Настоящее изобретение относится к изготовлению металлической полосы (ленты). Более конкретно, оно касается способа и устройства для производства металлической полосы, имеющей переменную толщину. Следует указать, что указанная полоса может найти применение в особенности при изготовлении стеклоочистителей ветровых стекол (автомобилей).
В соответствии с первым аспектом изобретения, в нем предусматривается создание способа производства металлической полосы с переменной толщиной, который предусматривает:
подачу удлиненной металлической заготовки;
пропускание металлической заготовки при ее температуре до 900oC, возможно даже в холодном состоянии через пару противостоящих формующих роликов; и
изменение расстояние между формующими роликами в процессе работы для изменения толщины заготовки и создания отформованной полосы с переменной толщиной, причем толщину полосы изменяют за один проход между роликами в соотношении по меньшей мере 2 : 1 по ее длине,
Заготовка может иметь форму полосы и может иметь главным образом постоянную толщину и ширину.
Способ может содержать операции измерения толщины отформованной полосы, выходящей из формующих роликов, и управления расстоянием между роликами в виде обратной связи, при поступлении на вход обратной связи информации относительно измеренной толщины
Ось вращения одного из роликов может быть фиксированной, в то время как положение оси другого формующего ролика относительно первого может изменяться с целью изменения зазора между двумя формующими роликами.
Толщина может изменяться циклическим образом вдоль длины полосы.
Скорости вращения формующих роликов могут быть в основном одинаковыми. Следует иметь в виду, что, по причине изменения толщины полосы, скорость, при которой полоса выходит из формующих роликов, будет отличаться от скорости, при которой она входит в формующие ролики. Скорости вращения формующих роликов изменяются таким образом, чтобы получить главным образом постоянную скорость на выходе роликов.
Скорости формующих роликов могут также изменяться друг относительно друга для сообщения кривизны вдоль отформованной полосы.
Способ может предусматривать продольную разрезку отформованной полосы для изменения ее ширины. Ширина продольно разрезанной полосы может измеряться и затем контролироваться по сигналу обратной связи по результатам проведенного измерения.
Отформованная полоса может разрезаться в поперечном направлении на куски определенной длины, при этом каждый кусок должен иметь одинаковое изменение толщины и ширины по его длине.
Следует отметить, что из уровня техники известны способы изготовления металлической полосы с переменной толщиной (см. например, авторское свидетельство СССР N 564068 МПК B 21 H 8/00, 1977 г.), включающие подачу удлиненной металлической заготовки и пропускание ее между двумя формующими роликами, расстояние между которыми в процессе пропускания заготовки изменяется, в результате чего отформованная полоса имеет переменную толщину.
Способ согласно настоящему изобретению отличается в первую очередь тем, что пропускание заготовки через формующие ролики осуществляют при температуре ниже температуры рекристаллизации, а именно ниже 900oC, в частности при температурах от 20 до 100oC, или даже вообще без нагрева, в холодном состоянии. Кроме того, толщину полосы изменяют сразу за один проход, причем полосу формируют с толщиной, изменяющейся по ее длине в соотношении по меньшей мере 2 : 1.
Изобретением предусматривается также создание устройства для изготовления металлической полосы, имеющей переменную толщину, которое включает в себя:
средство подачи удлиненной металлической заготовки;
пару расположенных друг напротив друга формующих роликов для обработки заготовки; и
средства изменения расстояния между формующими роликами в процессе обработки заготовки для изменения за счет этого толщины заготовки и изготовления отформованной полосы с различной (переменной) толщиной.
Устройства, содержащие перечисленные признаки, известны (см. например, авторское свидетельство СССР N 564068, описанное ранее).
Устройство согласно настоящему изобретению отличается от известных тем, что средства изменения расстояния между роликами выполнены с возможностью изменения указанного расстояния в диапазоне, достаточном для формирования полосы с соотношением толщины по ее длине по меньшей мере 2 : 1 за один проход при температуре заготовки ниже 900oC, в частности при холодном состоянии заготовки.
Ось вращения одного из формующих роликов может быть фиксированной, в то время как положение оси вращения другого ролика относительно первой оси может изменяться, таким образом, что в процессе работы зазор между двумя формующими роликами изменяется.
