Изобретение относится к смесям для изготовления препрегов и комбинированных материалов, содержащим эпоксидную смолу и отвердитель - ароматический полиамин, а также к изготовленным из этих смесей препрегам и комбинированным материалам и печатным платам.
Комбинированные материалы на основе эпоксидных смол и неорганических или органических армирующих материалов получили большое значение во многих областях техники и повседневной жизни. Причинами для этого, с одной стороны, являются относительно простая и надежная переработка эпоксидных смол и, с другой стороны, хороший уровень механических и химических характеристик отвержденных формовочных материалов на основе эпоксидных смол, что позволяет иметь хорошую приспособляемость к различным целям применения и предпочтительное использование свойств всех участвующих в комбинации материалов.
Переработку эпоксидных смол в комбинированные материалы производят предпочтительно через изготовление препрегов. Для этой цели неорганические или органические армирующие материалы или компоненты включений в виде волокон, нетканых материалов и тканей или плоских материалов пропитывают смолой. В большинстве случаев это делается раствором смолы в легко испаряющемся или улетучивающемся растворителе. Получающиеся при этом препреги после этого процесса должны быть не клейкими, но и еще не отвержденными, более того смоляная матрица должна находиться только в предполимеризированном состоянии. Кроме того, препреги должны быть достаточно стабильными при хранении. Так, например, для изготовления печатных плат требуется стабильность при хранении по меньшей мере три месяца. При дальнейшей переработке в комбинированные материалы препреги должны, кроме того, расплавляться при повышении температуры и по возможности прочно и долговременно соединяться под давлением с армирующими материалами или соответственно с компонентами включений, а также с предусмотренными для комбинации материалами, то есть сшитая матрица эпоксидной смолы должна проявлять высокую граничную поверхностную адгезию с армирующими материалами или соответственно компонентами включений, а также с соединяемыми материалами такими, как металлические, керамические, минеральные и органические материалы.
В отвержденном состоянии от комбинированных материалов требуется в принципе высокая механическая и термическая прочность, а также химическая стойкость и термостойкость формы или соответственно стойкость к старению. Для электротехнических и электронных применений добавляется еще и требование долговременных высоких электрических изоляционных свойств и для специальных целей применения множество дополнительных требований. Для применения в качестве материала печатных плат, например, требуется высокая стабильность размеров в широком диапазоне температур, хорошая адгезионная способность к стеклу и меди, высокое поверхностное сопротивление, малый коэффициент диэлектрических потерь, хорошая пригодность для обработки (штампуемость, сверлимость), незначительное водопоглощение и высокая коррозионная стойкость.
С увеличением нагрузки и интенсивности использования комбинированных материалов особый вес получают прежде всего требование термостойкости формы. Это означает, что материалы во время переработки и использования должны выдерживать высокие температуры без деформации или повреждения комбинированного материала, например, за счет расслоения (деламинации). Печатные платы подвергаются, например, при пайке волной припоя температуре в 270oC. Точно так же при резке и сверлении могут локально возникать кратковременно температуры свыше 200oC. Благоприятные свойства проявляют при этом материалы с высокой температурой стеклоперехода TG. Если она лежит выше названных значений, то в общем во всем пройденном при обработке диапазоне температур обеспечивается стойкость формы и повреждения, такие как коробление и расслоение, в значительной степени исключаются. Используемая в настоящее время во всем мире в большом масштабе для FR4-ламинатов эпоксидная смола после отверждения имеет температуру стеклоперехода только 130oC. Это, однако, приводит к описанным повреждениям и отказам при изготовлении. Поэтому уже давно существует желание иметь в распоряжении сравнительно хорошо перерабатываемые и экономичные с точки зрения затрат материалы с температурой стеклоперехода порядка выше 180oC.
Дальнейшее требование, которое в последнее время получает повышенное значение, является требование воспламеняемости. Во многих областях это требование вследствие опасности для людей и материальных ценностей имеет высший приоритет, например в случае конструктивных материалов для самолето- и автомобилестроения и для общественных средств транспорта. Для электротехнических и, в частности, для электронных применений трудная воспламеняемость материалов печатных плат - вследствие высокой ценности смонтированных на них электронных компонентов - является требованием, от которого нельзя отказаться.
Для оценки характеристик горения поэтому должна быть выдержана одна из самых строгих норм испытания материалов, а именно V-O-ступень согласно UL 94V. При этом испытании испытуемый образец вертикально на нижнем краю подвергается действию определенного пламени. Сумма времен горения 10 испытаний не должна превышать 50 сек. Это требование является трудно выполнимым, прежде всего если, как это обычно в электронике, речь идет о малых толщинах стенки. Находящаяся в техническом применении во всем мире для FR4-ламинатов эпоксидная смола выполняет эти требования только если она, по отношению к смоле содержит примерно 30 - 40% бромированных на кольце ароматических эпоксидных компонентов, то есть порядка 17 - 21% брома. Для других целей применения используются сравнительно высокие концентрации галогенных соединений часто еще и в комбинации с триокисью сурьмы в качестве синергиста. Проблематика в случае этих соединений состоит в том, что они, с одной стороны, хотя и являются замечательно эффективными как средства защиты от воспламенения, однако, с другой стороны, обладают очень сомнительными свойствами. Так триокись сурьмы стоит в списке химикалий, вызывающих рак, а ароматические соединения брома отщепляют при термическом разложении не только радикалы брома и бромистый водород, которые приводят к сильной коррозии, кроме того, при разложении в присутствии кислорода высокобромированнные ароматические углеводороды могут образовывать также высокотоксичные полибромдибензофураны и полибромдибензодиоксины. Существенные трудности доставляет поэтому устранение бромсодержащих старых материалов.
Материалы, которые идут навстречу требованиям повышенной термостойкости формы или даже выполняют их, представляют собой, например, формовочные материалы на основе бисмалеинимид/триазина (BT) с температурой TG порядка 200oC или полиимид (PI) с температурой TG порядка 260 - 270oC. В последнее время предлагаются также бисмалеинимид/триазин/эпокси-смеси (BT/Epoxy-Blends) с температурой TG 180oC. Изготовленные с этими системами смол ламинаты однако имеют худшие параметры переработки и обработки, чем ламинаты на основе эпоксидной смолы. Так, например, изготовление ламинатов на основе полиимида требует температур прессования порядка 230oC и значительно большие времена отвержения (порядка 8 часов при температурах 230oC. Другим существенным недостатком этих систем смол является их в 6 - 10 раз более высокая цена материала.
