1
Изобретение относится к обработке металлов давпением, в частности к конструкции прокатных станов, и может использовано в машинострении для прокатки профилей переменного сечения.
Известен стан дпя прокатки профилей переменного сечения с изменяюшимся расстоянием между валками и с механизмом подачи, состоящим из кулачков, упора и каретки, действующих ог элекгромагниТОБИ связанных через кривошипное устроил . ство и зубчатую муфту с вапками клетн.
Этот стаи является наиболее близким к описываемому изобретению f 1 .
Недостатком известного стана является спожная конструкция механизма подачи, не обеспечивающая достагх чной точности подачи заготовок в зев вапков.
Цепь изобретения - упрощение конструкции стана и повышение точности подачи из- депия.
Это достигается тем что предлагаемый стан для прокатки профилей переменного сечения снабжен механизмом для регулиро вания высоты положения оси толкателя, вы-
полненным в виде рычага, один конец которого закреплен неподвижно, а второй uiapнирно связан с приводом вертиканьиог-о перемещения валка, и соединенной с рыча- гом ппитыр плоскость которой парплпепьиа оси толкателя, и двух стоек, шарлирно связанных с плитой и образующих с последней шарнирный паралпепограмм, причем механиз для подачи заготовки в вапки устаиовгшн на плите. Связь рычага с плитой выпопие на в виде установленного в середине рычага подпружиненного стержня и смонтированной на плите втулки, телескопически схватывающей стержень.
Сгак также снабжен ограничителем подъема плиты, выполненной в виде пальцевой 1стежки.
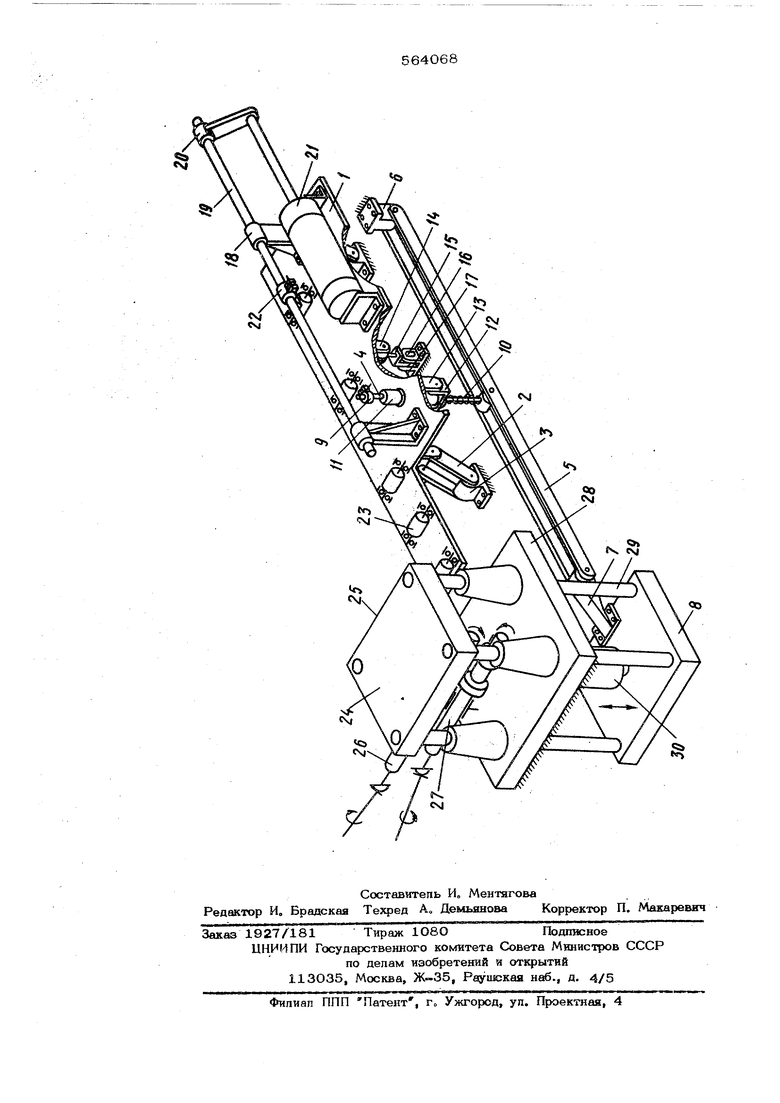
На чертеже изображен схематично предлагаемый прокатный стан,
Плита 1 шарнирно связана с двумя рычагами 2, которые также 1пар 1ирло связаны с неподвижными кронштейнами 3.
Стержень 4 своим нижним концом шарнино соединен в центре рычага 5, концы которого шарнирно соединены с неподвижжлм
кронштейном 6 и кронштейном 7, установленным на подвижной траверсе 8 На верхнем конце стержня 4 установлен регулируемый топкатепь 9,
Пружина 10 поджимаетвтулку 11, через которую проходит стержень 4, Втулка 11 скреплена с вилкой 12, шарнирно связанной с вилкой 13, Последняя закреплена на плите 1, на которой закреплен также кронштейн 14. Серьга 15 шарнирно соединна с кронштейном 14 и имеет возможность выставляться по высота относительно его.
Палец 16, нахолящийся в пазу кронштейн
17,шарнирно связан с серьгой 15.