Устройство может содержать подходящие средства привода для осуществления привода каждого формующего ролика независимым образом.
Устройство может также включать в себя средства измерения толщины отформованной полосы, выходящей из формующих роликов, средства управления с обратной связью для управления расстоянием (зазором) между роликами при поступлении на вход обратной связи сигнала от средств измерения.
Могут быть также предусмотрены средства для продольной разрезки полосы, за счет чего изменяется ширина отформованной полосы. Могут быть предусмотрены средства измерения ширины полосы и средства управления с обратной связью, подключенные к средствам измерения для управления работой средств продольной разрезки по сигналу обратной связи.
Устройство может также содержать средства поперечной разрезки для разрезания отформованной полосы на куски определенной длины, причем каждый кусок имеет одинаковое изменение толщины и ширины по его длине.
Для использования в устройстве для изготовления металлической полосы с переменной толщиной изобретением предусматривается также блок формующих роликов (блок прокатки), который включает в себя первый формующий ролик, установленный с возможностью вращения относительно оси, подшипники, размещенные между первым и вторым концами первого ролика с образованием выступающего концевого участка на одном из концов ролика с образованием выступающего концевого участка на одном из концов первого ролика, второй формующий ролик, установленный с возможностью вращения относительно оси, подшипники, размещенные между первым и вторым концами второго ролика с образованием выступающего концевого участка на одном из концов второго ролика, блоки формующих роликов с указанными признаками являются известными (см. авторское свидетельство СССР N 1045964 МПК B 21 H 13/00, 1993 г.).
В отличие от него ролики блока в настоящем изобретении установлены в противоположных направлениях со смещением друг относительно друга и взаимным перекрытием их выступающих концевых участков, образующих между собой зону прокатки, а подшипники первого и второго роликов установлены с возможностью перемещения друг относительно друга для изменения расстоянии между роликами на их выступающих участках.
Первый ролик может быть установлен на первом несущем элементе, в второй ролик - на втором несущем элементе, при этом краевые участки роликов выступают из их несущих элементов и перекрывают друг друга.
Как первый, так и второй ролики могут иметь индивидуальные средства привода, подключенные к их концам для вращения роликов.
Первый и второй несущий элементы могут иметь возможность перемещения друг относительно друга, за счет чего изменяется расстояние между роликами на их краевых участках.
Блок формующих роликов может содержать средства опоры для создания опоры несущих элементов с возможностью их перемещения, Средства опоры могут содержать множество стоек скольжения, при этом один из несущих элементов крепится к стойке, а второй скользит вдоль нее.
Каждый несущий элемент имеет несущий участок, на котором установлен соответствующий ролик, и опорный участок, который простирается ниже первого конца соответствующего ролика. Первый и второй несущие элементы могут быть установлены дополняющим образом, так чтобы несущий участок первого несущего элемента был совмещен с опорным участком второго несущего элемента, и наоборот.
Две стойки могут проходить через несущий участок первого несущего элемента и могут быть закреплены на опорном участке второго несущего элемента, также как две стойки могут проходить через опорный участок первого несущего элемента и могут быть закреплены на несущем элементе второго несущего элемента.
Блок формующих роликов может содержать средства для перемещения одного из несущих элементов относительно другого несущего элемента.
Указанный блок может также содержать основание, на котором закреплены стойки. Первый несущий элемент может быть расположен между вторым несущим элементом и основанием, причем второй несущий элемент закреплен на стойках относительно основания, а первый несущий элемент обладает возможностью перемещения относительно этих стоек. Средства перемещения могут быть расположены между основанием и первым несущим элементом.
Далее изобретение будет описано в качестве примера со ссылками на сопроводительные чертежи.
На фиг. 1 схематически показано соответствующее настоящему изобретению устройство для изготовления металлической полосы с переменной толщиной.
