Изобретение относится к дерево-, металообрабатывающей и станкостроительной промышленности и может быть использовано при эксплуатации инструментов со сменными режущими элементами.
Известен способ повышения износостойкости режущих элементов электроискровым упрочнением [1] , заключающийся в переносе упрочняющего материала (электрода) и растворимости его в инструментам материале за счет интенсивного смешивания в расплавленном состоянии, возникающем при электрическом разряде между обрабатывающим электродом (анодом) и упрочняемым инструментом (катодом).
Недостатками известного способа являются недопустимая для большинства дереворежущих инструментов шероховатость обработанных поверхностей, формирование в процессе упрочнения остаточных напряжений растяжения, нестабильность свойств получаемых поверхностных слоев и низкая производительность ручной обработки.
Известен также способ повышения износостойкости режущих элементов изменением физико-механических характеристик инструментального материала, заключающийся в создании остаточных напряжений сжатия в нем при воздействии лазерным лучом на упрочняемую поверхность, в результате чего, в зависимости от интенсивности и длительности лазерного излучения, происходит нагрев материала без видимого разрушения, расплавление материала, испарение и вымывание продуктов разрушения [2].
Недостатками известного способа являются трещинообразование, начинающееся при воздействии луча с энергией, превышающей некоторую критическую, отслаивание участков поверхностного слоя и оплавление материала с образованием сетки микротрещин по периферии пятна оплавления, величины и глубины залегания получаемых в результате обработки остаточных напряжений сжатия не соответствуют уровню, обеспечивающему эффективное повышение износостойкости; кроме того, способ предусматривает использование сложного оборудования и специальной технологии.
Изобретение обеспечивает повышение износостойкости режущих элементов инструмента и упрощает технологию.
Это достигается тем, что в способе повышения износостойкости режущих элементов инструмента изменением физико-механических характеристик инструментального материала путем создания остаточных напряжений сжатия, режущий элемент технологически деформируют изгибом, при этом величину его деформации выбирают в области упругости в пределах: для твердых сплавов 0,05 - 0,1%, для быстрорежущих сталей 0,9 - 1,5% для легированных сталей 1,00 - 1,25%.
Действительно, при технологическом деформировании изгибом в области упругости в структуре материала режущего элемента возникают напряжения сжатия регламентированного уровня. В частности, в прикромочной зоне лезвия формируется равномерно распределенное напряжение состояние сжатия, что препятствует интенсификации трещинообразования и снижает долю микровыкрашиваний в общем балансе износа лезвия. Это, в свою очередь, повышает износостойкость инструмента. При этом не требуется сложного и энергоемкого оборудования, т. е. упрощается технология повышения износостойкости.
Исходя из условия, что технологическое деформирование целесообразно проводить в области упругости материала режущего элемента, экспериментально определены пределы деформации: для режущих элементов из твердых сплавов 0,05 - 0,1%, из быстрорежущих сталей 0,9 - 1,1%, из легированных сталей 1,00 - 1,25%. За этими пределами повышение стойкости прекращается и появляется остаточная деформация режущего элемента.
Для осуществления способа используют дереворежущие инструменты типа фрезы, но с криволинейными рабочими поверхностями ножевых пазов и прижимных клиньев, выполненными в виде сменных элементов.
