Изобретение относится к электрохимической обработке, преимущественно к электрополированию нержавеющих хромоникелевых сталей, и может найти применение в различных областях техники в процессах электрополирования для обеспечения необходимости физико-механических и эксплуатационных свойств деталей, а также в качестве подготовительной операции перед нанесением гальванических покрытий.
Известны (1) традиционные способы электрохимической полировки, основанные на применении многокомпонентных электролитов на базе агрессивных и сильных токсичных кислот (серной, ортофосфорной, соляной и др.) при температуре близкой к кипению с добавлением поверхностно-активных веществ, ингибиторов кислотной коррозии и др., позволяющих поддерживать условие равновесия скоростей травления и окисления поверхности анода, что обеспечивает процесс качественного полирования изделия.
Общим недостатком при использовании традиционных способов полировки является необходимость проведения специальных мероприятий при приготовлении, использовании и регенерации электролитов, утилизации отходов, связанных с обеспечением экологической безопасности людей и окружающей среды (1, 2).
Наиболее близким к заявляемому техническому решению является способ (3) электролитического полирования изделий из хромоникелевых нержавеющих сталей, включающий обработку в анодном электрогидродинамическом режиме в растворе сульфата металла при 70 - 90oC, отличающийся тем, что, с целью полирования изделий из хромоникелевокремнистых сталей с одновременным снижением их шероховатости и повышением блеска, обработку ведут при напряжении 330 - 380 B в 1 - 10%-ном растворе сульфата калия.
Механизм полирования поверхности изделия заключается в электрохимических и химических реакциях, протекающих в парогазовой оболочке между материалов детали - анода и парами электролита, за счет чего происходит одновременно два равных по скорости процесса - анодное окисление поверхности металла и химическое травление образующегося окисла.
Однако использование в известном способе традиционного механизма травления оксидной пленки путем введения в состав электролита сильных кислот или солей, образованных сильными кислотами (в данном способе сульфата калия, который под действием электрохимических реакций в околоанодном пространстве образует серную кислоту), требует специальных мероприятий по соблюдению норм техники безопасности обслуживающего персонала и охране окружающей среды.
Целью предлагаемого изобретения является обеспечение качества полирования за счет снижения шероховатости и увеличения отражательной способности поверхности с одновременной заменой традиционно используемых электролитов на экологически более безопасный на основе водного раствора соли кислого углекислого натрия (пищевой соды).
Обработку согласно предлагаемому изобретения ведут на постоянном электрическом токе в электрогидродинамическом режиме при генерировании искровых разрядов на поверхности изделия при напряжении 140-310 B в 4 - 18%-ом водном растворе кислого углекислого натрия при температуре 40 - 90oC.
При анодном гидродинамическом режиме происходит формирование у поверхности обрабатываемой детали устойчивой парогазовой оболочки (ПГО), которая отторгает электролит от поверхности анода и способствует протеканию интенсивных химических и электрохимических реакций между материалом детали и составляющими оболочку парами электролита и газами. Это вызывает анодное окисление поверхности металла. Генерирование на поверхности анода множественных искровых разрядов приводит к разрушению сформировавшихся оксидных пленок.
При поддержании равенства между собой скоростей окисления и разрушения окислов возникает эффект полирования, заключающийся в снижении шероховатости и повышении отражательной способности поверхности детали. Разрушение оксидного слоя происходит в первую очередь на микронеровностях, в силу того, что из-за повышенной напряженности электрического поля на границах микровыступов пробой ПГО искровыми разрядами происходит по вершинам микронеровностей. За счет этого достигается высокая скорость снижения высоты микронеровностей поверхности, а также отсутствует точечное растравливание, свойственное электрохимическому травлению (1).
Эффект полирования усиливается согласно предлагаемому способу наличием в ПГО защитного углекислого газа (CO2), в среде которого происходит образование сверхтонких оксидных пленок металла, легко поддающихся разрушению под действием искровых электрических разрядов.
Известно (4) использование электрических разрядов в электроэррозионной обработке токопроводящих металлов и сплавов (электроискровой, электроимпульсной, электроконтактной и др.), где они служат для изменения формы, размеров, шероховатости и свойств поверхности детали. Однако при этом электрические разряды, протекающие между электродом-инструментом и электродом-деталью через жидкую диэлектрическую среду, приводят к нагреву, расплавлению и испарению микропорций материала с поверхностей электродов.
Известно также (5) применение электрических разрядов при анодно-механической обработке металлов, где их тепловая энергия используется для образования на поверхности анода плохо растворимого в электролите пленочного вещества и для локального расплавления частиц металла в местах электрического пробоя этих пленок с последующим выбросом этих частиц из зоны обработки.
Общим недостатком известных способов является то, что поверхность металла после обработки покрывается лунками - следами разрядов, что не позволяет достичь необходимого для чистовой обработки уровня шероховатости.