Сравнительно более благоприятная с точки зрения затрат система смол получается, если ароматические и/или гетероциклические полиэпоксидные смолы, то есть полиглицидильные соединения, комбинируют с ароматическими полиаминами в качестве отвердителя. Подобные полиамины, которые, например, известны из патента ФРГ DE-PS 27 43 680, приводят к особенно термостойким, стабильным к старению сшитым полимерам. Из Европейского патента EP-PS 0 274 646 следует, что при применении в качестве отвердителя 1,3,5-трис(3-амино-4-алкилфенил)-2,4,6-триоксо-гексагидротриазинов получаются ламинаты, которые имеют температуры стеклоперехода до 245oC и отличаются хорошими свойствами переработки и обработки.
Также если названные системы смол имеют различные характеристики горения, для всех них справедлив недостаток, что сами по себе они не являются достаточно трудно воспламеняемыми. Поэтому для выполнения этого обязательного для многих целей применения требования, выдержать испытание на горючесть согласно UL 94V с V-O-степенью, нельзя отказаться от применения высокоэффективных бромсодержащих средств защиты от воспламенения. Это имеет следствием, что, с одной стороны, приходится мириться со связанным с соединениями брома потенциалом опасности и, с другой стороны, с вызываемым соединениями брома ухудшением уровня термически-механических свойств.
По этим причинам не было недостатка в попытках заменить содержащие бром средства защиты от воспламенения другими менее проблематичными веществами. Так, например, предлагались наполнители с действием гасящего газа, как оксидгидраты алюминия (смотри: "J. Fire and Flammability", том 3 (1972), стр. 51 и т. д. ), основные карбонаты алюминия (смотри: "Plast. Engng.", том 32 (1976), стр. 41 и т.д.) и гидроокиси магния (Европейская заявка EP-OS 0 243 201), а также остекляющие наполнители, такие как бораты (смотри: "Modern Plastics", том 47 (1970), Nr. 6, стр. 140 и т.д.) и фосфаты (US-PS 2 766 139 и 3 398 019). Всем этим наполнителям однако присущ недостаток, что они частично значительно ухудшают механические, химические и электрические свойства комбинированных материалов. Кроме того, они требуют специальных, в большинстве случаев трудоемких техник переработки, так как они склонны с седиментации и повышают вязкость наполненной системы смол.
Уже была описана также подавляющая воспламенение активность красного фосфора (GB-PS 1 112 139), в частности, в комбинации с тончайше распределенной двуокисью кремния или оксидгидратом алюминия (US-PS 3 373 135). При этом получаются материалы, которые вследствие образующейся в присутствии влаги фосфорной кислоты и связанной с этим коррозии ограничивают применение для электротехнических и электронных целей. Далее уже были предложены органические соединения фосфора такие, как сложный эфир фосфорной кислоты, сложный эфир фосфоновой кислоты и фосфины, в качестве препятствующих воспламенению добавок (смотри: W.C. Kuryla и A.J. Papa "Flame Retardancy of Polymeric Materials", том 1, стр. 24 - 38 и 52 - 61, Marcel Dekker Inc., New York, 1973). Так как эти соединения известны своими "мягчительными" свойствами и применяются во всем мире в большом масштабе в качестве пластификаторов для полимеров (GB-PS 10 794), также и эта альтернатива является обещающей мало успеха.
Для регулирования подавляющих воспламенение свойств эпоксидных смол могут также служить органические фосфорные соединения, такие как содержащие эпоксидные группы фосфорные соединения, которые могут закрепляться в сшивке эпоксидных смол. Так из EP-OS 0 384 940 известны смеси эпоксидных смол, которые содержат коммерчески поставляемую эпоксидную смолу, уже упомянутый ароматический полиамин 1,3,5-трис(3-амино-4-алкилфенил) -2,4,6-триоксо-гексагидротриазин и содержащее эпоксидные группы фосфорное соединение на основе глицидилфосфата, глицидилфосфоната или глицидилфосфината. С такими смесями эпоксидных смол без добавления галогенов могут изготавливаться трудно воспламеняющиеся, оцениваемые как V-O согласно испытанию UL 94 ламинаты или соответственно комбинированные материалы, которые имеют температуру стеклоперехода больше 200oC. Кроме того, эти смеси эпоксидных смол могут обрабатываться подобно находящимся в применении эпоксидным смолам.
Является общеизвестным, что в случае ламинатов с высокой температурой стеклоперехода, например, на основе полиимидных или BT-смол межламинарная адгезия, а также адгезия к меди является меньше, чем у преимущественно используемых в настоящее время галогенсодержащих FR-4-ламинатов; это справедливо также для описанных в EP-OS 0 384 940 ламинатов. Очень большую часть изготавливаемых в настоящее время печатных плат составляют так называемые многослойные (Multilayer) печатные платы (ML). Они содержат множество проводящих слоев, которые дистанцированы и изолированы друг от друга комбинированными материалами на основе эпоксидной смолы. Тенденция в ML-технике идет однако к все более высокому числу проводящих слоев; так сегодня производятся ML с более, чем 20 проводящими слоями. Так как по техническим причинам следует избегать слишком большой общей толщины ML, расстояние между проводящими слоями становится все меньше и тем самым межламинарная адгезия и адгезия к меди для ML-ламинатов с высокой температурой стеклоперехода становится все проблематичней.