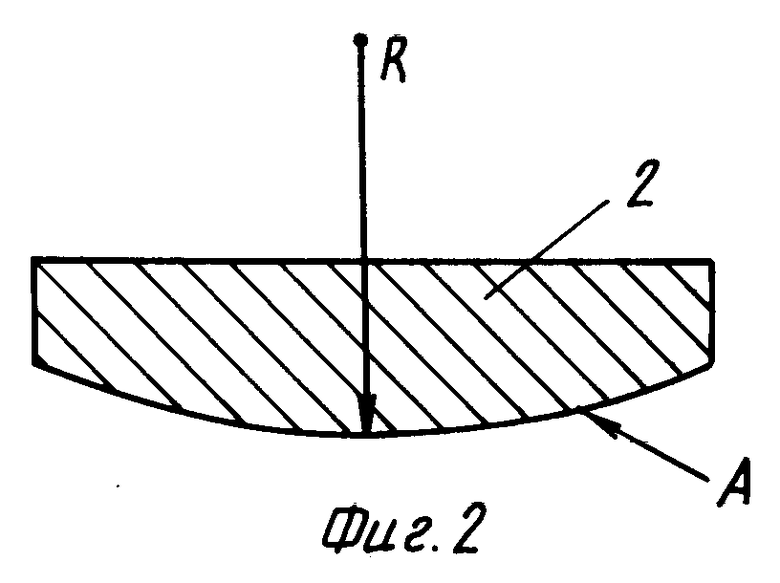
На фиг. 1 и 2 показано сечение сменных элементов соответственно ножевого паза 1 и прижимного клина 2. Их рабочая поверхность А выполнена криволинейной в осевом направлении с радиусом R, определяемым расчетным путем в зависимости от физико-механических характеристик материала режущего элемента.
Способ осуществляют следующим образом.
В зависимости от материала режущего элемента (ножа) выбирают и устанавливают в инструмент сменные элементы ножевых пазов 1 и прижимных клиньев 2 с определенным радиусом R рабочей поверхности. Крепление их осуществляют известным образом. Устанавливают в ножевой паз и закрепляют в нем режущий элемент с помощью прижимного клина (не показано). При этом производят технологическое деформирование изгибом благодаря воздействию на режущий элемент криволинейной рабочей поверхностью А ножевого паза 1 и прижимного клина 2. В результате в прикромочной зоне лезвия формируется равномерно распределенное напряжение состояние сжатия, что препятствует интенсификации трещинообразования и снижает долю микровыкрашиваний в общем балансе износа кромки лезвия.
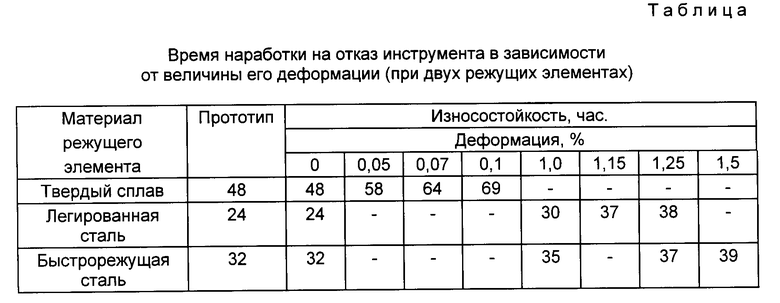
Пример. Для обработки заготовки выбран инструмент с режущими элементами из твердого сплава, например ВК 15, длиной 90 мм. По известной методике определяем радиус R кривизны рабочей поверхности сменных элементов ножевого паза 1 и прижимного клина 2. В данном случае он будет равен 1736 мм, что соответствует деформации при закреплении режущего элемента 0,05%. Из имеющегося набора сменные элементы соответствующего радиуса устанавливаются в корпус инструмента. При закреплении режущего элемента в прикромочной зоне лезвия формируется равномерно распределенное напряженное состояние сжатия, которое при эксплуатации инструмента способствует повышению его стойкости. При известном способе закрепления (деформации ножа отсутствуют) износостойкость режущего элемента из твердого сплава ВК 15 составляет 48 ч, в рассматриваемом случае она равна 69 ч. Результаты исследования других материалов приведены в таблице.
