Изобретение относится к области создания расплавных эпоксидных связующих для термостойких конструкционных полимерных композиционных материалов (ПКМ) на основе волокнистых наполнителей, получаемых по препреговой технологии, применяемых при изготовлении высоконагруженных конструкций, которые могут быть использованы в авиационной, космической, автомобиле-, судостроительной промышленности, железнодорожном транспорте и других областях техники.
Из уровня техники известно эпоксидное связующее для армированного пластика (RU 2323236 С1, 27.04.2008 г.), содержащее эпоксидиановую и анилинофенолоформальдегидную смолы, модификатор уретановый форполимер, ускоритель отверждения 3,3'-дихлор-4,4'-диаминодифенилметан, антипирен 2,2'-бис(3,5-дибром-4-гидроксифенил)-пропан и растворитель спиртоацетоновую смесь. Препрег, получаемый по растворной технологии, включает (30±2) масс. % эпоксидного связующего, (1±0,4) масс. % легколетучих компонентов и (69±2) масс. % волокнистого наполнителя. Из созданного препрега путем формования получают изделия из пластика, применяемые в строительстве, машиностроении, ракетно-космической технике и т.п.
Основным недостатком этого эпоксидного связующего является содержание в его составе большого количества (55÷65 масс. %) инертного легколетучего органического растворителя - спиртоацетоновой смеси, что усложняет технологию получения из него ПКМ и приводит к их удорожанию, ввиду повышения энергозатрат на удаление летучих компонентов, а также ухудшает экологическую и пожарную безопасность процесса его переработки. Наличие остаточных летучих компонентов на стадии формования приводит к получению изделий из ПКМ с повышенной пористостью, что сопровождается падением их прочностных характеристик.
Также из уровня техники известно наномодифицированное связующее на основе эпоксидных смол (RU 2489460 С1, 10.08.2013 г.), применяющееся для изготовления препрегов, содержащее эпоксидную смолу на основе бисфенола А, полиэпоксидную новолачную смолу, модификатор наноалмазную шихту, отвердитель, выбранный из группы, включающей ангидрид метилтетрагидрофталиевой кислоты/ эндиковый ангидрид и ускоритель отверждения имидазольного типа. Препрег, изготовленный на основе данного связующего, включает (58÷62) масс. % волокнистого наполнителя на основе углеродной ткани арт. Porsher 3692 и (38÷42) масс. % связующего. Из полученного препрега изготавливают ПКМ, используемые в авиастроении и других областях техники.
В качестве основного недостатка этого связующего можно выделить повышенную гидрофильность отвердителей, входящих в его состав - ангидрида метилтетрагидрофталиевой кислоты и эндикового ангидрида, которые ввиду своей химической природы активно взаимодействуют с влагой, присутствующей в воздухе и в адсорбированном состоянии в волокнистом наполнителе. Эта побочная реакция приводит к снижению частоты сшивки, формирующейся в процессе отверждения эпоксиангидридной полимерной матрицы, что может способствовать уменьшению прочностных характеристик ПКМ, получаемых на основе этого связующего. Для устранения или снижения данного негативного эффекта при изготовлении препрега необходимо осуществлять дополнительную технологическую операцию - сушку волокнистого наполнителя, с целью устранения присутствующей влаги.
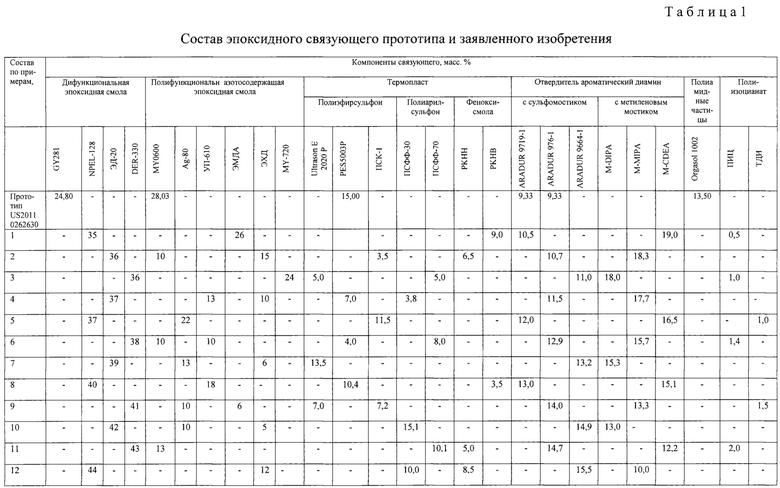
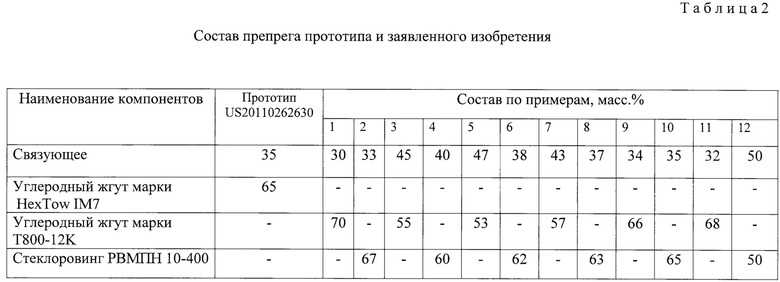
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому техническому результату, принятым за прототип, является техническое решение, описанное в US 2011/0262630 А1, 27.10.2011. В прототипе раскрывается эпоксидная композиция представляющая собой смесь эпоксидных смол: от 10 до 40 мас. % дифункциональной эпоксидной смолы и от 10 до 40 мас. % полифункциональной эпоксидной смолы на основе триглицидилмета-аминофенола. Также композиция содержит от 5 до 25 мас. % термопласта - полиэфирсульфона, от 5 до 20 мас. %, нерастворимых термопластичных частиц и необходимое количество отвердителя, обеспечивающее отверждение указанной композиции при указанной температуре отверждения. В качестве отвердителя применяются смеси ароматических диаминов с сульфомостиком 4,4'-диаминодифенилсульфона (4,4 ДАДФС): 9,33 масс. % и 3,3'-диаминодифенилсульфона (3,3 ДАДФС): 9,33 масс. %. Также из прототипа известны препрег, содержащий указанное эпоксидное связующее и углеродную ткань на основе волокна марки HexTow IM7, при соотношении компонентов: связующее - 35 масс. %, углеродный волокнистый наполнитель - 65 масс. % и изделие из препрега полученное методом автоклавного формования препрега при температуре 180°С в течение 2 ч.
Недостатками указанных материалов-прототипов являются низкий уровень технологических свойств эпоксидного связующего (наличие нерастворимых частиц, невысокая степень сохранения реологических характеристик и пониженная жизнеспособность в препреге при температуре хранения 25°С), которые затрудняют и увеличивают стоимость процесса его переработки в ПКМ, пониженные термомеханические характеристики (температура стеклования) изделий из ПКМ, а также низкая степень сохранения их физико-механических свойств (предел прочности при межслойном сдвиге) при повышенных температурах.
Установлено, что наличие в составе связующего, раскрываемого в прототипе, большого количества (13,50 масс. %) нерастворимых термопластичных полиамидных частиц марки Orgasol 1002 DNAT со средним размером 20 мкм не позволяет получать технологичное связующее гомогенной структуры. Присутствие нерастворимых частиц в расплаве связующего, раскрытого в прототипе, усложняет процесс его переработки в препрег, т.к. нерастворенные частицы могут прилипать к узлам пропитывающего оборудования и препятствовать равномерному распределению связующего на волокнистом наполнителе, что впоследствии приводит к вариации содержания связующего в препреге и образованию непропитанных участков. Подобные проблемы могут привести к созданию некондиционных ПКМ, со значительной вариацией прочностных характеристик формируемой полимерной матрицы. Кроме того, наличие этих нерастворимых частиц делает препреги на основе связующего, раскрытого в прототипе, малопригодными для их переработки в изделия из ПКМ по энергоэффективному вакуумному методу.
Техническая проблема, на решение которой направлено изобретение заключается в создании термостойкого эпоксидного связующего, с улучшенными технологическими свойствами и получение из него изделия из ПКМ по низкозатратной безавтоклавной вакуумной технологии с повышенными физико-механическими характеристиками при повышенной температуре по сравнению с аналогами.
