Изобретение относится к машиностроению и может быть использовано для снижения шероховатости поверхности кристаллизующихся расплавов, повышения плотности формирующихся структур и образования в них остаточных напряжений сжатия при обработке источниками высококонцентрированной лучевой энергии за счет управления гидродинамическим состоянием расплава при обеспечении стабильно ламинарного (близкого к стационарному) режима течения.
Известен способ перемешивания расплавов токопроводящих металлов в ковшах под действием магнитного поля [1].
Недостатками такого способа являются сложность управления движением потока жидкости и невозможность локализации управления движением в отдельных областях расплава.
Известен способ поверхностной термической обработки металлов, при котором обеспечивается улучшение качества поверхности кристаллизующихся расплавов за счет уменьшения скорости гидродинамических потоков в них [2].
Недостатком способа является необходимость введения в структуру материала специальных добавок, ограничивающих течение жидкости и изменяющих химический состав материала.
Задача изобретения - обеспечение гидродинамического равновесия расплава без введения специальных добавок.
Технический результат - снижение высотных параметров шероховатости обрабатываемой поверхности и повышение прочностных характеристик.
Это достигается тем, что в способе поверхностной термической обработки металлов лазерным оплавлением, при котором осуществляют управление скоростью гидродинамического перемешивания расплава в зоне оплавления, воздействуют при оплавлении на обрабатываемую поверхность переменным электромагнитным полем, напряженность которого выше значения, соответствующего магнитному насыщению обрабатываемого материала в объеме расплава, при этом плоскость силовых линий магнитной индукции устанавливают перпендикулярно направлению движения расплава.
Известно, что если расплав обладает электропроводностью и существует электрическая цепь, то в результате его движения в магнитном поле возникает электрический ток (ЭДС). И наоборот ток может индуцироваться за счет изменения магнитного поля во времени (переменное электромагнитное поле). Причиной появления электричества в первом случае являются турбулентные потоки в объеме расплава, обусловленные действием термокапиллярных сил при тепловом расширении с одновременным переходом материала в жидкое состояние. При этом, принимая во внимание относительно равномерное распределение плотности энергии по площади поверхности и апертуру луча (например, при обработке лучом лазера), вектор движения потоков расплава направлен к поверхности. Вследствие пересечения проводящим расплавом линий магнитной индукции внешнего поля возникает индуцируемое магнитное поле в расплаве, возмущающее внешне наведенное поле. Кроме того, вследствие взаимодействия токов и поля появляется электромагнитная сила, оказывающая реакцию на первоначальное движение.
Действительно жидкость не является магнитной - она действует на магнитное поле не просто своим присутствием, а благодаря текущим в ней электрическим токам. Проводимость жидкости обусловлена содержащимися в ней свободными зарядами (ионами или электронами), которые могут двигаться произвольным образом; также жидкость может быть диэлектрической и содержать связанные заряды (молекулярные диполи). Реакция электромагнитной силы обусловливает псевдовязкие и диссипативные эффекты ограничения движения (при взаимной перпендикулярности направления движения и линий магнитного поля возникающие силы точно противонаправлены движению), псевдоупругие и консервативные эффекты возбуждения или усиления существующего движения, а также его деформации (изменения траектории) или изменения структуры течения в центральных и приграничных областях расплава (при промежуточных углах между скоростью движения и линиями поля силы имеют также компоненту, нормальную к скорости движения, что искажает первоначальную траекторию, стремясь направить движение вдоль поля); при параллельности траекторий движения и силовых линий взаимодействие отсутствует - нулевой эффект.
Таким образом, индуцируемые токи будут стремиться препятствовать относительному движению жидкости и поля, так что поле будет “переноситься” жидкостью. Ограничение турбулентности обусловлено деформацией поля при “переносе” его жидкостью, а также реакцией электромагнитной силы. При этом уменьшается скорость движения и давление в расплаве, что обусловливает более равномерный рельеф поверхности жидкой ванны и снижает высотные параметры шероховатости.