В технике печатных плат межламинарная адгезия определяется в большинстве случае косвенным путем. Широко используемый тест для этого представляет собой Measling-тест, который должен выдерживаться в случае печатных плат. При этом ламинат без каширования медью обрабатывают раствором хлорида олова и затем водой при повышенной температуре и после этого погружают на 20 секунд в имеющую температуру 260oC ванну для пайки. Ламинат затем проверяют визуально на расслаивание. В случае ламинирующих смол с высокими температурами стеклоперехода (180oC и выше) этот тест при становящихся все тоньше сборках, которые сегодня применяются в ML-технике, больше не выдерживается, так как межламинарная адгезия для этих тонких ламинатов является не достаточной. Дальнейшие трудности вследствие слишком малой межламинарной адгезии получаются при дальнейшей обработке электроламинатов, например, при сверлении и фрезеровании; поэтому приходится уменьшать скорости сверления и фрезерования по сравнению с FR4-материалом.
В связи с этим существует большая потребность в электроламинатах, которые, как уже описано, во-первых, достигают требуемой невоспламеняемости без галогенов и, во-вторых, обладают высокой температурой стеклоперехода при одновременно хорошей межламинарной адгезии также при экстремально тонких сборках. Комбинация этих свойств до сих пор не была достигнута удовлетворительным образом, прежде всего не для экстремально тонких ламинатов, которые используются в ML-технике.
Задачей изобретения является указание технически простых и тем самым доступных с точки зрения затрат смесей эпоксидных смол, которые по сравнению с находящимися в техническом применении эпоксидными смолами являются сравнимыми в обработке и пригодными для изготовления препрегов и ламинатов для многослойной техники, которые без добавления галогенов дают трудно воспламеняющиеся, то есть соответствующие ступени V-O теста UL 94 формовочные материалы с возможно высокой температурой стеклоперехода (≥180oC) и одновременно имеют улучшенную, достаточную для монтажа ML-сборок межламинарную адгезию и адгезию к меди.
Это достигается согласно изобретению за счет того, что смеси эпоксидных смол содержат следующие компоненты:
- фосфоромодифицированную эпоксидную смолу с эпоксидным показателем от 0,02 до 1 молей/100 г, выполненную из структурных единиц, которые выводятся из
(A) полиэпоксидных соединений с по меньшей мере двумя эпоксидными группами на молекулу и
(B) из ангидридов фосфиновой кислоты и/или ангидридов фосфоновой кислоты, и
- ароматический полиамин следующей структуры в качестве отвердителя: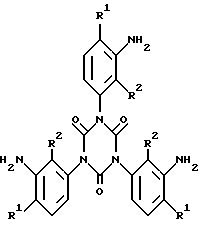
причем в каждой из трех ароматических частичных структурах соответственно один из остатков R1 и R2 означает H, а другой алкил.
Фосфоромодифицированные эпоксидные смолы получают путем реакции стандартных полиэпоксидных смол (полиглицидильных смол) со следующими фосфорными соединениями:
- ангидриды фосфиновых кислот: ангидриды фосфиновых кислот с алкил-, алкенил-, циклоалкил-, арил- или аралкильными остатками;
- ангидриды бис-фосфиновых кислот: ангидриды бис-фосфиновых кислот, в частности, алкан-бис-фосфиновых кислот с 1 - 10 атомами углерода в алкан-группировании;
- ангидриды фосфоновых кислот: ангидриды фосфоновых кислот с алкил-, алкенил-, циклоалкил-, арил- или аралкильными остатками.
Фосфоромодифицированные эпоксидные смолы вышеназванного вида, а также способ их получения являются предметом одновременно поданной международной заявки на патент PCT/EP/94/00748 "Фосфоромодифицированные эпоксидные смолы, способ их получения, а также их применение" (GR 93 P 8506 P).
Фосфоромодифицированные эпоксидные смолы могут быть получены также таким образом, что полиэпоксидные соединения - вместо ангидридов фосфоновых кислот - вводят в реакцию со сложными полуэфирами фосфоновых кислот и из полученных при этом продуктов при температуре по меньшей мере 80oC отщепляют спирт.
Для получения фосфоромодифицированных эпоксидных смол могут применяться в принципе как алифатические, так и ароматические глицидильные соединения, а также их смеси. Предпочтительно используются простые бисфенол-A-диглицидилэфиры, простые бисфенол-F-диглицидилэфиры, простые полиглицидилэфиры фенол/формальдегид- и крезол/формальдегид- новолаков, сложные диглицидилэфиры пфталеин-, тетрагидропфталеин-, изопфталеин- и терепфталеиновой кислоты, а также смеси из этих эпоксидных смол. Другими применяемыми полиэпоксидами являются, например, гидрированные простые бисфенол-A- и бисфенол-F-диглицидилэфиры, хидантоин-эпоксидные смолы, триглицидилизоцианурат, триглицидил-p-аминофенол, тетраглицидилдиаминодифенилметан, простой тетраглицидилдиаминодифенилэфир, тетракис(4-глицидоксифенил)-этан, урацил-эпоксидные смолы, оксазолидинон-модифицированные эпоксидные смолы и эпоксиды, которые описаны в справочнике "Handbook of Epoxy Resins" Henry Lee и Kris Neville, McGraw-Hill Book Company, 1967 и в монографии Henry Lee "Epoxy Resins", American Chemical Society 1970. Средний молекулярный вес  полиэпоксидных соединений составляет в общем от 150 до 4000, предпочтительно от 300 до 1800.
полиэпоксидных соединений составляет в общем от 150 до 4000, предпочтительно от 300 до 1800.
В зависимости от выбора исходного молярного соотношения фосфорное соединение : эпоксидная смола могут получаться фосфоромодифицированные эпоксидные смолы с различным содержанием эпоксида и тем самым с различным содержанием фосфора. Для получения ламинатов при этом используются фосфоромодифицированные эпоксидные смолы в среднем с одной эпоксидной группой на молекулу, предпочтительно однако с двумя эпоксидными группами. В общем исходное молярное соотношение выбирают так, что продукты реакции содержат от 0,5 до 13 весовых % фосфора.
Предпочтительно содержание фосфора составляет 1 - 8%, в частности 2 - 5%. Содержание фосфора в смеси эпоксидных смол в общем должно было бы составлять 0,5 - 6 весовых %, предпочтительно 1 - 4%.