Техническим результатом заявленного изобретения является, сохранение высокого уровня реологических характеристик и повышенной жизнеспособности в препреге при температуре хранения 25°С эпоксидного связующего и получение из него изделия из ПКМ по низкозатратной безавтоклавной вакуумной технологии. Повышение термомеханических характеристик - температуры стеклования при одновременном сохранении высокого уровня физико-механических свойств (предел прочности при межслойном сдвиге) при повышенной температуре.
Для решения технической проблемы предлагается эпоксидное связующее, включающее смесь эпоксидной дифункциональной и полифункциональной смол, термопласт, отвердитель - смесь ароматических диаминов, при этом в качестве дифункциональной эпоксидной смолы применяется эпоксидная смола на основе бисфенола А, в качестве полифункциональной эпоксидной смолы применяется полифункциональная эпоксидная смола выбранная из гомологического ряда азотосодержащих эпоксидных смол или их смесь, в качестве термопласта применяется термопласт, выбранный из: полиарилсульфона, полиэфирсульфона, феноксисмолы или их смеси, а в качестве отвердителя применяется смесь ароматических диаминов с сульфомостиком и метиленовым мостиком при следующем соотношении компонентов, масс. %:
Заявленное эпоксидное связующее может дополнительно содержать полиизоцианат в количестве 0,5-2,0 мас. % от всего связующего.
Предложен также препрег, включающий заявленное эпоксидное связующее и волокнистый наполнитель при следующем соотношении, масс. %:
В качестве волокнистого наполнителя могут использоваться волокнистые стекло - или угленаполнители.
Изделие изготавливают методом вакуумного или автоклавного формования препрега из заявленного связующего.
Для создания эпоксидного связующего используют:
- в качестве дифункциональной эпоксидной смолы на основе бисфенола А (4,4'-дигидрокси-2,2-дифенилпропана) может быть использована одна из смол марки NPEL-128 (производитель NanYa Plastics Corp), марки ЭД-20 (ГОСТ 10587-93) или марки D.E.R. 330 (производитель Dow Chemical Company) и др.;
- в качестве азотосодержащей полифункциональной эпоксидной смолы может быть использована смола, выбранная из гомологического ряда азотосодержащих эпоксидных смол, например смола на основе тригицидил мета-аминофенола марки Araldite MY 0600 (производитель Huntsman Advanced Materials) или триглицидилпроизводное пара-аминофенола марки УП-610 (производитель ЗАО «Химэкс Лимитед»), эпоксидная смола на основе N,N,N',N'-тетраглицидил-4,4'-диаминодифенилметана марки ЭМДА (производитель ООО «Дорос»), Araldite MY-720 (производитель Huntsman Advanced Materials) или Adbest Ag-80 (производитель Sino Polymer Co. Ltd.), N,N-тетраглицидиловое производное 3,3-дихлор-4,4-диаминодифенилметана марки ЭХД (производитель ЗАО «Химэкс Лимитед») и др. или их смеси;
- в качестве термопласта может использоваться полиарилсульфон марки ПСФФ-30 или ПСФФ-70 (производитель АО «Институт пластмасс им. Г.С. Петрова») либо полиэфирсульфон, таких марок как ПСК-1, (производитель АО «Институт пластмасс им. Г.С. Петрова»), PES5003P (производитель Sumitomo Chemical КК) или Ultrason Е 2020 Р (производитель BASF Corporation) либо феноксисмола марок, РКНВ или РКНН (производитель фирма Gabriel Phenoxies Inc) и др. или их смеси.
