1
Изобретение относится к обработке металлов в машиностроении.
Известен стан для прокатки профилей переменного сечения, содержащий установленные в станине рабочие валки, привод врашения валков и привод вертикального перемещения одного из валков, механизм для управления вертикальным перемещением одного из валков, выполненный в виде опускающегося по наклонной поверхности под действием собственного веса груза, связанного через барабан тросом с клиновым приспособлением для подъема вилки, несущей холостой валок 1,
Однако для данного стана характерна ниэ кая производительность и недостаточная -ь точность изделий. «
Известен также стан для прокатки профилей переменного сеченияр содержащий установленные в станине рабочие валки, пр вод вращения валков и привод вертикального перемещения одного из валков, механизм для управления вертикальным перемещением одного из валков, в зависимости от скороо Ig изделия, размещенный на выходе издеЛИЯ из валков и состоящий из полоу на с кломмой, установленной на пути выхода из валкоВе щтанги с контактами, которые через реле включены в цепь электромагнита, управляющего механизмом вертикального перемещения одного из валков 2.
Однако валки этого стана получают nyiiif сирующие перемещения, так как сиг-налы к электромагниту, управляющему механизмом вертикального перемещения валков, посту- паютс перерывами (импульсами).
Целью изобретения является 11овы1ионио точности прокатываемых изделий нутр;м бесступенчатого изменения скорости перемещения валка в зависимости от скорости выхода изделия.
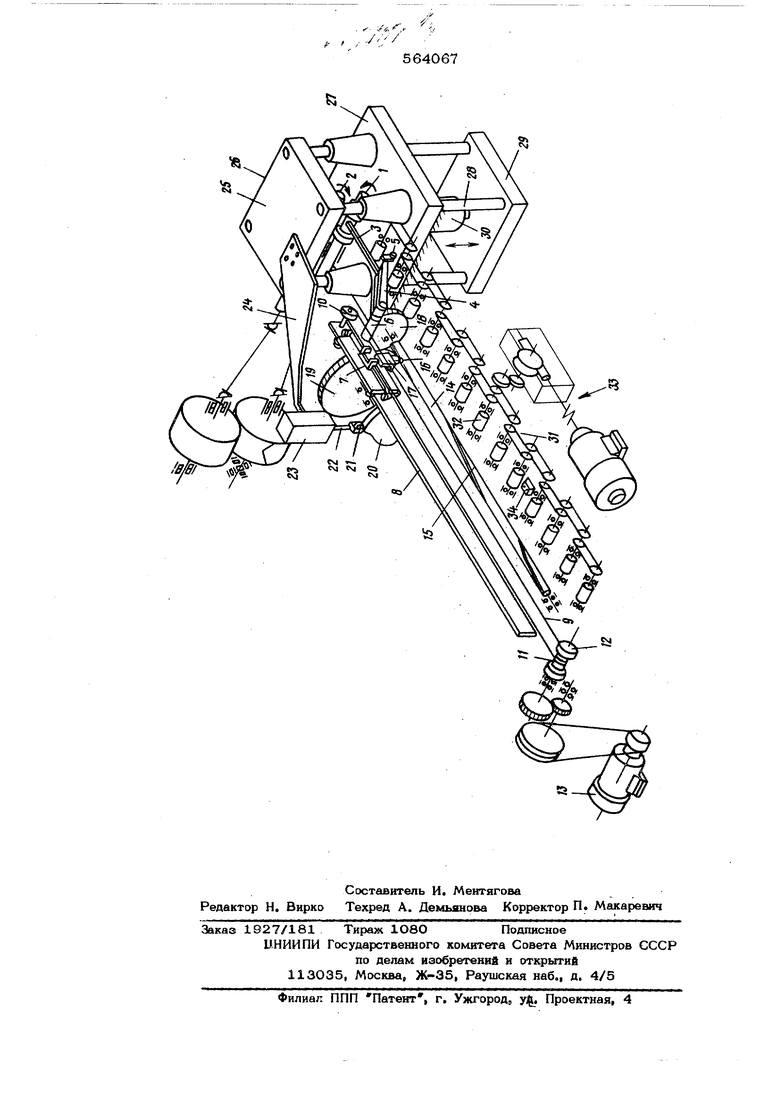
Указанная цель достигается тем, что ме;ханизм для управления вертикальным iiofjo- мещением одного из валков выполнен в (м- де связанного с приводом вертикального пкремещения программного кулачка, валка, кинематически связанного с ним, вала, размешенного вдоль направления выxoдJ изделия и имеющего винтовую канавку, направляющей с кареткой, на которой размоиюн ропк&е контактирующий с винтовой канавкой вала:, в щупа, имеющего возможность взаимодействовать с выходящим ,из валков изделием. На чертеже изображена схема предл&гаемого стана. На выходе профиля из рабочих валков 1 и 2 помешен шуп 3, закрепленный на рычаге 4 с роликом 5. Рычаг смонтирован с возможностью поворота на цапфе 6, закрепленной на каретке 7. Последняя перемещается по направляющей 8 с помощью гр са 9, закрепленного на ней и охватывающе го блок 10, ось которого также закреплена на направляющей 8. Барабан 11 и электро магнитная фрикционная муфта 12 кинематически связаны с электродвигателем 13, бдоль пути выхода заготовки из зева ра бочих валков 1 и 2, в зоне расположения направляющей 8 и параллельно ей установлен вал 14 с винтовой канавкой 13, в которой размещен ролик 16, корпус 17 которого размешен на каретке 7, На конце etana. 149 со стороны рабочих валков, ааквеллено колесо 18, сцепляющеес с шестерней 19, которая посажена на одном валу с программным кулачком 20, ослелНИИ азаимодействус-т с роликом 21 шуака 22 управлгаощёго гидравлического золотника 23, закрепленного при помощи к.ронште}Ь на 24 Jia аерхлей траверсе25 рабочей клети 26, На траверсе 25 закреплены также корпу са подшиго/кков рабочего валка 2, Корпуса подшипников рабочего валка 1 закреплены на неподв5Окном. корпусе 27, через втулки ютторого npoxop.q-f -;-этыре коло)ты 28. Вер ние конды колонн закреплены в траверсе 25, а н: jKJsKe - в траверсе 29. На нецолаихшом корпусов 27 размещен гидрожпинл.