Смеси эпоксидных смол согласно изобретению могут дополнительно содержать свободную от фосфора ароматическую и/или гетероциклическую эпоксидную смолу; к этой эпоксидной смоле может быть добавлена также циклоалифатическая эпоксидная смола. В общем до 80 весовых % фосфоромодифицированной смолы могут быть заменены свободной от фосфора эпоксидной смолой.
Добавка свободной от фосфора эпоксидной смолы служит для достижения определенных свойств изготовленных из соответствующих изобретению смесей эпоксидных смол ламинатов. Соотношение смеси компонентов определяется требованием устойчивости к воспламенению согласно UL 94 V-O при толщине слоя 1,6 мм. Это значит, что свободную от фосфора компоненту можно подмешивать только в той степени, чтобы вся смесь содержала еще столько фосфора, чтобы выполнялось названное требование. В случае эпоксидных смол с высоким содержанием фосфора поэтому можно примешивать больше свободной от фосфора эпоксидной смолы, чем в случае эпоксидных смол с низким содержанием фосфора.
Как в качестве дополнительной свободной от фосфора полиэпоксидной смолы, так и для получения фосфоромодифицированных эпоксидных смол особенно пригодными являются, в частности, следующие полиглицидильные соединения: ароматические простые полиглицидилэфиры, такие как простые бисфенол-A-диглицидилэфиры, простые бисфенол-F-диглицидилэфиры и простые бисфенол-S-диглицидилэфиры, простые полиглицидилэфиры фенол/формальдегидных- и крезол/формальдегидных смол, простые резорциндиглицидилэфиры, тетракис(p-глицидилфенил)-этан, сложные ди- или соответственно полиглицидилэфиры пфталеиновой, изопфталеиновой и терепфталеиновой кислоты, а также тримеллитовой кислоты, N-глицидильные соединения ароматических аминов и гетероциклических оснований азота, такие как N,N-диглицидиланилин, N,N,O-триглицидил-p-аминофенол, триглицидилизоцианурат и N,N,N',N'-тетраглицидил-бис-(p-аминофенил)-метан, хидантоин-эпоксидные смолы и урацил-эпоксидные смолы, а также ди- и полиглицидильные соединения многоатомных алифатических спиртов, как 1,4-бутандиол, триметилолпропан и полиалкиленгликоли. Далее пригодными являются также оксазолидинон-модифицированные эпоксидные смолы. Подобные соединения уже известны (смотри "Angew. Makromol. Chem.", том 44 (1975) стр. 151 - 163, а также US-PS 3 334 110); в качестве примера при этом назван продукт реакции простого бисфенол-A-диглицидилэфира с дифенилметандиизоцианатом (в присутствии подходящего ускорителя). Полиэпоксидные смолы могут при получении фосфоромодифицированной эпоксидной смолы присутствовать по отдельности или в смеси. Предпочтительно в качестве полиэпоксидной смолы применяют эпоксидированный новолак.
В качестве фосфорной компоненты для получения фосфоромодифицированных эпоксидных смол используют, в частности, следующие соединения:
- ангидриды фосфиновых кислот: ангидрид диметилфосфиновой кислоты, ангидрид метилэтилфосфиновой кислоты, ангидрид диэтилфосфиновой кислоты, ангидрид дипропилфосфиновой кислоты, ангидрид этилфенилфосфиновой кислоты и ангидрид дифенилфосфиновой кислоты;
- ангидриды алкан-бис-пирофосфиновых кислот: ангидрид метан-1,1-бис-метилфосфиновой кислоты, ангидрид этан-1,2-бис-метилфосфиновой кислоты, ангидрид этан-1,2-бис-фенилфосфиновой кислоты и ангидрид бутан-1,4-бис-метилфосфиновой кислоты;
- ангидриды фосфоновых кислот: ангидрид метанфосфоновой кислоты, ангидрид этанфосфоновой кислоты, ангидрид пропанфосфоновой кислоты, ангидрид гексанфосфоновой кислоты, и ангидрид бензолфосфоновой кислоты.
Получение фосфоромодифицированных эпоксидных смол производят таким образом, что полиэпоксидные соединения вводят в реакцию с ангидридами фосфиновых кислот или соответственно ангидридами фосфоновых кислот, предпочтительно в инертном растворителе или соответственно разбавителе или, при подходящем ведении реакции, также в веществе. Фосфоромодифицированные эпоксидные смолы имеют средний молекулярный вес Mn до 10000; предпочтительно средний молекулярный вес Mn составляет 200 - 5000 и, в частности, 400 - 2000.
Ароматические полиамины, служащие в соответствующих изобретению смесях эпоксидных смол в качестве отвердителей уже являются частично известными. Полиамины указанной структуры с R1 = алкил и R2 = H описаны в заявке EP-OS 0 274 646. Они получаются путем тримеризации 2,4-диизоцианато-алкилбензолов и последующего гидролиза остаточных изоцианатных групп. Соединения с R1 = H и R2 = алкил получают аналогично путем тримеризации 2,6-диизоцианато-алкилбензолов и последующего гидролиза.
В качестве отвердителей в соответствующих изобретению смесях эпоксидных смол могут применяться как полиамины обоих вышеназванных видов, так и смеси этих соединений. Кроме того, могут использоваться также полиамины, которые получаются путем тримеризации смесей из 2,4- и 2,6-диизоцианато-алкилбензолов и последующего гидролиза тримеризатов. Подобные смеси являются технически доступными в больших масштабах и позволяют выгодное с точки зрения затрат получение компонентов отвердителей.
При гидролизе содержащих изоцианатные группы продуктов тримеризации может возникнуть реакция между изоцианатными группами и аминогруппами. При этом в качестве побочного продукта реакции гидролиза получаются гетероцикличные полиамины с группированием мочевины. Подобные полиамины также могут использоваться в соответствующих изобретению смесях эпоксидных смол в качестве аддитивных компонентов отвердителя, то есть использоваться в смеси с собственно отвердителем. Наряду с собственно отвердителем или соответственно наряду с отвердительными смесями названного выше вида в смесях эпоксидных смол могут использоваться также ароматические полиамины другого вида, как 4,4'-диаминодифенилметан и 4,4'-диаминодифенилсульфон, и/или другие гетероциклические полиамины. Составляющая таких полиаминов в отвердительной смеси составляет в общем максимально 30 вес.%.