- в качестве отвердителя ароматического диамина с сульфомостиком может быть использован отвердитель, таких марок, как например, ARADUR 9719-1 (3,3'-диаминодифенилсульфон), ARADUR 9664-1 (4,4'-диаминодифенилсульфон) или ARADUR 976-1 (4,4'-диаминодифенилсульфон) (производитель Huntsman Advanced Materials) и др.;
- в качестве отвердителя ароматического диамина с метиленовым мостиком может быть использован отвердитель, таких марок как M-DIPA (бис(4-амино-2-хлор-3,5-диэтилфенил)метан), M-MIPA (4,4'-метиленбис(2,6-диизопропиланилин) или M-CDEA (4,4'-метиленбис (2-изопропил-6-метиланилин) (производитель Lonzacure) и др.;
- в качестве полиизоцианата, используют, например, полиизоцианат ПИЦ или толуилендиизоцианат (ТДИ) и др.
Предлагаемое эпоксидное связующее ввиду своей однородной структуры расплава, более технологично для переработки в препрег и формированию бездефектных материалов со стабильными прочностными характеристиками по низкозатратной безавтоклавной вакуумной технологии в сравнении с прототипом.
Также авторами установлено, что использование в составе предлагаемого эпоксидного связующего смеси отвердителей с экспериментальным путем установленным оптимально сбалансированным соотношением (10,5÷15,5) масс. % ароматического диамина с сульфомостиком -SO2- и (10,0÷19,0) масс. % ароматического диамина с метиленовым мостиком -СН2- в сравнении с прототипом, содержащим смесь отвердителей ароматических диаминов только с сульфомостиком, обеспечивает преимущества его технологических характеристик, так как демонстрирует высокую степень сохранения реологических характеристик разработанного эпоксидного связующего и его повышенную жизнеспособность в препреге в процессе хранения при температуре 25°С. Это объясняется тем, что ароматические диамины с сульфомостиком, ввиду своей химической природы, характеризуются реакционной активностью уже при комнатной температуре, а ароматические диамины с метиленовым мостиком представляют собой низкоактивные отвердители, активизирующиеся при достаточно высоких температурах (не менее 110°С), ввиду их стерически затрудненной молекулярной структуры. Изменяя их количественное соотношение в смеси можно регулировать жизнеспособность создаваемого связующего.
Известно, что благодаря наличию в структуре эпоксидной смолы на основе бисфенола F более «гибкого» метиленового мостика -СН2- по сравнению с фрагментом  в структуре эпоксидной смолы на основе бисфенола А, происходит формирование более эластичных, но менее термостойких полимерных материалов. Применение в связующих эпоксидных смол на основе бисфенола F обычно приводит к снижению теплостойкости отвержденной полимерной композиции, а использование эпоксидной смолы на основе бисфенола А способствует формированию более жесткоцепной отвержденной эпоксидной структуры с повышенными термомеханическими характеристиками (температурой стеклования). В отличии от связующего-прототипа, где в качестве дифункциональной эпоксидной смолы используется эпоксидная смола на основе бисфенола F, в предлагаемом изобретении используется более устойчивая к воздействию повышенной температуры нефункциональная эпоксидная смола на основе бисфенола А, что дает возможность значительно увеличить термостойкость заявленного связующего и термомеханические характеристики (температуру стеклования) ПКМ на его основе, а также их устойчивость к воздействию высоких температур.
в структуре эпоксидной смолы на основе бисфенола А, происходит формирование более эластичных, но менее термостойких полимерных материалов. Применение в связующих эпоксидных смол на основе бисфенола F обычно приводит к снижению теплостойкости отвержденной полимерной композиции, а использование эпоксидной смолы на основе бисфенола А способствует формированию более жесткоцепной отвержденной эпоксидной структуры с повышенными термомеханическими характеристиками (температурой стеклования). В отличии от связующего-прототипа, где в качестве дифункциональной эпоксидной смолы используется эпоксидная смола на основе бисфенола F, в предлагаемом изобретении используется более устойчивая к воздействию повышенной температуры нефункциональная эпоксидная смола на основе бисфенола А, что дает возможность значительно увеличить термостойкость заявленного связующего и термомеханические характеристики (температуру стеклования) ПКМ на его основе, а также их устойчивость к воздействию высоких температур.