р ЗО, щток которого соеданен с -тр- версий Й.9. Полости гндроцилиндра 30 трубопроводом соединены с управляющим золотником 23, Параллель;;. напре вляющей 8 и залу 14 .1Щ 3 ра---.1лещен транспортер 31, приаодные голн;-ч -32 которого устаиовлешг таким обраьом, что образующие их цилиндркче кнх поверхностей расположены ь ид ной плоскости с образующей цилиндрической поверхкост:-. рабочего валка 1, Ролика с-2 получают вращение от привс да 33 кссредс1вом цепной передачи, На пути перемещения рычага 4 с ролик 5 установлен регулируемый упор 34, : Работа С7атш осуществляется щим образом. Заготовка после прокатки выходя из зева рабочих валхов, воздействует на шуп 3, в результате чего пслучае перемещение каретка 7, Закрепленный на каретке ролик 16 взамодействует с винтово;. канавкой 15 вала 4, вращая последний и вместе с ним зубатое колесо 18 и щестерню 19 с програмным кулачком 20, Кулачок 20 через ролик 21 воздейстует на шток 22 управляющего гидравли- еского золотника 23, в результате чего зменяется количество подаваемого масла а полости гкдроцилиндра 30 и сосогветственно положение его штока. При опускании щтока гидроцилиндра 30 опускается траверса 29 и скрепленная с ней через колояны 28 траверса 25 с устакоБленным на ней рабсч1М валком 2, Благодаря этому в процессе прокатки сечения прокатываемой заготорла; плавно изменяются по длине. Когда прокатываемая заготовка выходит из зева валков, прекращается движение каретки 7 (так как прекращается вогадействие на нее прокатываемой заготовки через шуп 3), включается электромагнитная фрикционная муфта 12 и получает вращение 6apa6aii 11, Трос 9 перемещает каре гку 7 в i;.. правлении от рабочей клети 26 на задан- растояние. При этом ролик 5 накат за ется на упор..34 и ьычаг 4 пс/зарачипае - ся на цапфе 6, гфив-шнимая шуп 3, Прокатьшасмс.: i заготовка бьс помех увлекаетсь; приводными роликами 32, Перемещение каретки 7 с щупом 3 в ио. одное положение осуществляется реверси- рованием злектродвигателя 13 при зклкрче;5« ной му1)те 12, При этом программный кулак также устанавливается в исходное положш:ие. .формула и 3 о б р е т е н и я Стан для прокатки профилей переменного сечения, содержащий установленные в станине рабочие валки, привод вращения ва№КС: и привод вертикального перемещения одного из валков, мезшшзм для управления верглкальным перемещением одаого из валкоп в зависимости от скорости изделия, размещенный на выходе изделия из валков о т л и дающийся тег., что, с целые повышения точности прокатываемых яаделий путем бесступенчатого HCVieHeHHH скорости перемещения валка в зависимости от сксростк вьйсода изделия , мехд3 нчзм д.11я упраеленкя вертикальным перемеш.ением одкаго из валков вьшолнен в виде связанного с приводом вертк1сального перемещения прсг-раммного кулачка, валка,кинематически свяс;;1 шог6 с ним, лала, резмседегного вдоль натфавлелиЕ выходе иаделия и имеющего вй -TOByjo канавку, направляющей с кареткой.
на которой размещен ролик, контактирующий с винтовой канавкой вала, и шупа, имеющего возможность взаимодействовать с выходящим из валков изделием.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство
СССР 66756, кл. 21 Н 8/ОО, 1946.
2. Авторское свидетельство CCCi 64468, Кл. В 21 Н 8/00, 1945 (прютотип),.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного сечения | 1978 |
|
SU710739A2 |
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU846027A2 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564068A1 |
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU821010A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан для прокатки профилей пере-МЕННОгО СЕчЕНия | 1979 |
|
SU816640A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |