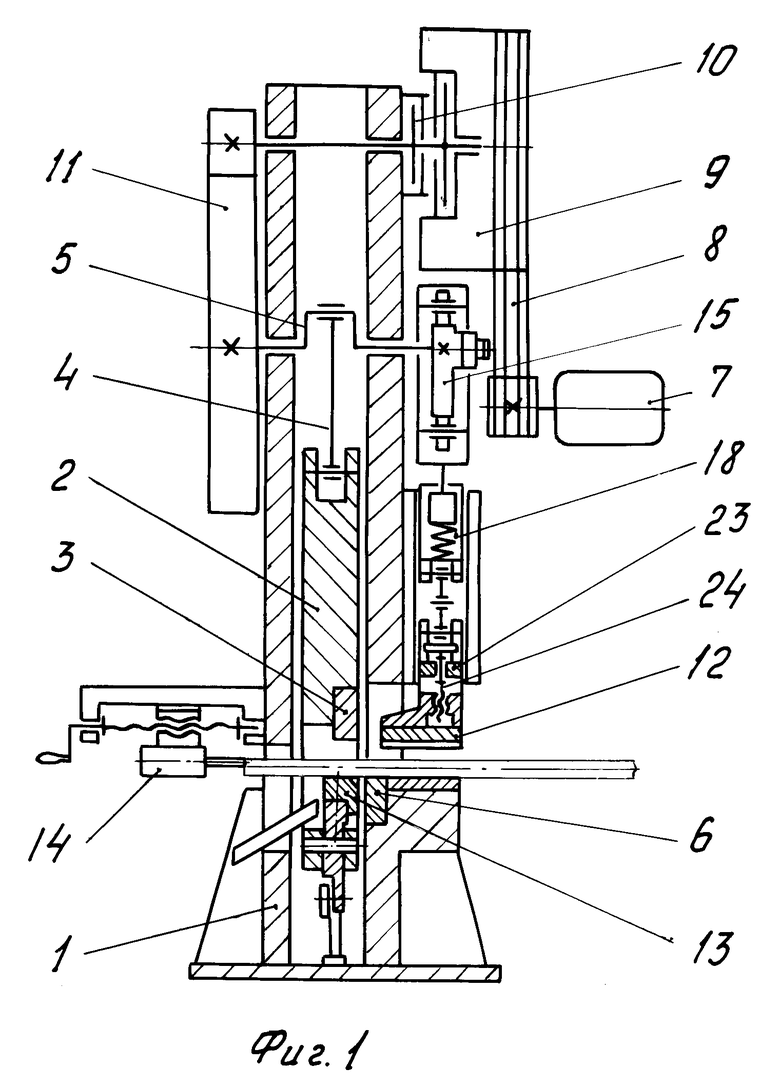
\\\1 Ножницы сортовые для резки профилей, содержащие станину с неподвижным ножом, приводной ползун с ножом, подвижный верхний прижим, снабженный подпружиненным штоком, который связан посредством двух шарнирно сочлененных трехрычажных групп с верхним прижимом и со станиной, нижний подвижный прижим и упор, отличающиеся тем, что каждое общее шарнирное соединение между собой рычагов трехрычажных групп выполнено посредством эксцентрикового вала, величина эксцентриситета которого не превышает радиусов кругов трения посадочных мест рычагов, связанных со станиной и прижимом, и жестко закрепленного с рычагом, связанным со штоком.
| Ножницы сортовые для резки профилей | 1980 |
|
SU878446A1 |
| Ножницы для резки проката | 1986 |
|
SU1423305A1 |
| ЛЕТУЧИЕ КАЧАЮЩИЕСЯ НОЖНИЦЫ | 1991 |
|
RU2019368C1 |
| КРИВОШИПНО-РЫЧАЖНЫЕ НОЖНИЦЫ для РЕЗКИ ПРОКАТА | 0 |
|
SU171247A1 |
| РАСПРЕДЕЛИТЕЛЬНАЯ СИСТЕМА ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ | 1997 |
|
RU2122229C1 |
| GB 1067920, 10.05.67. | |||
