Изобретение относится к устройствам для определения физико-механических характеристик материалов и может применяться в качестве технологической оснастки в авиастроении, судостроении и других отраслях машиностроения.
Известно устройство [1] для осевого сжатия трубчатой заготовки, содержащее основание и размещенные в нем соосные верхнюю и нижнюю опоры для контактирования с торцами заготовки, а также поддерживающий элемент для охватывания заготовки, выполненный в виде порошкообразного материала и сопряженных между собой секторов. Нагружают заготовку осевой силой через указанные опоры только лишь в пределах малых упругих деформаций. При этом поддерживающий элемент препятствует изгибу заготовки.
Основным недостатком данного устройства является невозможность осадки длинномерной цилиндрической заготовки сплошного сечения до больших степеней пластической деформации в условиях однородного линейного напряженного состояния вследствие ограниченности перемещения секторов в радиальном направлении, обусловленного увеличением диаметра заготовки при ее сжатии.
Изобретение направлено на обеспечение возможности осадки длинномерной цилиндрической заготовки сплошного сечения до больших степеней пластической деформации в условиях однородного линейного напряженного состояния.
Это достигается тем, что в устройстве поддерживающие элементы для охватывания заготовки установлены один на другой и каждый из них включает в себя опорную цилиндрическую плиту с направляющими пазами, установленные в них по скользящей посадке плоские секторы с запрессованными в них штифтами, установленное на опорной плите кольцо, имеющее кольцевой паз, клинья, упорные штифты и пружины для поджатия последних к клиньям, при этом упорные штифты установлены на плоских секторах, клинья размещены в кольцевом пазу кольца на одинаковом расстоянии друг от друга в окружном направлении, кольцо цилиндрической опорной плиты нижнего поддерживающего элементы для охватывания заготовки сопряжено по цилиндрической поверхности по скользящей посадке с цилиндрической опорной плитой верхнего поддерживающего элемента для охватывания заготовки. Все подвижные детали устройства образовывают соответствующие кинематические пары, позволяющие деформировать заготовку до больших степеней пластической деформации в условиях однородного линейного напряженного состояния.
Структурная схема предлагаемого устройства представлена на следующих фигурах: фиг. 1 - основной вид устройства, фиг. 2 - вид устройства по разрезу А-А.
Устройство содержит нагружающий 1 и опорный 2 захваты, между которыми установлена длинномерная заготовка длиной l и диаметром d (β = l/d>5) Захват 2 запрессован в неподвижное основание 4, выполненное в виде полого цилиндра. В основании на опорный захват установлены один на другой поддерживающие элементы для охватывания заготовки, каждый из которых включает в себя: опорную цилиндрическую плиту 5 с радиальными направляющими пазами; плоские толщиной 3 - 5 мм секторы 6 с запрессованными в них по оси симметрии двумя штифтами 7; установленное на плите 5 нижнего поддерживающего элемента кольцо 8, сопрягающееся по цилиндрической поверхности с опорной плитой верхнего поддерживающего элемента по скользящей посадке и имеющее кольцевой паз; установленные в нем на одинаковом расстоянии друг от друга в окружном направлении плоские клинья 9 с углом α ; пружины 10 (в рассматриваемом случае пружины растяжения) для поджатия к клиньям упорных штифтов 11, установленных на секторах в одном радиальном направлении, что и штифты 7.
Указанные детали поддерживающих элементов для охватывания заготовки образовывают две низшие кинематические пары - вращательная пара (плита 5 и кольцо 8) и поступательная пара (плита 5 и сектор 6 с двумя штифтами 7), и одну высшую кинематическую пару, присущую кулачковому механизму [2] (клин 9 и сектор 6 с упорным штифтом 11, рассматриваемые соответственно как кулачок и толкатель).
Для осуществления поворота колец 8 в них вставлены ручки 12, свободно проходящие через кольцевые прорези в корпусе 4 и плитах 5, зафиксированных в корпусе с помощью, например, винтовых прижимов (на фиг. 1 и 2 они не показаны) после сборки всех комплектующих деталей в устройстве.
Для обеспечения нормальной работы самого верхнего поддерживающего элемента сверху на его опорную плиту 5 устанавливают крышку 13, сопрягающуюся с кольцом 8 и корпусом 4 по цилиндрической поверхности по посадке движения.