Эквивалентное соотношение между использованной эпоксидной функцией и использованной аминоводородной функцией может составлять в соответствующих изобретению смесях эпоксидных смол 1 : 0,5 до 1 : 1,1, предпочтительно оно составляет 1 : 0,7 до 1 : 0,9.
Смеси эпоксидных смол согласно изобретению могут содержать также ускорители, которые, как известно, играют важную роль при отверждении эпоксидных смол. Обычно используются третичные амины или имидазолы. В качестве аминов пригодными являются, например, тетраметилэтилендиамин, диметилоктиламин, диметиламиноэтанол, диметилбензиламин, 2,4,6-трис(диметиламинометил)-фенол, N, N'-тетраметилдиаминодифенилметан, N, N'-диметилпиперазин, N-метилморфолин, N-метилпиперидин, N-этилпирролидин, 1,4-диазабицикло(2,2,2)-октан и хинолины. Подходящими имидазолами являются, например, 1-метилимидазол, 2-метилимидазол, 1,2-диметилимидазол, 1,2,4,5-тетраметилимидазол, 2-этил-4-метилимидазол, 1-цианоэтил-2-фенилимидазол и 1-(4,6-диамино-s-триазинил-2-этил)-2-фенилимидазол. Ускорители используются в концентрации от 0,01 до 2 вес.%, предпочтительно 0,05 - 1 вес.%, по отношению к смеси эпоксидных смол.
Для изготовлении препрегов отдельные компоненты раздельно или вместе растворяют в благоприятных с точки зрения затрат растворителях таких, как ацетон, метилэтилкетон, этилацетат, метоксиэтанол, диметилформамид и толуол, или в смесях подобных растворителей, при необходимости, объединяют в один раствор и обрабатывают на обычных установках для импрегнирования, то есть используют для пропитки волокон из неорганических или органических материалов, таких как стекло, металл, минералы, углерод, арамид, полифениленсульфид и целлюлоза, а также изготовленных из них тканей или нетканых материалов или для покрытия плоских материалов, таких как пленки из металлов или пластмасс. При необходимости импрегнирующие растворы могут содержать также другие, улучшающие невоспламеняемость, свободные от галогенов добавки, которые могут гомогенно растворяться или соответственно диспергироваться. Подобными добавками могут быть, например, меламинцианураты, меламинфосфаты, порошковый полиэфиримид, полиэфирсульфон и полиимид.
Для изготовления препрегов для техники печатных плат преимущественно используют стеклоткань. Для многослойных печатных плат используются, в частности, препреги из типов стеклоткани с весом, отнесенным к единице площади, от 25 до 200 г/м2. С импрегнирующими растворами вышеназванного вида могут изготавливаться также соответственно требованиям препреги с незначительными весами, отнесенными к единице площади. Импрегнированные или снабженные покрытиями армирующие материалы или компоненты вложений сушат при повышенной температуре, причем, с одной стороны, удаляется растворитель, а, с другой стороны, происходит предварительная полимеризация импрегнирующей смолы. В общем таким образом получается чрезвычайно благоприятное соотношение затрат и достигаемых свойств.
Полученные покрытия и препреги являются неклейкими и стабильными при хранении при комнатной температуре в течение трех месяцев и больше, то есть они имеют достаточную стабильность при хранении. Они могут прессоваться при температурах до 200oC в комбинированные материалы, которые отличаются высокими температурами стеклоперехода ≥ 180oC и собственной трудной воспламеняемостью. Если в качестве материала вложений используется, например, стеклоткань с весовым содержанием от 60 до 62 вес.% в расчете на ламинат, то испытание на воспламенение согласно UL 94V без добавления галогенных соединений или других подавляющих воспламенение добавочных материалов, даже при испытательных образцах с толщиной стенки 1,6 мм или даже 0,8 мм выдерживается с надежной V-O-степенью. При этом оказалось особенно выгодным, что не образуются никакие коррозивные или особенно токсичные продукты распада, а дымообразование, по сравнению с другими полимерными материалами, особенно по сравнению с бромсодержащими формовочными материалами на основе эпоксидных смол, является сильно уменьшенным.
Отвержденные комбинированные материалы отличаются далее постоянно малыми коэффициентами теплового расширения в широком температурном диапазоне, а также высокой устойчивостью к химикалиям, коррозионной стойкостью, малым водопоглощением и очень хорошими электрическими параметрами. Адгезия к армирующим и соединяемым материалам является отличной. При применении армирующих материалов вышеназванного вида получают препреги для выдерживающих высокие механические нагрузки конструктивных материалов. Эти конструктивные материалы являются пригодными, например, для использования в машиностроении, автомобилестроении, в авиатехнике и в электротехнике, например, в форме препрегов для изготовления печатных плат, в частности, также для изготовления многослойных ML-схем.
Особенным преимуществом для применения в качестве материала печатных плат является высокая сцепляемость проводящих дорожек из меди, высокая прочность к расслоению и отличная обрабатываемость, которая, например, при сверлении сквозных контактирующих отверстий проявляется в том, что получаются безупречные отверстия при малом износе сверла. Таким образом материалы, которые изготавливаются с применением соответствующих изобретению смесей эпоксидных смол, в частности многослойные печатные платы, в которых используются тонкие сборки с толщиной меньше/равной 100 мкм, могут производиться более надежно или соответственно более экономично.
Изобретение более подробно поясняется на основе примеров выполнения.
Пример 1
Изготовление препрегов с помощью эпоксидной смолы, модифицированной ангидридом фосфоновой кислоты.