Известны (6) электрические разряды в процессах электрического нанесения силикатных покрытий на алюминий и его сплавы, где тепловая энергия электродуговых разрядов используется для дегидратации и частичного оплавления мицелл кремниевой кислоты, осевших на аноде, и для образования алюмосиликатного покрытия.
Известно также (7) использование электрических разрядов при микродуговом оксидировании алюминия и его сплавов при генерировании локальных термоэлектрохимических реакций на поверхности металла.
В отличие от известных способов, предлагаемое техническое решение предполагает искровое разрушение оксидных пленок без оплавления поверхности металла.
Условием достижения эффекта по предлагаемому способу являются режимы обработки.
Предельные величины концентрации водного раствора соли кислого углекислого натрия составляют 4 oC 18%. При меньшей концентрации невозможно достичь режима генерирования электроискровых разрядов по всей поверхности детали. Верхний предел ограничен наивысшей концентрацией растворения этой соли в воде (предел насыщения).
Диапазон температур, при которых возможен эффект качественной полировки, ограничен пределами 40 - 90oC. Полирование при температурах ниже 40oC нежелательно ввиду того, что при данных температурах невозможен скоростной выход на электрогидродинамический режим, как это необходимо при данном способе полирования. В противоположном случае, при постепенном увеличении напряжения, будет иметь место процесс интенсивного окисления поверхности металла вплоть до образования рыхлой оксидной пленки черного цвета толщиной 0,5 - 1 мм, что значительно снижает качество полировки и загрязняет электролит.
Верхний предел температур органичен тем, что при температурах, близких к 100oC, возникает закипание электролита, что приводит к значительным пульсациям ПГО, при которых возможен прямой контакт поверхности металла с электролитом, неравномерность окисления поверхности металла, и что, в свою очередь, вызывает неравномерность величины шероховатости поверхности. Кроме того, наблюдается интенсивное разбрызгивание капель электролита из зоны обработки.
Выбор верхнего и нижнего предела напряжений электрического тока, подаваемого на электролитическую ячейку определен в данном способе необходимостью генерирования на поверхности анода множественных искровых электрических разрядов в электрогидродинамическом анодном режиме. При напряжениях ниже 140 B согласно предлагаемому способу невозможно добиться стабильности ПГО и генерирования разрядов по всей площади поверхности анода. Система в этом случае работает или в режиме стационарного электролиза (0 - 70 B), либо в коммутационном режиме (80 - 140 B), когда единичные искровые электрические разряды возникают, в основном, на кромках детали.
Увеличение разности потенциалов на электролитической ячейке свыше 310В приводит к образованию вокруг ПГО интенсивных термогидродинамических процессов, переходящих в дуговые разряды, при этом происходят значительные колебания электрических параметров на электролитической ячейке (I = 0,8 - 1,5 A, U = 296 - 325 B), что, в свою очередь, снижает качественные характеристики процесса, его производительность и повышает энергозатраты.
Примеры реализации способа.
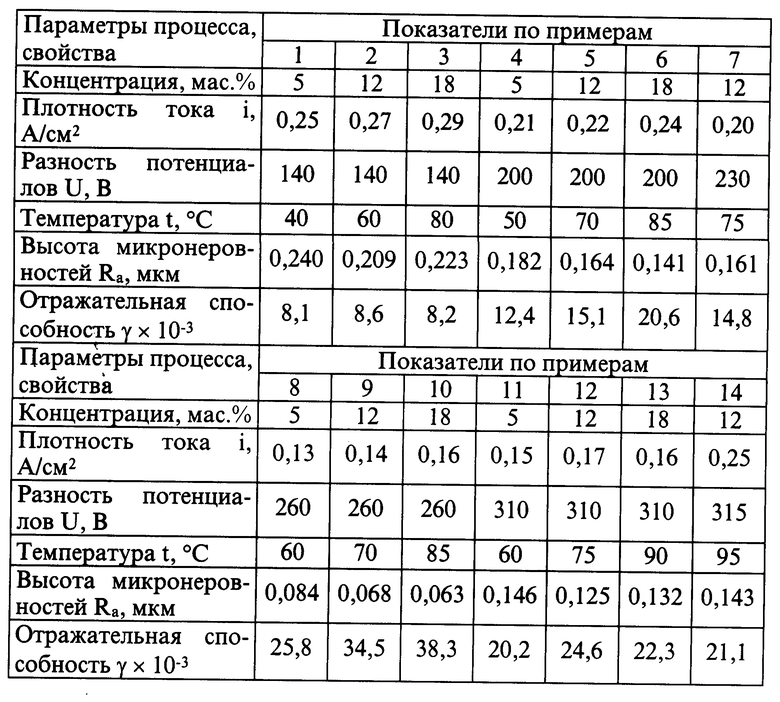
Опыты проводили с целью подтверждения возможности получения сравнительно отражательной способности и низких значений величины шероховатости поверхности деталей при полировке, согласно предлагаемому способу.
Обработке подвергали образцы размером 10 x 60 x 2 мм из стали 12Х18Н10Т. Исходная шероховатость Ra = 0,63 - 0,66 мкм, отражательная способность γ • 10-3 = 0,40 - 0,50. Состав электролита - водный раствор кислого углекислого натрия. Время обработки 2 мин. Шероховатость поверхности и отражательную способность измеряли по стандартным методикам с помощью профилометра модели 293 с цифровым отсчетом показаний и объективного фотометра У4.2ФОУ.
Полученные данные сведены в таблицу.
Как видно из таблицы, предложенное техническое решение позволяет производить электрохимическую полировку нержавеющих хромоникелевых сталей в среде экологически чистого электролита на основе водного раствора соли кислого углекислого натрия (пищевой соды) с достижением при этом параметров шероховатости Ra = 0,062 мкм, что на 21% чище, чем получено по известному способу (прототип).
При этом, отражательная способность поверхности согласно предлагаемому изобретению, улучшена по сравнению с прототипом в 1,5 раза и составляет γ = = 38,3 • 10-3.
Таким образом, заявленный способ электрохимического полирования нержавеющих хромоникелевых сталей характеризует повышенное качество обработанной поверхности и экологическая чистота электролита.
Источники информации
1. Грилихес С.Я. Электрохимическое полирование. Л.: Машиностроение, Ленинградское отд-е, 1976. - 246 с., с.73-92, 93-99, 78, 83, 86.
2. Папилов Л. Я. Техника безопасности при электрофизической и электрохимической обработке материалов. Л.: Машиностроение. Ленинградское отд-е, 1966. -298 с., с. 72-102.
3. Авторское свидетельство СССР N 1700110, кл. C 25 F 3/16, 1986, Бюл. N 47 (прототип).
4. Справочник по электрохимическим и электрофизическим методам обработки // Амитан Г. Л. и др.; под общ. ред. Волосатова В.А. - Л.: Машиностроение. Ленинградское отд-е, 1988. - 719 с., с.185.
5. Библиотека электротехнолога. Выпуск 3. Электрохимическая и электромеханическая обработка металлов. Вишницкий А.Л., Ясногородский И.З., Григорчук И.П. Л.: Машиностроение, 1971. -212 с., с. 65-68.
6. Снежко Л.А., Черненко В.И. Механизм диэлектрического пробоя при формовке анодных керамических пленок на АМГ5. Электронная обработка материалов, 1683, N 4, 38-41., c. 39.
7. Аверьянов Е.Е. Справочник по анодированию. -М.: Машиностроение. 1988. -224 с., с. 19-25.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТВЕРДОГО ОКСИДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2123546C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ С МЕТАЛЛИЧЕСКОЙ ОСНОВОЙ | 1998 |
|
RU2145073C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ТИТАНЕ И ЕГО СПЛАВАХ | 1997 |
|
RU2110611C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2081214C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОПОЛИРОВАНИЯ СЕРЕБРА | 2005 |
|
RU2288301C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1995 |
|
RU2094546C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2023 |
|
RU2820693C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ | 2023 |
|
RU2821036C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
Изобретение относится к электрохимической обработке, преимущественно к электрополированию нержавеющих сталей, и может найти применение в различных областях техники в процессах электрополирования, используемых в качестве финишных операций обработки изделий, а также для подготовки поверхностей деталей перед нанесением гальванических покрытий. Обработку согласно данному изобретению ведут на постоянном электрическом токе в электрогидродинамическом режиме при генирировании искровых разрядов на поверхности изделия при напряжении 140 - 310 В в 4 - 18%-ом водном растворе кислого углекислого натрия при температуре 40 - 90oС. Интенсивное снижение шероховатости и увеличение отражательной способности поверхности происходит за счет одновременно протекающих в парогазовой оболочке химических и электрохимических процессов окисления металла и разрушения сформировавшихся оксидных пленок под действием множественных искровых разрядов, которые идут преимущественно по вершинам микровыступов, скругляя их. Изобретение позволяет повысить качество полирования за счет снижения шероховатости и увеличения отражательной способности поверхности с одновременной заменой традиционно используемых электролитов на экологически более безопасный на основе водного раствора соли кислого углекислого натрия (пищевой соды). 1 табл.
\ \ \ 1 Способ электрохимического полирования изделий из хромоникелевых сталей, преимущественно из нержавеющих, включающий анодную обработку постоянным электрическим током в электрогидродинамическом режиме в растворе соли натрия, отличающийся тем, что обработку ведут при генерировании искровых разрядов на поверхности изделия при напряжении 140 - 310 В в 4 - 18%-ном водном растворе кислого углекислого натрия при температуре 40 - 90<198>C.
| Способ полирования изделий из хромоникелевых сталей | 1986 |
|
SU1700110A1 |
| Составной управляемый аэростат | 1929 |
|
SU22476A1 |
| ОДНОТАКТНЫЙ ИНВЕРТОР | 1992 |
|
RU2043694C1 |
| US 4448699 A, 10.04.79 | |||
| DE 3911190 A1, 02.11.89. | |||