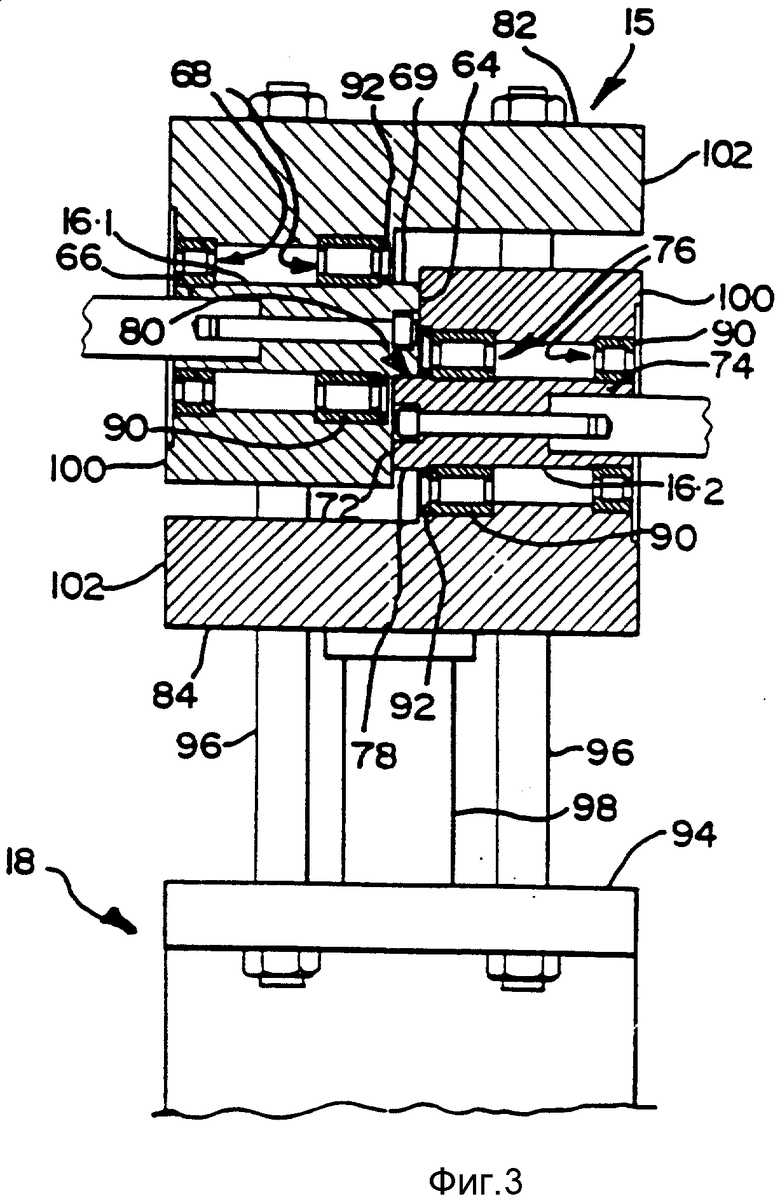
На фиг. 2 приведено трехмерное изображение блока прокатки (блока формующих роликов), предназначенных для использования в устройстве в соответствии с изобретением.
На фиг. 3 показан вид спереди с частичным вырывом блока прокатки.
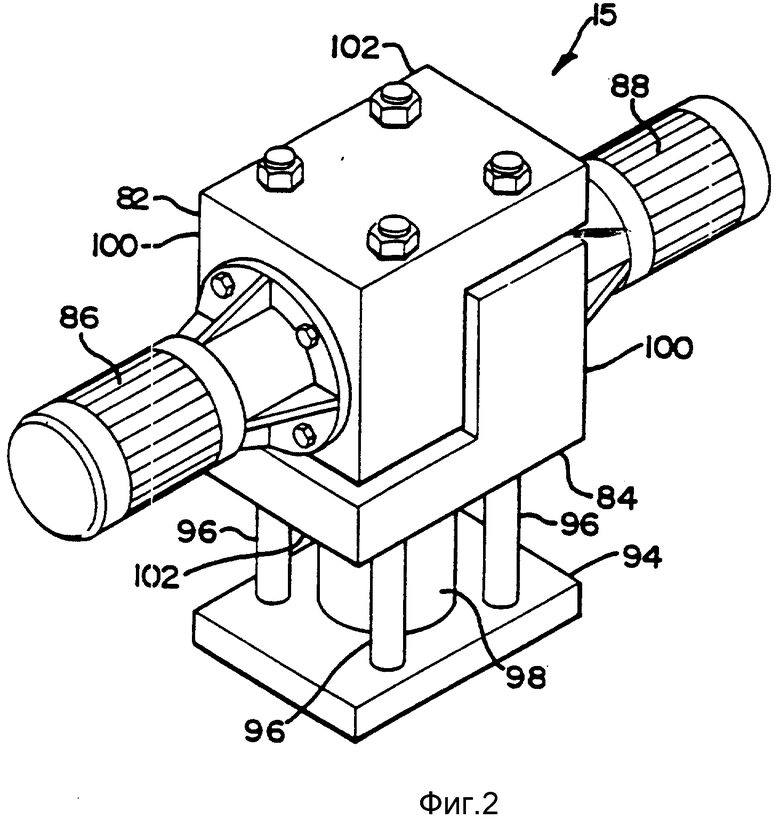
На фиг. 1 позицией 10 обозначено в общем виде устройство для изготовления металлической полосы с переменной толщиной, соответствующее настоящему изобретению.