Жидкий расплав представляет собой сплошную среду и в силу этого характеризуется давлением и скоростью. При этом проводящие способности расплавов большинства металлов позволяют использовать свойство жидкости бесконечно деформироваться (уплотняться) в качестве фактора повышения плотности формируемых структур. Уплотнение обеспечивается вследствие действия объемных (сжимающих) сил, отталкивающих металл от индуктора, возникающих в расплаве при протекании тока и его взаимодействия с собственным магнитным полем. За счет того что в зоне расплавления сечение индуктора выбрано более плотным, чем в пределах необрабатываемых участков поверхности, обеспечивается изменение сечения пучка токовых нитей и возрастание поперечных объемных сил, вызывающих локальное уплотнение материала. При охлаждении в магнитном поле и кристаллизации в объеме расплава образуются благоприятные остаточные напряжения сжатия, повышающие однородность структуры.
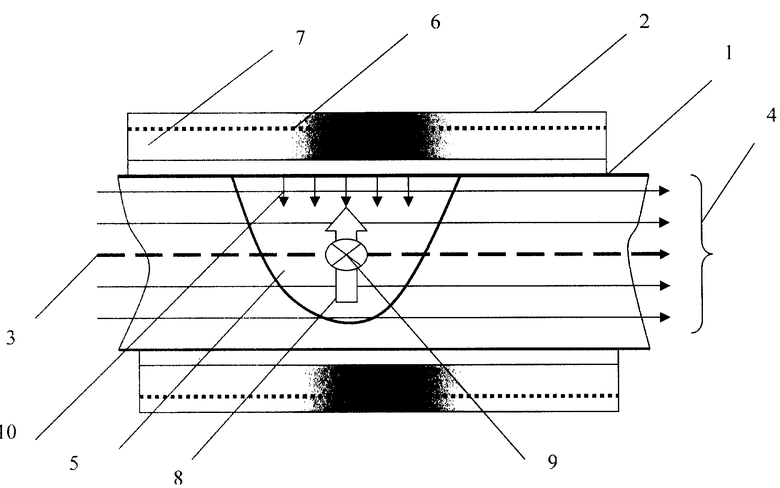
На чертеже представлена схема поверхностной обработки металлических поверхностей с расплавлением в магнитном поле.
Способ осуществляют в следующей последовательности. Определяют область теплового воздействия на обрабатываемой поверхности 1. Образец помещают в соленоид 2. Соленоид устанавливают таким образом, чтобы при обработке лучом плоскость силовых линий магнитной индукции 3 была параллельна обрабатываемой поверхности 1. Затем индуцируют переменное электромагнитное поле 4, напряженность которого устанавливают выше значения, соответствующего магнитному насыщению материала в объеме расплава 5, после чего производят лучевое воздействие. В процессе нагрева металл в объеме расплава 5 изменяет свое агрегатное состояние, переходя в жидкую фазу. Наведенные кольцевые токи 6 в выбранной проекции изображения проецируются в точки. Градиентной заливкой 7 сечения соленоида 2 обозначено различие в сечениях пучка токовых нитей, большая плотность которых приходится на зону лазерного воздействия. Тепловое движение 8 расплава 5 в переменном поле 4 обусловливает появление ЭДС 9 (проецируется в точку) в расплаве. Взаимодействие тока 6 в объеме расплава 5 с собственным магнитным полем 3 проявляется в виде объемных сил 10, ориентированных нормально силовым линиям магнитной индукции и сжимающих металл, способствуя его уплотнению. Кристаллизацию проводят в электромагнитном поле 4 при неизменной его ориентации.
Пример 1. Производят локальное импульсное воздействие лазерным лучом на поверхность стали Р18 при мощности 1.5 кВт и длительности импульса 150 нс при диаметре пятна 1.5 мм. Обработку проводят в магнитном поле соленоида при напряженности 350 кА/м. Микротвердость в зоне оплавления составила 12400 МПа при шероховатости Ra 1.25 мкм. Для образцов, обработанных по традиционной технологии, величина микротвердости составила 10400 при шероховатости Ra 6.8 мкм и остаточных напряжениях сжатия 450 МПа.