Обычно для осуществления полной «сшивки» эпоксидной смолы отвердителем по реакции поликонденсационного типа отверждения используют соотношение количества функциональных групп в отвердителях и эпоксидных групп теоретически равное 1:1, т.е. полностью «сшитую» структуру термореактивного полимера возможно получить, когда в процессе отверждения взаимодействуют эквимолярные (стехиометрические) количества смолы и отвердителя. Изменение стехиометрического соотношения между реакционноспособными компонентами оказывает значительное влияние на физико-механические и термомеханические свойства отвержденной эпоксидной композиции и ПКМ на ее основе. Отверждение разработанного эпоксидного связующего осуществляется стехиометрическим количеством смеси отвердителей ароматических диаминов (соотношение 100 функциональных групп смолы: 100 функциональных групп отвердителя), в отличие от прототипа, где используют меньшее количество смеси «сшивающих» аминных отвердителей (соотношение функциональных групп - 100 смолы: 75 отвердителя), что приводит к образованию более равномерной полимерной структуры в ПКМ с вовлечением в химическое взаимодействие всех эпоксидных реакционноспособных групп и позволяет достичь высокой степени «сшивания», что способствует образованию более термостойкого, устойчивого к воздействию повышенных температур эксплуатации эпоксидного связующего, обеспечивающего высокую теплостойкость ПКМ (повышенную температуру стеклования) на его основе и более высокую степенью сохранения прочностных характеристик (предел прочности при межслойном сдвиге) материалов на его основе при повышенных температурах эксплуатации.
Дополнительное использование полиизоцианата позволяет регулировать реологические характеристики предлагаемого связующего при изменении содержания используемой полифункциональной эпоксидной смолы или термопласта и дает возможность оптимизации технологических характеристик связующего (вязкость и липкость) для препреговой технологии.
Примеры осуществления.
Приготовление заявленного эпоксидного связующего.
Пример 1 (табл. 1).
В чистый и сухой реактор загружали 35 масс. % дифункциональной эпоксидной смолы на основе бисфенола А марки NPEL-128, 26 масс. % азотосодержащей полифункциональной эпоксидной смолы марки ЭМДА и при работающей мешалке нагревали до температуры 100°С. Смесь перемешивали со скоростью 250 об/мин при температуре 100°С для полного совмещения смол. Небольшими порциями при работающей мешалке вводили 0,5 масс. % полиизоцианата ПИЦ и перемешивали со скоростью 250 об/мин при температуре 100°С в течении не менее 60 мин. Затем поднимали температуру до 150°С и увеличивали скорость вращения мешалки до 300 об/мин.
Небольшими порциями при работающей мешалке при температуре 150°С вводили 9,0 масс. % термопласта феноксисмолы марки РКНВ и перемешивали до получения однородной массы.
Температуру реакционной смеси снижали до 105°С, загружали небольшими порциями при работающей мешалке 19,0 масс. % отвердителя ароматического диамина с метиленовым мостиком марки M-CDEA и перемешивали до получения однородной массы.
Температуру реакционной смеси снижали до 80°С, загружали небольшими порциями при работающей мешалке 10,5 масс. % отвердителя ароматического диамина с сульфомостиком марки ARADUR 9719-1 и перемешивали до получения однородной массы.
Выключали мешалку и сливали готовое горячее связующее через сливной штуцер.
Пример 2 (табл. 1).
В чистый и сухой реактор загружали 36 масс. % дифункциональной эпоксидной смолы на основе бисфенола А марки ЭД-20, 10 масс. % азотосодержащей полифункциональной эпоксидной смолы марки MY-610, 15 масс. %) азотосодержащей полифункциональной эпоксидной смолы марки ЭХД и при работающей мешалке нагревали до температуры 100°С. Смесь перемешивали со скоростью 250 об/мин при температуре 100°С для полного совмещения смол. Затем поднимали температуру до 150°С и увеличивали скорость вращения мешалки до 300 об/мин.
Небольшими порциями при работающей мешалке при температуре 150°С вводили 3,5 масс. % термопласта полиэфирсульфона марки ПСК-1 и 6,5 масс. % термопласта феноксисмолы марки РКНН и перемешивали до получения однородной массы.
Температуру реакционной смеси снижали до 105°С, загружали небольшими порциями при работающей мешалке 18,3 масс. % отвердителя ароматического диамина с метиленовым мостиком марки M-MIPA и перемешивали до получения однородной массы.