Устройство работает следующим образом. Благодаря наличию в поддерживающих элементах указанных кинематических пар поворотом кольца 8 с помощью ручки 12 осуществляют одновременное перемещение всех секторов 6 в радиальном направлении по направляющим пазам опорной плиты 5. Согласно представленной на фиг. 2 схеме при повороте кольца 8 по часовой стрелке секторы перемещаются от оси устройства, в противном случае - к оси последнего.
Поворотом колец 8 по часовой стрелке раздвигают секторы 6, перемещающиеся при этом под действием пружин 10, и устанавливают заготовку 3, а на нее нагружающий захват 1. Далее поворотом колец 8 против часовой стрелки приводят в соприкосновение секторы 6 с заготовкой 3, одновременно устанавливая последнюю соосно с устройством. Нагружение заготовки 3 производят через захваты 1 и 2 силой P. При этом поддерживающие элементы, охватывая заготовку, препятствуют ее искривлению, в связи с чем заготовка будет деформироваться в условиях однородного линейного напряженного состояния до больших степеней пластической деформации.
Если заготовка будет стремиться к искривлению, то она будет воздействовать только на один из секторов в каждом из поддерживающих элементов, и благодаря этому вызовет только прижатие колец 8 к плите 5 в направлении возможного изгиба заготовки. При этом величину угла α клина 9 (см. фиг. 2) назначают такой, чтобы окружная составляющая силы прижатия упорного штифта 11 к клину 9 была бы недостаточной для преодоления сил трения между сопрягающимися цилиндрическими поверхностями плиты 5 и кольца 8, что, в противном случае, приведет к повороту последнего относительно своей оси, а благодаря этому и перемещению секторов 6 относительно исходного положения оси заготовки и соответственно искривлению последней.
При осадке заготовки ее диаметр увеличивается, что приведет к одновременному прижатию всех секторов через их упорные штифты 11 к клиньям 9 с одной и той же силой. В связи с этим кольцо 8 будет находиться в свободном состоянии относительно опорной плиты 5, а окружные составляющие сил прижатия секторов к соответствующим клиньям 9 создадут вращающий момент, под действием которого кольцо 8 на каждой опорной плите 5 повернется по часовой стрелке, и тем самым обеспечивается возможность синхронного и с одинаковой скоростью перемещения секторов на плите 5 от оси заготовки на величину изменения ее радиуса, что является необходимым условием реализации однородного линейного напряженного состояния в осаживаемой заготовке.
Для обеспечения надежности работы устройства количество входящих в высшую кинематическую пару деталей (клин 9 и сектор 6 с парным штифтом 11) должно быть четным и не менее шести. Половина секторов на каждом поддерживающем элементе устанавливается сверху на оставшуюся часть последних между двумя нижними (см. фиг. 2). При этом секторы должны иметь такие размеры, чтобы верхние секторы перекрывали нижние по каждой стороне в радиальном направлении на ширину не менее 5 мм, что необходимо для обеспечения синхронного движения всех секторов.
Внутренние концевые части секторов 6 имеют перпендикулярные оси симметрии последних плоские поверхности, образующие в каждом поддерживающем элементе при виде сверху правильный n-угольник (n = 6, 8, 10 ...), в который вписывается окружность произвольного (в зависимости от положения секторов на плите 5) диаметра с центром, совмещенным с осью устройства.
В зависимости коэффициента β в устройстве устанавливают определенное количество поддерживающих элементов на расстоянии друг от друга, равном [3] l2 = l1 ≤ 2d, где l1 - расстояние от захватов 1 и 2 до ближайших секторов (см. фиг. 1).
По мере уменьшения длины деформируемой заготовки для продолжения ее осадки снимают сверху поддерживающие элементы, предварительно сняв при этом крышку 13.
Предлагаемое устройство является достаточно универсальным и простым в эксплуатации. Применение его в качестве испытательной техники позволит с высокой точностью проводить исследования с целью определения физико-механических свойств металлов. Оно может быть также основной при проектировании технологической оснастки для реализации осадки длинномерных цилиндрических заготовок до больших степеней деформации.
Источники информации
1. А.С. СССР N 1816991. Бюл. из. N 19, 23.05.93 г.
2. Фролов В. К. и др. Теория механизмов и машин. -М.: Высшая школа. -1982. -496 с.