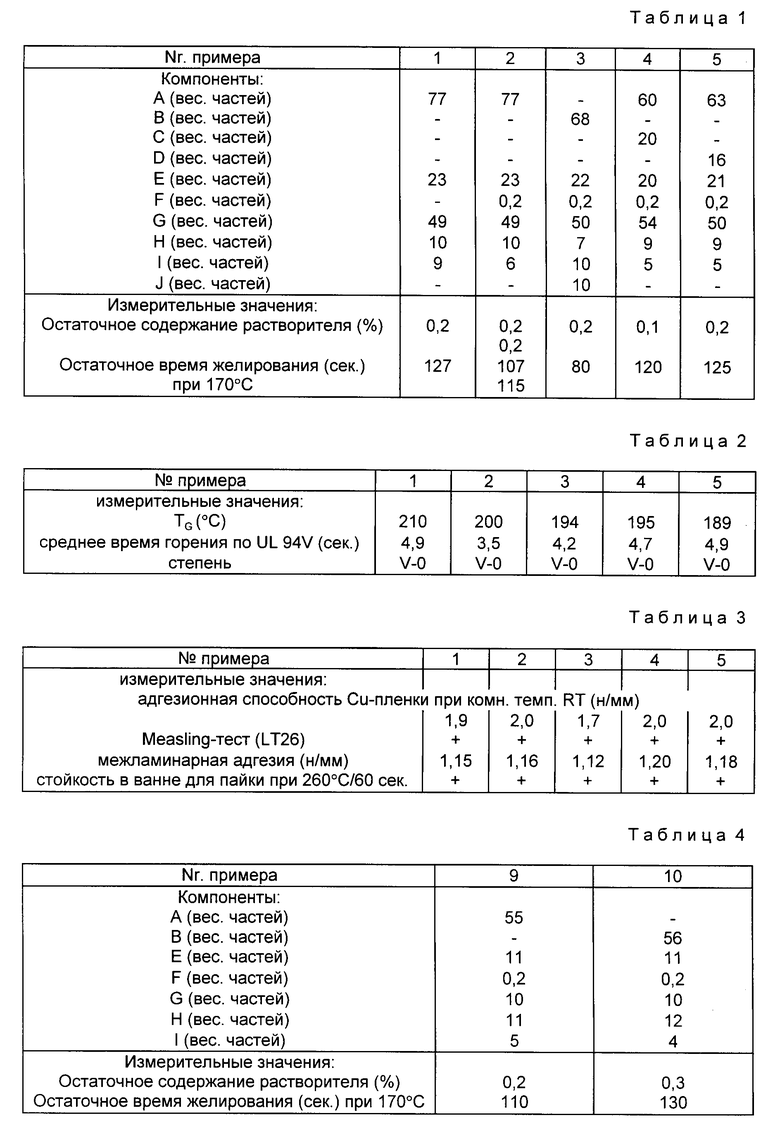
Раствор A весовых частей продукта реакции (эпоксидный показатель: 0,34 моля/100 г) из эпоксидированного новолака (эпоксидный показатель: 0,56 моля/100 г, средняя функциональность: 3,6) и ангидрида пропанфосфоновой кислоты в G весовых частях метилэтилкетона и I весовых частях этилацетата добавляют к раствору E весовых частей полиамина, который был получен путем тримеризации 4:1-смеси из толуол-2,4-диизоцианата и толуол-2,6-диизоцианата и последующего гидролиза (в продукт со NH2-значением 9,35%), в G весовых частях метилэтилкетона и H весовых частях диметилформамида. Полученным таким образом раствором непрерывно импрегнируют стеклоткань (вес, отнесенный к единице площади 106 г/м2) с помощью лабораторной импрегнирующей установки и сушат в вертикальной сушильной установке при температурах от 50 до 160oC. Изготовленные таким образом препреги являются неклейкими и стабильными при хранении при комнатной температуре (при максимально 21oC и максимально 50% относительной влажности воздуха). Состав импрегнирующего раствора и свойства препрегов следуют из таблицы 1.
Пример 2
Изготовление препрегов с помощью эпоксидной смолы, модифицированной ангидридом фосфоновой кислоты.
Действуют в соответствии с примером 1, но к раствору импрегнирующей смолы еще добавляют F весовых частей 2-метилимидазола. Состав раствора импрегнирующей смолы и свойства препрегов следуют из таблицы 1.
Раствором импрегнирующей смолы наряду со стеклотканью с весом, отнесенным к единице площади 106 г/м2, импрегнируют также пригодную для более тонких сборок стеклоткань с весом, отнесенным к единице площади 48 г/м2. Свойства полученных при этом препрегов также следуют из таблицы 1.
Пример 3
Изготовление препрегов с помощью модифицированной ангидридом фосфоновой кислоты эпоксидной смолы и простого бисфенол-F-диглицидилэфира.
Раствор B весовых частей продукта реакции (эпоксидный показатель: 0,30 моля/100 г) из эпоксидированного новолака (эпоксидный показатель: 0,50 моля/100 г, средняя функциональность: 3,8) и ангидрида пропанфосфоновой кислоты в G весовых частях метилэтилкетона и I весовых частях этилацетата смешивают с J весовыми частями простого бисфенол-F-диглицидилэфира (эпоксидный показатель: 0,61 моля/100 г) и с раствором E весовых частей изготовленного согласно примеру 1 полиамина (NH2-значение: 9,35%), в G весовых частях метилэтилкетона и H весовых частях диметилформамида. К полученному таким образом раствору добавляют F весовых частей 2-метилимидазола, и после этого перерабатывают в препреги, как это описано в примере 1. Препреги после сушки являются нелипкими и стабильными при хранении при комнатной температуре более трех месяцев. Состав импрегнирующего раствора и свойства препрегов следуют из таблицы 1.
Пример 4
Изготовление препрегов с помощью модифицированной ангидридом фосфоновой кислоты эпоксидной смолы и модифицированной оксазолидиноном эпоксидной смолы.
К раствору A весовых частей продукта реакции (эпоксидный показатель: 0,34 моля/100 г) из эпоксидированного новолака (эпоксидный показатель: 0,56 моля/100 г, средняя функциональность: 3,6) и ангидрида пропанфосфоновой кислоты в G весовых частях метилэтилкетона и I весовых частях этилацетата добавляют 50%-ный раствор E весовых частей полученного в соответствии с примером 1 полиамина (NH2-значение 9,35%) в метилэтилкетон/диметилформамиде (2: 1) и C весовых частей модифицированной оксазолидиноном эпоксидной смолы (эпоксидный показатель: 0,21 моля/100 г). Полученный таким образом раствор смешивают с F весовыми частями 2-метилимидазола, и после этого перерабатывают в препреги, как это описано в примере 1. Препреги после сушки являются нелипкими и стабильными при хранении при комнатной температуре более трех месяцев. Состав импрегнирующего раствора и свойства препрегов следуют из таблицы 1.