Температуру реакционной смеси снижали до 80°С, загружали небольшими порциями при работающей мешалке 10,7 масс. % отвердителя ароматического диамина с сульфомостиком марки ARADUR 976-1 и перемешивали до получения однородной массы.
Выключали мешалку и сливали готовое горячее связующее через сливной штуцер.
Технологию изготовления эпоксидных связующих по примерам 3, 5, 6, 9, 11 (табл. 1) использовали аналогично примеру 1, а по примерам 4,7,8,10,12 (табл. 1) использовали аналогично примеру 2.
Получение заявленного препрега.
Пример 1 (табл. 2).
Получение препрега осуществляли путем нанесения 30 масс. % эпоксидного связующего, приготовленного по рецептуре примера 1 (табл. 1) через наносящее устройство пропиточной машины при температуре 80°С на углеродный жгут Т800-12К в количестве 70 масс. %.
Препреги для примеров 3, 5, 7, 9 и 11 изготавливали с использованием углеродного жгута Т800-12К, для примеров 2, 4, 6, 8, 10 и 12 с использованием стеклоровинга РВМПН 10-400,
Изготовление заявленного изделия.
Пример 1 (табл. 3).
Препрег на основе связующего и углеродного жгута Т800-12К, полученный методом коутинга на расплавной машине по рецептуре примера 1 (табл. 2) разрезали на ленточки шириной 6,35 мм, которые выкладывали на автоматизированном выкладочном станке с регулируемыми усилием прикатки (порядка 1,0 МПа) и температурой (порядка 80°С кратковременно). Изготовление изделия осуществляют методом вакуумного формования полученного препрега при давлении 0,095 МПа, по температурному режиму: 2 часа при температуре (180±5)°С, таким образом получали конструктивно подобные образцы типа каркаса фюзеляжа.
Пример 2 (табл. 3).
Препрег на основе связующего и стеклоровинга РВМПН 10-400, полученный методом коутинга на расплавной машине по рецептуре примера 2 (табл. 2) разрезали на ленточки шириной 6,35 мм, которые выкладывали на автоматизированном выкладочном станке с регулируемыми усилием прикатки (порядка 1,0 МПа) и температурой (порядка 80°С кратковременно). Изготовление изделия осуществляли методом автоклавного формования полученного препрега при избыточном давлении 0,6-0,7 МПа, по температурному режиму: 2 часа при температуре (180±5)°С, таким образом, получали конструктивно подобные образцы типа интерцептора.
На основании препрегов изготовленных по примерам 3, 5, 7, 9, 11 (табл. 2) по технологии, аналогичной примеру 1, методом вакуумного формования изготавливали конструктивноподобные образцы изделий: по примерам 3 и 5 - типа руля управления, по примерам 7 и 9 - типа стабилизатора, по примеру 12 - типа лонжерона стабилизатора.
На основании препрегов изготовленных по примерам 4, 6, 8, 10, 12 (табл. 2) по технологии, аналогичной примеру 2, методом автоклавного формования изготавливали конструктивноподобные образцы изделий: по примерам 4 и 6 - типа воздушный тормоз, по примерам 8 и 10 - типа элерон, по примеру 12 - типа панель хвостовой части.