3. ГОСТ 25. 503-80. Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на сжатие, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2008 |
|
RU2384834C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА СЖАТИЕ С КРУЧЕНИЕМ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2004 |
|
RU2255322C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА СЖАТИЕ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 1996 |
|
RU2109264C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОЙ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2247962C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ МАТЕРИАЛОВ НА СЖАТИЕ | 1997 |
|
RU2134414C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПЛАСТИЧЕСКОЕ СЖАТИЕ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2003 |
|
RU2247355C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА СЖАТИЕ ДЛИННОМЕРНОГО ОБРАЗЦА | 2001 |
|
RU2231039C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА СЖАТИЕ ОБРАЗЦОВ ЛИСТОВОГО МАТЕРИАЛА | 1996 |
|
RU2138034C1 |
| Устройство для испытания на прочность при пластическом сжатии длинномерных образцов | 1991 |
|
SU1810786A1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОЙ ОСАДКИ СО СДВИГОМ ПЛОСКОЙ ЗАГОТОВКИ | 2004 |
|
RU2252102C1 |

Изобретение относится к области определения физико - механических характеристик. Устройство содержит два поддерживающих элемента для охватывания заготовки, установленных один на другой, и каждый из них включает в себя опорную цилиндрическую плиту с направляющими пазами, установленные в них по скользящей посадке плоские секторы с запрессованными в них штифтами, установленное на опорной цилиндрической плите кольцо, имеющее кольцевой паз, клинья, упорные штифты и пружины для поджатия упорных штифтов к клиньям. Упорные штифты установлены на плоских секторах, клинья размещены в кольцевом пазу кольца на одинаковом расстоянии друг от друга в окружном направлении, кольцо цилиндрической опорной плиты нижнего поддерживающего элемента для охватывания заготовки сопряжено по цилиндрической поверхности по скользящей посадке с цилиндрической опорной плитой верхнего поддерживающего элемента для охватывания заготовки. При этом все подвижные детали образуют кинематические пары. Техническим результатом является повышение точности реализации однородного линейного напряженного состояния в осаживаемой цилиндрической заготовке. 1 з.п.ф-лы, 2 ил.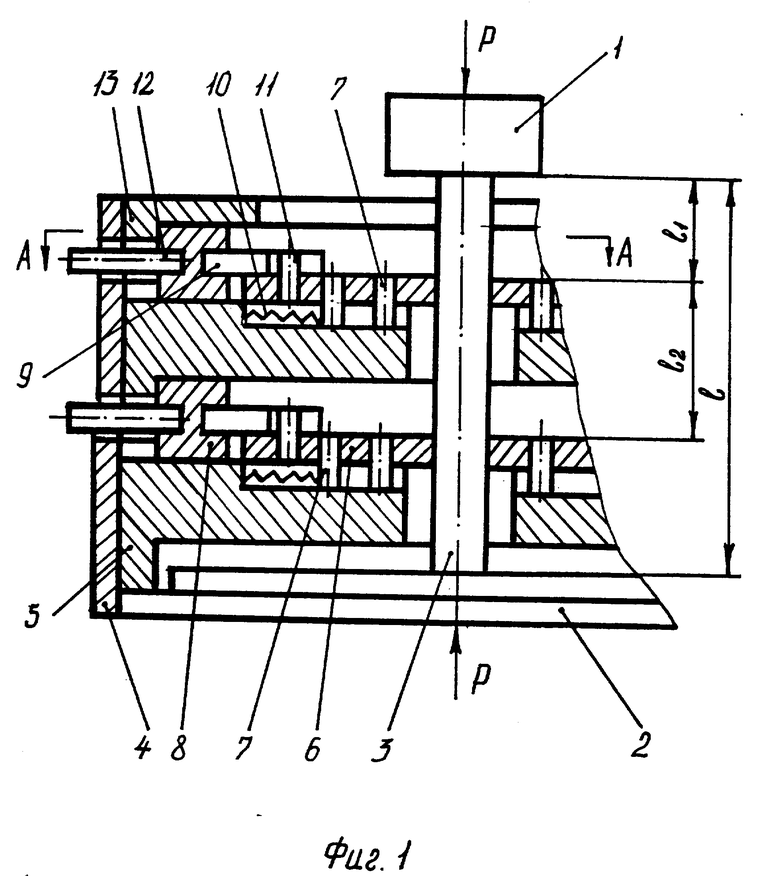
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для испытания трубчатых образцов на осевое сжатие | 1991 |
|
SU1816991A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для испытаний образцов оболочек на прочность при осевых нагрузках | 1986 |
|
SU1374089A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для испытания трубчатых образцов на осевое сжатие | 1986 |
|
SU1395977A2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для испытания трубчатых конструкций на сжатие | 1985 |
|
SU1260717A1 |