Устройство 10 содержит средства подачи 12 для обеспечения подачи удлиненной заготовки 14 из мягкой стали, которая имеет постоянную толщину и ширину и имеет форму полосы. Заготовка 14 имеет толщину 13 мм и толщину 1,4 мм. Средства подачи 12 содержат вращающуюся катушку 13, на которую намотана полоса заготовки 14. Катушка 13 в процессе работы подключена ко входу средств изменения скорости 22. Блок прокатки 15 содержит пару расположенных друг напротив друга формующих роликов 16 и предусматривает обработку заготовки 14 в холодном состоянии. Средства изменения расстояния 18 предназначены для изменения расстояния между формующими роликами 16 в ходе работы, за счет чего регулируется переменная толщина отформованной полосы 20. Толщина полосы 20 может изменяться от 1,29 до 0,30 мм. Ролики имеют гладкую и круглую цилиндрическую поверхность в их рабочих областях.
Входные средства изменения скорости 22 регулируют скорость, при которой заготовка 14 подается к формующим роликам 16, для регулировки в процессе работы натяжения полосы заготовки 14.
Устройство 10 далее включает в себя измерительные средства 24 для измерения толщины отформованной полосы 20, выходящей из формующих роликов 16. Измерительные средства 24 связаны со средствами управления 54. Средства управления 54 контролируют расстояние между роликами 16 в виде устройства с обратной связью. Для этой цели предусмотрена пара датчиков 104, которые измеряют расстояние между роликами 16. Средства изменения расстояния между роликами выполнены в виде гидравлического цилиндра или устройства со штоком плунжера. Шток плунжера 98, образующий часть средств изменения расстояния между роликами 18, соединен с нижним роликом 16 для передачи управления ролика 16 к заготовке 14. Шток плунжера также подсоединен к средствам управления 54 и управляется сигналами, получаемыми от них.
Пост нагрева 28 предусмотрен для нагрева полосы 20 непрерывным образом после ее выхода от средств измерения 24. Для этого используются средства 30 подачи переменной мощности к посту нагрева 28 в соответствии с толщиной полосы 20, проходящей через пост. Применен пост нагрева 28 в виде индукционного нагревателя. Энергия, поступающая в рабочем режиме от источника питания 30 к индукционному нагревателю 28, изменяется в соответствии с изменением частоты выходного сигнала от источника питания 30. Источник питания 30 подключен к средствам управления 54 и получает от них входные сигналы управления.
Пара тянущих валиков 32 установлена между измерительными средствами 24 и постом нагрева 28. Полоса 20 протягивается через эти вилки 32. Вращение валиков 32 производится при помощи двигателя 33, причем двигатель 33 также подключен к средствам управления 54.
Устройство выдержки при повышенной температуре 34 работает в сочетании с постом закалки 36 и осуществляет термообработку полосы 20. Также как и источник питания 30, устройство тепловой выдержки 34 подключено к средствам управления 54 и управляется поступающим от него сигналом. Мощность, подаваемая на устройство тепловой выдержки 34, изменяется и контролируется устройством регулировки мощности 35 и контроллером температуры 39.
Дополнительная пара тянущих валиков 38 предусмотрена для протягивания полосы 20 от поста отпуска 36 к устройству натяжения полосы 44. Устройство натяжения полосы 44 поддерживает определенное натяжение полосы 20. И в данном случае вращение валиков 38 производится при помощи двигателя 37, который подключен к средствам управления 54.
Дополнительные средства измерения 40 предназначены для измерения толщины полосы 20 после ее выхода из устройства натяжения 39. Затем далее по ходу движения полосы предусмотрены средства разрезки полосы по ширине 42 лазерного действия, которые установлены вслед за измерительными средствами 40 и производят продольную разрезку полосы 20 для получения желательного профиля ширины полосы 20. Измерительные средства 40 подключены к средствам разрезки полосы по ширине 42 через устройство управления разрезкой по ширине и длине 56, которое контролирует ширину разрезки полосы 20.
Блок разрезки по длине 46 установлен далее по ходу движения полосы после лазерных режущих средств 42 и разрезают полосу 20 на куски определенной длины. Еще одна пара тянущих валиков 48 предусмотрена между лазерными режущими средствами 42 и режущим блоком 46. Режущий блок 46 также подключен к средствам управления 56. Вращение дополнительной пары валиков 48 производят при помощи двигателя 57, который подключен к средствам управления 54.
Системные средства управления 50 осуществляют управление работой устройства 10. Системные средства управления 50 подключены к средствам управления разрезкой по ширине и по длине 56.
При работе устройства полоса заготовки 14 разматывается с катушки 13 и направляется к блоку прокатки 15. Натяжение полосы заготовки 14 контролируется при помощи средств управления 54. Формующие ролики 16 осуществляют "холодную обработку" заготовки 14, изменяя толщину заготовки 14 заданным образом, и вырабатывают отформованную полосу 20. Полоса 20 проходит через средства измерения 24, которые производят измерение толщины полосы 20. При помощи средств управления 54 шток плунжера 98 используется для непрерывного и циклического изменения расстояния между роликами 16, при помощи чего производится изменение толщины полосы 20. Заготовка 14 подается к роликам при температуре ниже 900oC, а преимущественно, при температуре около 25oC.
После этого полоса 20 проходит через пару тянущих валиков 32, которые направляют полосу 20 в индукционный нагреватель 28. Скорость тянущих валиков 32 контролируется при помощи средств управления 54. Энергия на индукционный нагреватель поступает от источника переменной мощности 30, мощность которого изменяется в зависимости от толщины полосы 20. Управление этим процессом производится при помощи средств управления 54, на которые поступает сигнал от средств измерения 24 и которые посылают соответствующий сигнал на источник питания 30.
Затем полоса 20 входит в устройство температурной выдержки 34, а после этого поступает на пост закалки 36. Индукционный нагреватель 28, устройство температурой выдержки 34 и пост закалки 36 совместно осуществляют нагрев полосы 20. Работа устройства температурной выдержки 34 также происходит под контролем средств управления 54.
Тянущие валики 38 протягивают полосу 20 от поста закалки 36 к дополнительным средствам измерения 40 через натяжное устройство 44, которое поддерживает требуемое натяжение полосы 20. Скорость (вращения) тянущих валиков 38 регулируется при помощи устройства управления 54 посредством двигателя 37.
После этого полоса 20 проходит через дополнительные средства измерения 40, которые вырабатывают данные для лазерных режущих средств 42 при помощи устройства управления 56 разрезкой по ширине и длине, таким образом, чтобы полоса 20 могла быть разрезана по ширине, которая изменяется заданным образом. Тянущие валики 48 протягивают полосу 20 со скоростью, задаваемой средствами управления 54, от лазерных режущих средств 42 к блоку разрезки по длине 46, который также контролируется при помощи средств управления 56, и производит разрезку полосы 20 на куски требуемой длины 450 мм. Каждый кусок имеет одинаковое распределение толщины и одинаковый профиль ширины и предназначается для использования в качестве опорной балки для стеклоочистителя ветрового стекла. Поэтому следует принять во внимание, что толщина и ширина полосы 20 изменяются циклическим образом по длине полосы.