Пример 2. Производят локальное импульсное воздействие лазерным лучом на поверхность алюминиевого сплава В95 при мощности 0.8 кВт и длительности импульса 100 нс при диаметре пятна 2.0 мм. Обработку проводят в магнитном поле плоского индуктора при напряженности поля 740 кА/м. Шероховатость поверхности составила Ra 0.68 мкм при исходной 1.3 мкм.
Пример 3. Производят локальное импульсное воздействие лазерным лучом на поверхность образца из бронзы БрБ2 при мощности 1.2 кВт и длительности импульса 130 нс при диаметре пятна 1.5 мм. Обработку проводят в импульсном магнитном поле цилиндрического соленоида при напряженности поля 1200 кА/м и длительности импульса 1×10-5 с. Шероховатость поверхности составила Ra 1.35 мкм при исходной 2.4 мкм.
Источники информации
1. Шерклиф Дж. Курс магнитной гидродинамики. М.: Мир, 1967, - 320 с.
2. Лазерное термоупрочнение режущего инструмента: Обзор информ. М.: ВНИПИЭИлеспром. Выпуск 3, 1989, - 52 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2162111C2 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ПУЧКОВОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2016 |
|
RU2619543C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ТИПА ТЕЛ ВРАЩЕНИЯ | 2009 |
|
RU2427672C1 |
| СПОСОБ И УСТРОЙСТВО АДДИТИВНОГО ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ПРЯМОГО ОСАЖДЕНИЯ МАТЕРИАЛА, УПРАВЛЯЕМОГО В ЭЛЕКТРОМАГНИТНОМ ПОЛЕ | 2015 |
|
RU2627527C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ КРИСТАЛЛИЗАЦИИ И СЕГРЕГАЦИИ В СЛИТКАХ | 1993 |
|
RU2095493C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ МАССИВНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2688190C1 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1125111A1 |
| ЛАЗЕРНЫЙ ИСТОЧНИК ИОНОВ С МУЛЬТИПОЛЬНЫМ МАГНИТНЫМ ПОЛЕМ | 2008 |
|
RU2378735C1 |
Изобретение относится к области машиностроения и используется для снижения шероховатости поверхности кристаллизующихся расплавов, повышения плотности формирующихся структур и образования в них остаточных напряжений сжатия при обработке источниками высококонцентрированной лучевой энергии за счет управления гидродинамическим состоянием расплава при обеспечении стабильно ламинарного (близкого к стационарному) режима течения. При оплавлении на обрабатываемую поверхность воздействуют переменным электромагнитным полем, напряженность которого выше значения, соответствующего магнитному насыщению обрабатываемого материала в объеме расплава, при этом плоскость силовых линий магнитной индукции устанавливают перпендикулярно направлению движения расплава. Технический результат - снижение высотных параметров шероховатости обрабатываемой поверхности и повышение прочностных характеристик. 1 ил.
Способ поверхностной термической обработки металлов лазерным оплавлением, при котором осуществляют управление скоростью гидродинамического перемешивания расплава в зоне оплавления, отличающийся тем, что воздействуют при оплавлении на обрабатываемую поверхность переменным электромагнитным полем, напряженность которого выше значения, соответствующего магнитному насыщению обрабатываемого материала в объеме расплава, при этом плоскость силовых линий магнитной индукции устанавливают перпендикулярно направлению движения расплава.
| Лазерное термоупрочнение режущего инструмента | |||
| Обзор | |||
| информ | |||
| - М.: ВНИПИЭИлеспром, Выпуск 3, 1989, с.52 | |||
| Способ термообработки быстрорежущей стали | 1988 |
|
SU1696503A1 |
| Способ термической обработки серых чугунов | 1987 |
|
SU1518392A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ НА РАСПЛАВЛЕННЫЙ МЕТАЛЛ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198945C2 |