Пример 5
Изготовление препрегов с помощью модифицированной ангидридом фосфоновой кислоты эпоксидной смолы и содержащей OH-группы олигомерной эпоксидной смолы на базе бисфенол-A.
К раствору A весовых частей продукта реакции (эпоксидный показатель: 0,34 моля/100 г) из эпоксидированного новолака (эпоксидный показатель: 0,56 моля/100 г, средняя функциональность: 3,6) и ангидрида пропанфосфоновой кислоты в G весовых частях метилэтилкетона, и I весовых частях этилацетата, и D весовых частях олигомерной эпоксидной смолы на базе простого бисфенол-A-диглицидилэфира (эпоксидный показатель: 0,25 моля/100 г) добавляют 50%-ный раствор E весовых частей полученного в соответствии с примером 1 полиамина (NH2-значение: 9,35%) в метилэтилкетон/диметилформамиде (2:1). Полученный таким образом раствор смешивают с F весовыми частями 2-метилимидазола, и после этого перерабатывают в препреги, как это описано в примере 1. Препреги после сушки являются нелипкими и стабильными при хранении при комнатной температуре более трех месяцев. Состав импрегнирующего раствора и свойства препрегов следуют из таблицы 1.
Пример 6
Изготовление и контроль ламинатов.
Соответственно 13 изготовленных согласно примерам 1 - 5 препрегов (тип стеклоткани 2116, вес, отнесенный к единице площади: 106 г/м2) прессуют в прессе при температуре 175oC и давлении 65 бар. Имеющие толщину 1,5-1,6 мм ламинаты через 40 минут извлекают из пресса и в заключение доотжигают в течение 2 часов при температуре 200oC. Полученные таким образом образцы подвергают контролю температуры стеклоперехода (TG) посредством динамико-механического анализа (DMTA) и испытанию на воспламеняемость согласно UL 94V. Полученные таким образом значения объединены в таблицу 2.
Пример 7
Изготовление и контроль многослойных сборок.
Препреги, изготовленные в соответствии с примерами 1 - 5 (тип стеклоткани 2116, вес, отнесенный к единице площади: 106 г/м2), прессуют в ламинаты, которые выполнены из двух слоев кашированных с обеих сторон медной пленкой с толщиной 35 мкм препрегов (параметры прессования: 175oC и 60-55 бар, 40 минут) и затем доотжигают в течение 2 часов при температуре 200oC. Для имеющих толщину 0,30-0,33 мм ламинатов определяют адгезионную способность к Cu-пленке, Measling-тест, стойкость в ванне для пайки и межламинарную адгезию. Полученные при этом значения следуют из таблицы 3.
Выполненные на ламинатах тесты выполняются следующим образом:
- Термостойкость относительно ванны для пайки.
Испытание производят в соответствии с нормами DIN IEC 249 часть 1, раздел 3.7 с применением ванны для пайки согласно разделу 3.7.2.3. Должны применяться испытуемые образцы с размерами 25 мм х 100 мм, которые кладутся медной стороной на ванну для пайки. Не должно появляться расслоения, а также образования под кашированием мислингов (Measlings), пятен или пузырей.
- Адгезия медного каширования.
Полоску медной пленки с шириной 25 мм и длиной 100 мм отделяют от стеклотекстолита на длине 20 мм и с помощью подходящего устройства стягивают вертикально со скоростью стягивания 50 мм/мин. Измеряют необходимую при этом силу F (ньютон).
- Контроль межламинарной адгезии.
Полоску шириной 25 мм и длиной 100 мм самого верхнего слоя стеклотекстолита отделяют на длине 20 мм от следующего лежащего под ним слоя стеклотекстолита и стягивают вертикально со скоростью стягивания 50 мм/мин с помощью подходящего устройства. Измеряют необходимую при этом силу F (ньютон).
- Measling-тест.
Испытания производят на испытательных образцах с размерами 20 мм х 100 мм без медного каширования. Испытательные образцы погружают на 3 мин в имеющий температуру 65oC раствор LT26 (состав: 850 мл деионизированной H2O, 50 мл HCl р.а., 100 г SnCl2 • 2H2O, 50 г тиомочевины), промывают в проточной воде и после этого кладут на 20 мин в кипящую воду. После сушки образцов на воздухе (2 - 3 мин) их погружают на 10 секунд в имеющую температуру 260oC ванну для пайки. Ламинат при этом не должен расслаиваться.
Пример 8
Препрег, изготовленный в соответствии с примером 2 (тип стеклоткани 1080, вес, отнесенный к единице площади: 48 г/м2) прессуют в ламинат, который выполнен из двух слоев кашированного с обеих сторон медной пленкой с толщиной 35 мкм препрега. Для имеющего толщину 0,19 - 0,21 мм ламината определяется адгезионная способность к Cu-пленке (при комнатной температуре) 1,7 н/мм и межламинарная адгезия 1,09 н/мм, Measling-тест выдержан и стойкость в ванне для пайки имеет место.
Пример 9
Изготовление препрегов и ламинатов с помощью модифицированной фосфором эпоксидной смолы.
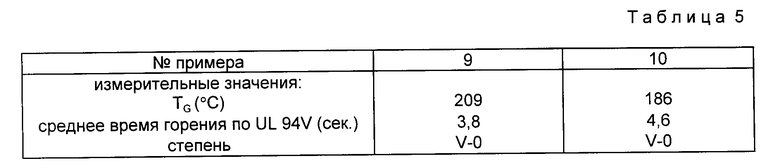
Раствор A весовых частей модифицированной фосфором эпоксидной смолы (эпоксидный показатель: 0,36 моля/100 г, содержание фосфора 3,53%), полученной путем реакции эпоксидированного новолака (эпоксидный показатель: 0,56 моля/100 г, средняя функциональность: 3,6) со сложным монометилэфиром метанфосфоновой кислоты и последующего термического отщепления метанола, в G весовых частях метилэтилкетона и I весовых частях этилацетата добавляют к раствору E весовых частей полиамина соответственно примеру 1 (NH2-значение 9,35%) в G весовых частях метилэтилкетона и H весовых частях диметилформамида; после этого добавляют еще F весовых частей 2-метилимидазола. Полученным таким образом раствором непрерывно импрегнируют стеклоткань (вес, отнесенный к единице площади 197 г/м2) с помощью лабораторной импрегнирующей установки и сушат в вертикальной сушильной установке при температурах от 50 до 160oC. Изготовленные таким образом препреги являются неклейкими и стабильными при хранении при комнатной температуре (при максимально 21oC и максимально 50% относительной влажности воздуха). Состав импрегнирующего раствора и свойства препрегов следуют из таблицы 4.