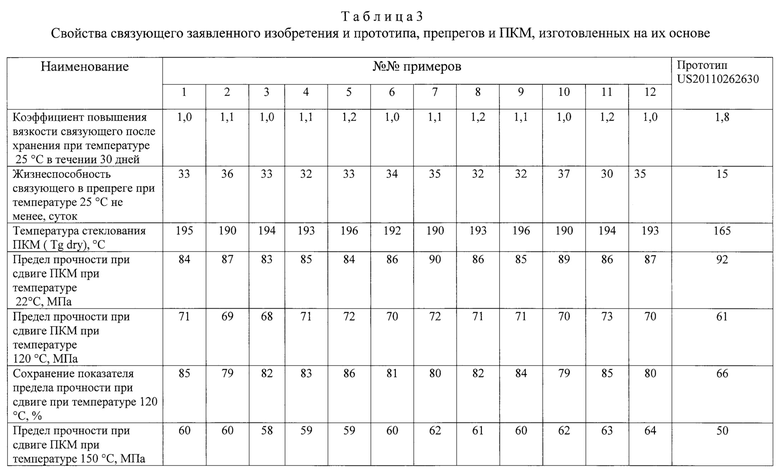
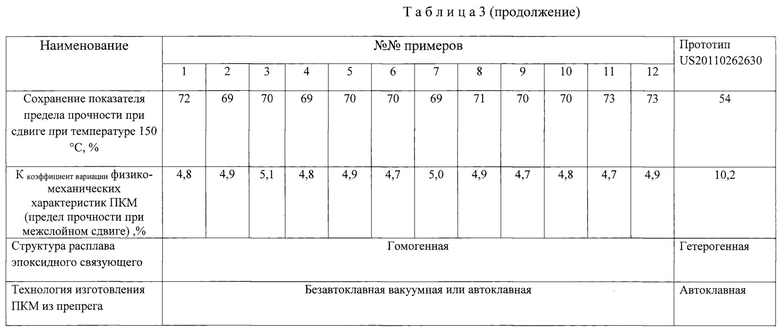
Составы связующих по изобретению и прототипу приведены в таблице 1, составы препрегов по изобретению и прототипу в таблице 2, свойства связующих по заявленному изобретению и прототипу, препрегов и ПКМ, изготовленных на их основе в таблице 3.
Сравнительные данные из таблицы 3 показывают, что предлагаемое эпоксидное связующее обеспечивает преимущества по сравнению с прототипом:
- ввиду однородности расплава позволяет получать прецизионные препреги, более технологичные для переработки в изделия по вакуумно-автоклавному способу, по сравнению с прототипом, а также формовать ПКМ с незначительным разбросом прочностных характеристик. Улучшенные технологические характеристики разработанного эпоксидного связующего способствуют снижению коэффициента вариации физико-механических свойств ПКМ (предел прочности при межслойном сдвиге) примерно в 2 раза по сравнению со значением у композиции-прототипа (Ккоэффициент вариации прототипа=10,2; Ккоэффициент вариации разработанной композиции=4,7÷5,1),
- характеризуется более стабильными показателями сохранения вязкости, так как в процессе его хранения при температуре 25°С в течение не менее 30 дней не наблюдается сильного роста вязкости в сравнении с исходным значением (коэффициент повышения вязкости связующего - 1,0÷1,2), у прототипа же наблюдается значительное увеличение вязкости (коэффициент повышения вязкости связующего - 1,8). Отсутствие значительного увеличения вязкости, химическая стабильность заявленного эпоксидного связующего в процессе хранения при комнатной температуре упрощает технологический процесс его переработки в ПКМ, а также дает возможность изготавливать на его основе препреги с более длительной жизнеспособностью - не менее 30 суток при комнатной температуре, в отличие от связующего-прототипа, жизнеспособность у которого в препреге при комнатной температуре составляет всего лишь 15 суток;
- является более термостойким, что позволяет получать из него изделия из ПКМ с более высокими термомеханическими характеристиками (температура стеклования) Tgdry=190÷196°С, в сравнении с ПКМ на основе связующего-прототипа Tgdry=165°С. Полученные показатели более чем на 15% превосходят термостойкость материала прототипа. Кроме того обеспечивает более высокий уровень сохранения физико-механических характеристик (предел прочности при межслойном сдвиге) ПКМ на его основе при повышенной температуре эксплуатации 150°С - (69÷73)%, в сравнении с исходным значением при температуре 22°С, в отличие от прототипа, у которого сохранение физико-механических свойств (предел прочности при межслойном сдвиге) при температуре 150°С составляет только 54%, в сравнении с исходным значением при температуре 22°С. Такие характеристики предлагаемого связующего дают возможность создания на его основе более термостойких ПКМ с рабочей температурой до 150°С, в отличии от связующего-прототипа, обеспечивающего надежную эксплуатацию ПКМ на его основе только до температуры 120°С.