Каждый кусок имеет следующие размеры: длина = 450 мм; толщина по центру каждого куска = 1,29 мм; толщина на краях каждого куска = 0,30 мм; ширина по центру = 11 мм; ширина на краях = 6 мм.
Каждый кусок суживается равномерно и непрерывно как по толщине, так и по ширине от его центра к краям (по прямой линии).
Обратимся теперь к рассмотрению фиг. 2 и 3, на которых показан блок прокатки 15.
Блок прокатки 15 содержит первый формующий ролик 16.1, который обладает возможностью вращения относительной первой оси вращения и имеет первый конец 64 и второй конец 66. Пара цилиндрических роликовых подшипников 68 осуществляет поддержку первого ролика 16.1 с возможностью его вращения. Подшипники 68 расположены между первым и вторым концами 64, 66 ролика 16.1, при этом образуется выступающий концевой участок 69 первого ролика 16.1 на его первом конце 64.
Предусмотрен второй формующий ролик 16.2, который имеет первый конец 72 и второй конец 74, причем ролик 16.2 обладает возможностью вращения относительно второй оси вращения. Пара цилиндрических роликовых подшипников 76 обеспечивает поддержку второго ролика 16.2 с обеспечением возможности его вращения. Подшипники 76 расположены между первым и вторым концами 72, 74 второго ролика 16.2 таким образом, что образуется выступающий концевой участок 78 второго ролика 16.2 на его первом конце 72. Ролики 16.1 и 16.2 идут (вытянуты) в противоположных направлениях таким образом, что их выступающие концевые участки 69, 78 перехлестываются (перекрываются) и смещены друг относительно друга таким образом, чтобы образовать между ними область 80 прокатки. Концевые участки 69, 78 являются круговыми цилиндрическими и гладкими.
Первый ролик 16.1 установлен с возможностью вращения при помощи подшипников 68 на первом несущем элементе 82, а второй ролик 16.2 установлен с возможностью вращения при помощи подшипников 76 на втором несущем элементе 84. Концевые участки 69, 78 роликов 16.1 и 16.2, выступающие из их соответствующих несущих элементов 82, 84, перекрывают друг друга.
Первый ролик 16.1 приводится в движение от средств привода в виде электродвигателя 86. Двигатель 86 подключен к первому ролику 16.1 на его втором конце 66. Второй ролик 16.2 имеет аналогичный электродвигатель 88, подключенный к его второму концу 74.
Предусмотрены осевые уплотнения вала 92 для минимизации повреждения роликовых подшипников 68 и 76 проникающей грязью.
Первый и второй несущие элементы 82, 84 имеют возможность перемещения друг относительно друга, за счет чего изменяется расстояние между роликами 62, 70 в их концевых участках и, следовательно, зазор между ними.
Предусмотрено опорное основание 94, на котором установлен первый несущий элемент 82. Первый несущий элемент 82 жестко установлен на опорном основании 94 при помощи четырех стоек скольжения 96, на которых закреплен первый несущий элемент 82. Второй несущий элемент 84 установлен с возможностью скольжения на стойках скольжения 96, причем шток плунжера 98 прикреплен к второму несущему элементу 84, что позволяет второму несущему элементу 84 гидравлически перемещаться относительно первого несущего элемента 82.
Каждый из несущих элементов 82, 84 имеет соответствующий участок 100, в котором установлены соответствующие ролики 16.1, 16.2, и участок опоры 102, который простирается под первыми концами 64, 72 соответствующих роликов 16.1 и 16.2. В каждом несущем элементе 82, 84 две стойки скольжения 96 проходят через несущий участок 100, а две другие стойки 96 проходят через опорный участок 102.
Первый и второй несущие элементы 82, 84 устроены дополняющим образом, так что несущий участок 100 первого несущего элемента 82 выровнен (отцентрирован) относительно опорного участка 102 второго несущего элемента, и наоборот.