Соответственно 8 изготовленных препрегов (тип стеклоткани 7628, вес, отнесенный к единице площади: 197 г/м2) прессуют в прессе при температуре 175oC и давлении 65 бар. Имеющие толщину 1,5 - 1,6 мм ламинаты через 40 минут удаляют из пресса и в заключение доотжигают 2 часа при температуре 200oC. Для полученных таким образом образцов определяют путем динамико-механического анализа (DMTA) температуру стеклоперехода (TG) и воспламеняемость согласно UL 94V. Полученные при этом значения следуют из таблицы 5.
Пример 10
Изготовление препрегов и ламинатов с помощью фосфоромодифицированной эпоксидной смолы.
Раствор B весовых частей фосфоромодифицированной эпоксидной смолы (эпоксидный показатель: 0,35 моля/100 г, содержание фосфора 3,57%), полученной путем реакции эпоксидированного новолака (эпоксидный показатель: 0,56 моля/100 г, средняя функциональность; 3,6) со сложным монометилэфиром пропанфосфоновой кислоты и последующего термического отщепления метанола, в G весовых частях метилэтилкетона и I весовых частях этилацетата добавляют к раствору E весовых частей полиамина соответственно примеру 1 (NH2-значение 9,35%) в G весовых частях метилэтилкетона в H весовых частях диметилформамида; после этого добавляют еще F весовых частей 2-метилимидазола. Полученным таким образом раствором изготавливают препреги, как описано в примере 9. Препреги после сушки являются неклейкими и стабильными при хранении при комнатной температуре. Состав импрегнирующего раствора и свойства препрегов следуют из таблицы 4.
Соответственно 8 изготовленных препрегов перерабатывают в ламинаты и контролируют в соответствии с примером 9. Определенные для доотожженных ламинатов значения следуют из таблицы 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕПРЕГОВ И КОМБИНИРОВАННЫХ МАТЕРИАЛОВ, ПРЕПРЕГИ И ПЕЧАТНЫЕ ПЛАТЫ НА ЕЕ ОСНОВЕ | 1994 |
|
RU2116323C1 |
| МОДИФИЦИРОВАННАЯ ФОСФОРОМ ЭПОКСИДНАЯ СМОЛА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 1994 |
|
RU2129570C1 |
| МОДИФИЦИРОВАННАЯ ФОСФОРОМ ЭПОКСИДНАЯ СМОЛА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 1994 |
|
RU2126426C1 |
| Способ получения термоотверждаемых полимерных покрытий | 1978 |
|
SU1037845A3 |
| ЭЛЕМЕНТ НА ПОВЕРХНОСТНЫХ АКУСТИЧЕСКИХ ВОЛНАХ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕМПФИРУЮЩЕЙ СТРУКТУРЫ ДЛЯ НЕГО | 1995 |
|
RU2131624C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРОПИТКИ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ, СПОСОБ ПОЛУЧЕНИЯ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ ИЗ НЕГО | 2017 |
|
RU2655353C1 |
| НАНОМОДИФИЦИРОВАННОЕ СВЯЗУЮЩЕЕ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2012 |
|
RU2489460C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2663444C1 |
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ, ПЛЕНОЧНЫЙ КЛЕЙ И КЛЕЕВОЙ ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686919C1 |
| ЭПОКСИДНЫЕ СМОЛЫ, УПРОЧНЕННЫЕ АМФИФИЛЬНЫМИ БЛОК-СОПОЛИМЕРАМИ, И ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ЛАМИНАТЫ, ВЫПОЛНЕННЫЕ С НИМИ | 2005 |
|
RU2395545C2 |
Смесь для изготовления препрегов и комбинированных материалов содержит модифицированную фосфором эпоксидную смолу с эпоксидным числом 0,02 - 1 моль/100 г и содержанием фосфора 0,5 - 13% и отвердитель - ароматический полиамин. Модифицированная смола представляет собой продукт взаимодействия эпоксидной смолы с по меньшей мере двумя эпоксидными группами и ангидридов фосфиновых кислот и/или ангидридов фосфоновых кислот при соотношении эпоксидной и аминоводородной функции 1:0,5-1:1,1. Отвердитель - ароматический полиамин получают тримеризацией 2,4-диизоцианато-алкилбензола. На основе указанных смесей и неорганических или органических армирующих материалов готовят препреги и комбинированные материалы, а также печатные платы. 3 с. и 7 з.п.ф-лы, 5 табл.
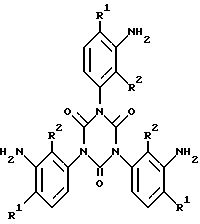
причем в каждой из трех ароматических частичных структурах один из остатков R1 и R2 соответственно означает H, а другой - алкил C1 - C4, отличающаяся тем, что в качестве эпоксидной смолы смесь содержит модифицированную фосфором эпоксидную смолу с эпоксидным числом от 0,02 до 1 молей/100 г, представляющую собой продукт взаимодействия эпоксидной смолы с по меньшей мере двумя эпоксидными группами на молекулу и ангидридов фосфиновых кислот и/или ангидридов фосфоновых кислот, причем соотношение между эпоксидной функцией и аминоводородной функцией составляет 1 : 0,5 - 1 : 1,1.
| DE, патент, 2743680, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| EP, заявка, 243201, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| EP, заявка, 384940, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| EP, заявка, 274646, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