Таким образом, заявленное эпоксидное связующее и препрег, изготовленный на его основе, демонстрируют улучшенные технологические характеристики, что упрощает процесс получения изделий из них по низкозатратной безавтоклавной вакуумной технологии. Обеспечивают возможность создания теплостойких ПКМ и получения материалов с более высоким уровнем сохранения физико-механических свойств (предел прочности при межслойном сдвиге) при температуре эксплуатации до 150°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2655805C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2023 |
|
RU2809529C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2021 |
|
RU2777895C2 |
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ, ПЛЕНОЧНЫЙ КЛЕЙ И КЛЕЕВОЙ ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686919C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2601486C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2019 |
|
RU2718831C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ АДГЕЗИОННОГО СЛОЯ И АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ НА ЕГО ОСНОВЕ | 2019 |
|
RU2720782C1 |
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ И ПЛЕНОЧНЫЙ КЛЕЙ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686917C1 |
| Эпоксидное связующее, препрег и изделие, выполненное из них | 2022 |
|
RU2797591C1 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
Изобретение относится к области создания расплавных эпоксидных связующих для термостойких конструкционных полимерных композиционных материалов (ПКМ) на основе волокнистых наполнителей, получаемых по препреговой технологии, применяемых при изготовлении высоконагруженных конструкций, которые могут быть использованы в авиационной, космической, автомобиле-, судостроительной промышленности, железнодорожном транспорте и других областях техники. Эпоксидное связующее включает компоненты при следующем их соотношении (мас.%): дифункциональную эпоксидную смолу на основе бисфенола А 35,0-44,0; азотосодержащую полифункциональную эпоксидную смолу 12,0-26,0; термопласт 9,0-18,5; отвердитель ароматический диамин с сульфомостиком 10,5-15,5; отвердитель ароматический диамин с метиленовым мостиком 10,0-19,0. Препрег включает указанное эпоксидное связующее и волокнистый наполнитель при следующем соотношении компонентов (мас.%): эпоксидное связующее 30,0-50,0, волокнистый наполнитель 50,0-70,0. Эпоксидное связующее по изобретению и препрег, изготовленный на его основе, позволяет улучшить технологические характеристики, что упрощает процесс получения изделий из них по низкозатратной безавтоклавной вакуумной технологии, а также обеспечивает возможность создания теплостойких ПКМ и получения материалов с более высоким уровнем сохранения физико-механических свойств (предел прочности при межслойном сдвиге) при температуре эксплуатации до 150°С. 3 н. и 4 з.п. ф-лы, 3 табл., 2 пр.
1. Эпоксидное связующее, включающее смесь эпоксидной дифункциональной и полифункциональной смол, термопласт, отвердитель - смесь ароматических диаминов, при этом в качестве дифункциональной эпоксидной смолы применяется эпоксидная смола на основе бисфенола А, в качестве полифункциональной эпоксидной смолы применяется полифункциональная эпоксидная смола, выбранная из гомологического ряда азотосодержащих эпоксидных смол или их смесь, в качестве термопласта применяется термопласт, выбранный из: полиарилсульфона, полиэфирсульфона, феноксисмолы или их смеси, а в качестве отвердителя применяется смесь ароматических диаминов с сульфомостиком и метиленовым мостиком при следующем соотношении компонентов, мас.%:
2. Эпоксидное связующее по п. 1, отличающееся тем, что дополнительно содержит полиизоцианат в количестве 0,5-2,0 мас.% от всего связующего.
3. Препрег, включающий эпоксидное связующее и волокнистый наполнитель, отличающийся тем, что в качестве эпоксидного связующего используют связующее по пп. 1 и 2
4. Препрег по п. 3, отличающийся тем, что содержит компоненты при следующем соотношении, мас.%:
5. Препрег по п. 3 или 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый угленаполнитель.
6. Препрег по п. 3 или 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый стеклонаполнитель.
7. Изделие, отличающееся тем, что оно выполнено методом вакуумного формования препрега по любому из пп. 3-6.
| US 20110262630 A1, 27.10.2011 | |||
| US 20170166687 A1, 15.06.2017 | |||
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2006 |
|
RU2323236C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2260022C2 |
| WO 1986007597 A1, 31.12.1986 | |||
| WO 2016089663 A1, 09.06.2016. | |||