Заявитель полагает, что это изобретение обеспечивает эффективный способ и устройство для изготовления термообработанной металлической полосы. Более того, заявитель полагает, что полученная в результате применения настоящего изобретения полоса найдет особое, но не обязательно исключительное применение как часть блока стеклоочистителя ветрового стекла для автомобилей и в других применениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛООЧИСТИТЕЛЬ ДЛЯ ВЕТРОВОГО СТЕКЛА | 1992 |
|
RU2091257C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2203206C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2450779C2 |
| РЕЗОНАНСНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПИТАНИЯ ДЛЯ ВОЗБУЖДЕНИЯ КАТУШКИ | 1997 |
|
RU2216094C2 |
| КАРТОННАЯ КОРОБКА ДЛЯ УПАКОВКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И ЕЕ ЗАГОТОВКА | 1997 |
|
RU2197417C2 |
| УПАКОВКА | 2009 |
|
RU2488530C2 |
| ВЕРТОЛЕТНАЯ СИСТЕМА ЭЛЕКТРОМАГНИТНОЙ РАЗВЕДКИ | 2005 |
|
RU2358294C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2508238C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ТАБАЧНЫХ СТЕРЖНЕЙ | 2008 |
|
RU2463929C2 |
| АППАРАТ И СПОСОБ УПАКОВКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2424959C2 |
Изобретение относится к прокатке металлической полосы с переменной толщиной. Указанная металлическая полоса предназначена, например, для использования в качестве элемента блока стеклоочистителей ветрового стекла автомобиля. Заготовка, имеющая постоянную толщину и ширину, пропускается при температуре ниже 900o через пару расположенных напротив друг друга формующих роликов, причем расстояние между роликами изменяется для деформирования заготовки переменным образом вдоль ее длины для выработки полосы с переменной толщиной. Ролики имеют параллельные оси, причем одна из осей фиксированная, а другая может перемещаться в направлении к ней и от нее. Толщина отформованной полосы изменяется в отношении по меньшей мере 2:1. Отформованная полоса подвергается термообработке переменным образом. Уровень мощности, подводимый к полосе для ее нагрева при термообработке, изменяется в соответствии с толщиной полосы. Предпочтительный вариант устройства прокатки содержит пару роликов, причем каждый из роликов опирается на подшипники, расположенные между его концами, что создает выступающий концевой участок, причем ролики смещены друг относительно друга и их концевые участки перекрываются. Перекрывающиеся концевые участки определяют область прокатки между роликами. Изобретение обеспечивает повышение эффективности производства металлической полосы переменной толщины. 3 с. и 29 з.п.ф-лы, 3 ил.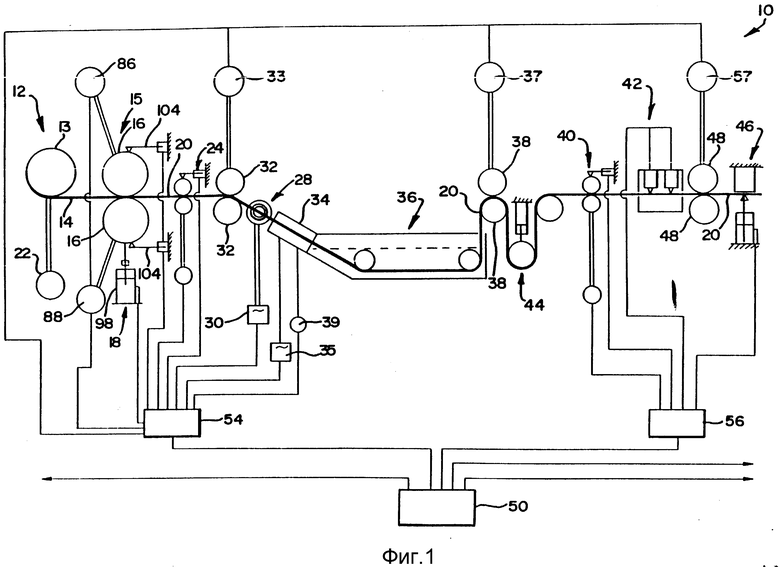
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564068A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Королев А.А | |||
| Механическое оборудование прокатных цехов черной и цветной металлургии | |||
| - М.: Металлургия, 1976, с.453 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прокатная клеть с консольными валками | 1982 |
|
SU1045964A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Автоматическая линия для производства рессорных листов | 1988 |
|
SU1733174A1 |