Результаты свидетельствуют о том, что стойкость режущего инструмента при использовании предварительно технологически деформированного в области упругости режущего элемента возрастает в среднем на 35 - 40% по сравнению с известным способом повышения стойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2000 |
|
RU2186670C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2162111C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2186129C2 |
| Способ получения покрытий на металлических поверхностях | 2002 |
|
RU2224826C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2003 |
|
RU2238986C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2003 |
|
RU2240360C2 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2003 |
|
RU2242355C1 |
| СПОСОБ ФОРМИРОВАНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2004 |
|
RU2275445C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДИСКОВОЙ ПИЛЫ | 1997 |
|
RU2122940C1 |
| ЛИТОЙ ТВЕРДЫЙ СПЛАВ | 1999 |
|
RU2147044C1 |
Использование - в деревометаллообрабатывающей и станкостроительной промышленности в качестве способа, повыщающего износостойкость сменных режущих элементов. Задача - повышение износостойкости сменных режущих элементов и упрощение технологии. Сущность изобретения: режущие элементы в сборных фрезах при закреплении деформируются изгибом, причем величину их деформации назначают в области упругости инструментального материала в пределах: для твердых сплавов 0,05-0,1%, для быстрорежущих сталей 0,9-1,5%, для регированных сталей 1,00-1,25%. При этом в структурах инструментальных материалов формируются напряжения сжатия. Это препятствует интенсификации трещинообразования и снижает долю микровыращиваний в общем балансе износа. Положительный эффект - стойкость инструмента при использовании деформации изгиба его режущих элементов возрастает в среднем на 35-40% по сравнению с известным способом повышения стойкости. 2 ил., 1 табл.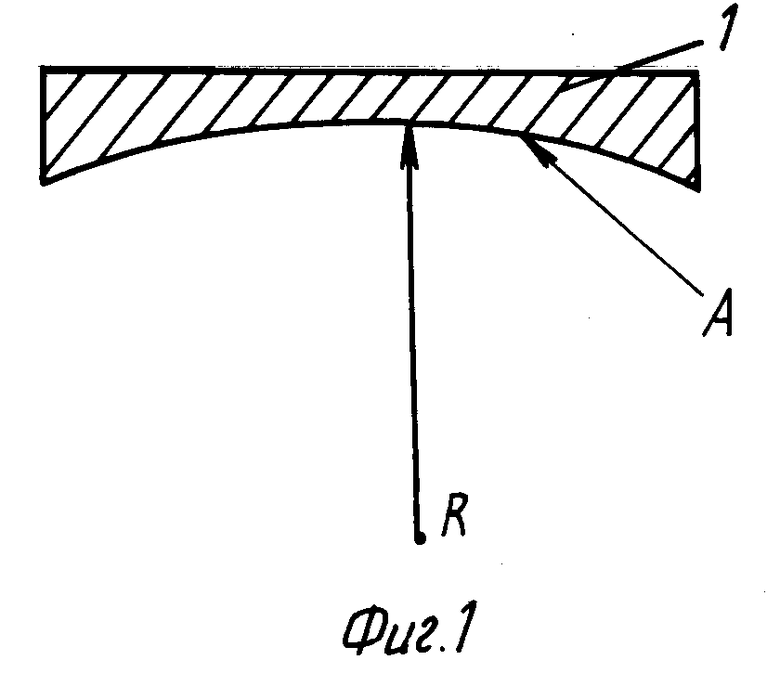
\ \ \ 1 1. Способ повышения износостойкости сменных режущих элементов в инструментах за счет формирования в поверхностных слоях инструментального материала напряжений сжатия, отличающийся тем, что режущий элемент при установке деформируют изгибом, причем величину деформации выбирают в области упругости. \ \ \2 2. Способ по п.1, отличающийся тем, что величина деформации для твердых сплавов составляет 0,05 - 0,1%. \\\2 3. Способ по п.1, отличающийся тем, что величина деформации для быстрорежущих сталей составляет 0,9 - 1,5%. \ \\2 4. Способ по п.1, отличающийся тем, что величина деформации для легированных сталей составляет 1,00 - 1,25%.
| Самсонов Г.В | |||
| и др | |||
| Электроискровое легирование металлических поверхностей | |||
| - Киев: Наукова Думка, 1976, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Коваленко В.С | |||
| и др | |||
| Упрочнение деталей лучом лазера | |||
| - Киев: Техника, 1981, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