На плите 1 установлены два кронштейна
18,через которые проходит штанга 19, связанная водилом 20 со штоком пневмо- цилиндра 21. На штанге 19 с возможность переналадки закреплен толкатель 22. На плите 1 установлены ролики 23. На корпусах роликов 23 закреплены регулируемые боковые линейки (не показаны), которые создают направление для подаваемого материала для прокатки.
На трашерсе 24 рабочей клети 25 закреплены корпуса подшипников валка 26, Корпуса подшипников валка 27 закреплены на неподвижном корпусе 28, через втулки которого проходят четыре колонны 29, их верхние концы закреплены в траверсе 24. а нижние - в траверсе 8,
На. неподвижном корпусе 28 установлен гидроцилиндр 30, шток которого соединен с траверсой 8. Полости гидроцилиндра 30 трубопроводами соединены с управляющим золотником.
Стан работает следующим образом. Исходное положение при прокатке деталей типа станочных крепежно - регулировочных, клиньев. Щуп механизма спежения (не показан) находится в зеве валков, установленных на определе.нный размер прокатываемого изделия, управляющий золотник контактирует с программным Кулаком по его максимальному размеру (не пока- зан).
Пружина 1О через йгулку Ц, вилки 12 и 13 удерживает плиту 1 в верхнем положении, ограниченном пальцем 16 в пазу кронштейна 17.
Толкатель 9 контактирует со втулкой 11.
По команде срабатывает пневмоцилиндр 21, втягивая ; шток, и, следовательно, че рез штангу 19 толкателем 22 подает заготовку до упора в валки 26 и 27, которые начинают прокатывать заготовку.
Выходящий конец прокатываемой заготовки толкает шул механизма слежения, програмный кулак нач1шает проворачиваться, взаимодействуя С управляющим золотником, в результате чего изменяется количество подаваемого масла в полости гидроцилиндра 30 и соответственно изменяется положение его штока, который оединен с траверсой 8.
Вследствие опуска.ния штока гидроцилиндра 30 опускается траверса 8 и скреппенная с ней, через колонки 29 траверса 24 с установленным на ней рабочим валком 26, Благодаря этому в процессе прокатки сечение прокатываемой заготовки плавно изменяется по длине.
Вместе с траверсой 8 опускается скрепленный с ней кронштейн 7, заставляя поворачиваться рычаг 5 относительно неподвижного кронштейна 6,
Рычаг 5 тянет за собой стерже.11ь 4, опуская его на величину, равную половине хода опускания валка 26, стержень 4 толкателем 9 нажимает на втулку Ц., сжимает пружину 10 и опускает плиту 1 с установленными на ней роликами 23. При этом опускаются кронштейн 14 с серьгой 15 и пальцем 16, который перемещается в 1та- зу кронштейна 17,
После окончания прокатки urj-n механизма слежения возвращается в исходное положение, програмный кулак проворачива|ется при этом в обратном направлении, разводя рабочие валки 26 и 27 в исходное положение. Траверса 8 поднимается, поднимая через кронштейн 7 и рычаг 5 стержень 4 с толкателем 9,
Пружина 10, нажимая на втулку 11, поднимает плиту 1 с роликом 23 в исходное положение. Палец 16 серги 15 уперся в верхнюю часть паза кронщтейна 17,
Пневмоцилиндр 21 отводит штангу 19 с толкателем 22 в исходное положение,
Стан готов для повторного пропуска заготовки.
Внедрение прокатного стана представляет возможность создать централизованный участок по изготовлению крепежно - регулировочных станочных клиньев и планок.
Предварительный расчет показал, что внедрение стана позволит за счет повышения коэффициента использования металла и соответствующего снижения трудоемкости механической обработки получить годовой экономический эффект в сумме 221,8ОО руб.
55
Формула изобретения
Стан для прокатки профилей переменного сечения, содержащий установленные в станине рибочие валки, привод вращения вал-
ков, привод возвратно - поступательного вертикапьного перемещения одного из валков, устройство для подачи заготовки в валки, имеющее толкатель и кинематически связейное с приводом вращения валков, отличающийся тем, что, с целью упрощения конструкции и повыщений точности подачи изделия, он снабжен механизмом для регулирования высоты положения оси толкателя, выполненным в виде рычага, один конец которого закреплен неподвижно, а второй шарнирно связан с приводом вертикального перемещения валка, соединенной с рычагом плиты, плоскость которой параллельна оси толкателя, и двух стоек, шарнирно связанных с плитой и образующих с последней шарнирный параллелограмм
причем механизм для подачи заготовки в валки установлен на плите.
2.Стан по п. 1,|о т личающийс я тем, что связь рычага с плитой выполнена в виде установленного в середине рычагз подпружиненного стержня и смонтированной на плите втулки, телескопически охватывающей стержень.
3.Стан по пп, 1 и 2, о т л и ч а ющ и и с я тем, что он снабжен ограничителем подъема плиты, выполненным п пиде пальцевой стежки.
Ис1-очникн информация, принятые во внимание при экспертизе
1. Авторское свидетельство СССГ № 116618, кл. В 21 Н 8/СО, 195«.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| Стан для прокатки профилей пере-МЕННОгО СЕчЕНия | 1979 |
|
SU816640A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Механизм установки оправки автоматического трубопрокатного стана | 1979 |
|
SU869877A2 |
| Прокатно-ковочный стан | 1977 |
|
SU904851A1 |
| Устройство к стану кварто горячей прокатки | 1961 |
|
SU142998A1 |
| Кольцепрокатный стан | 1980 |
|
SU1050551A3 |
| Автомат для печатания ярлыков | 1979 |
|
SU825344A1 |
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |