Изобретение относится к металлургии, а именно к технологии термообработки футеровки металлургических емкостей для жидкого металла, преимущественно сталеразливочных ковшей.
Известные решения, касающиеся сушки и разогрева футеровки металлургических емкостей для жидкого металла, используют или открытую систему или, "закрытую" систему с применением уплотнительной крышки.
При использовании известных методов сушки и разогрева в открытых системах практически невозможно обеспечить равномерный нагрев всей массы рабочей среды в полости системы нагрева, т.е. в ковше. В ковше возникает неконтролируемый перепад температур (неравномерное температурное поле), который вызывает ухудшение качества сушки. Процесс сопровождается существенными потерями тепла через открытое пространство ковша, в связи с этим КПД установки находится на относительно низком уровне.
И в том и в другом случае факел горелки работает с сохранением стехиометрического соотношения топливо-окислитель. Однако при расположении высокотемпературного факела в нижней части ковша происходит местный перегрев кладки, ее разрушение, донная часть ковша греется неудовлетворительно, причем интенсивность массообмена рабочей среды минимальна.
В качестве прототипа принято изобретение по авторскому свидетельству SU N 1687369, 23.11.87. В нем описан способ сушки и разогрева футеровки сталеразливочного ковша, имеющего установленную с зазором относительно ковша крышку для отвода рабочей среды, заключающийся в том, что нагревают при помощи горелки футеровку ковша до температуры, соответствующей оптимальным температурным условиям приемки жидкого металла, отводят конвективным способом рабочую среду, состоящую из продуктов сгорания топлива и содержащую физическую и химическую влагу, из ковша.
К недостаткам известного решения относятся невысокий КПД ввиду потерь тепловой энергии, а также неэкономичность технологического процесса термообработки футеровки, обусловленная неравномерным распределением тепловой энергии по внутренней поверхности ковша.
Задачей, на решение которой направлено изобретение, является разработка технологий сушки и разогрева футеровки металлургической емкости, преимущественно сталеразливочного ковша, обеспечивающей повышение КПД процесса нагрева за счет обеспечения равномерного распределения тепловой энергии в объеме ковша при конвективном нагреве футеровки, ограниченной интенсивности отвода рабочей среды, состоящей из продуктов сгорания топлива и содержащих физическую и химическую влагу, а также за счет сокращения времени на термический процесс обработки футеровки ковша.
Для достижения указанного выше технического результата в известном способе сушки и разогрева футеровки сталеразливочного ковша, накрытого крышкой и имеющего газоотводящее средство, заключающемся в том, что нагревают при помощи горелки футеровку ковша до температуры, соответствующей температуре приемки жидкого металла, отводят конвективным способом рабочую среду за пределы ковша, величину площади газоотводящего средства определяют из условия обеспечения избыточного давления рабочей среды внутри ковша, размещают горелку внутри ковша под крышкой с возможностью расположения его торца на расстоянии от крышки в пределах 0,001 - 0,2 метра и ориентируют факел горелки в направлении дна ковша, нагревание осуществляют в два этапа, на первом этапе термообработки поддерживают температуру футеровки в диапазоне T = 100-400oC при обеспечении внутри ковша в течение 60 - 80% времени нагрева давления рабочей среды, определяемого из диапазона 0,5-30 Па, а на втором этапе повышают температуру футеровки до T = 800-1200oC и в течение остального времени нагрева поддерживают ее при давлении рабочей среды, определяемом из диапазона 15-150 Па.
Кроме того, весь процесс нагрева осуществляют при изменении коэффициента избытка воздуха - Кв от 6 до 1,03 по параболической функции в условиях постоянного расхода по ходу нагрева.
Кроме этого, температурный режим внутри ковша определяют по состоянию давления рабочей среды под крышкой ковша, при этом регулирование температуры осуществляют изменением площади сечения газоотводящего средства.
На фиг. 1 изображен общий вид устройства для термической обработки футеровки.
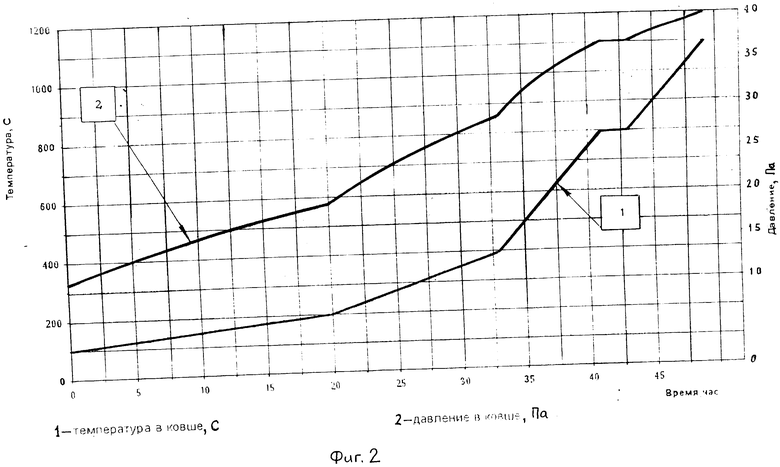
На фиг. 2 - график изменения давления в ковше под крышкой в зависимости от температуры внутри ковша.
На фиг. 3 - график изменения влажности материала футеровки и температуры термообработки.
Установка для сушки и разогрева сталеразливочного ковша содержит многосопловую горелку 1, расположенную в верхней части ковша 2 и закрепленную на крышке 3. Горелка выполнена высокотемпературной в соответствии с заявкой на изобретение "Устройство для сушки и разогрева футеровки металлургических емкостей", поданной в один день с данной заявкой. Горелка 1 размещена внутри ковша 2 под крышкой 3 с возможностью расположения его торца на расстоянии H от крышки 3, выбираемом из диапазона от 0,001 до 0,2 метра, при этом факел горелки 1 ориентирован в направлении дна 4 ковша 2.
Термообработка (сушка и/или разогрев) футеровки ковша 2 до температуры 1200oC осуществляется продуктами сгорания топлива, в частности природного газа. Нагрев футеровки производится в газо-плотной системе с газоотводящим средством, образованной футерованным металлораздаточным ковшом 2 и прилегающей к ней футерованной крышкой 3 с зазором расчетного сечения для отвода рабочей среды, состоящей из продуктов сгорания и продуктов физической и химической влаги.
Нагрев осуществляют факелом, образованным двумя составляющими - постоянной и переменной. Постоянная составляющая характеризуется количеством воздуха, удовлетворяющим требованиям изменения режима и темпа нагрева. Объем воздуха определяется экспериментальным путем и должен обеспечивать изменение температуры рабочей среды по заданному режиму при изменении тепловой мощности факела от минимума до максимума. Объем воздуха определяет интенсивность теплосъема и зависит от вида футеровки (наливная футеровка или штучная из кирпича).
Переменная составляющая характеризуется расходом топлива. Регулирование расхода топлива от минимального до максимального количества также обеспечивает изменение температуры рабочей среды и интенсивности термообработки.
В зависимости от конкретного материала футеровки изменением регулирования температуры коэффициента расхода воздуха на многосопловой горелке 1 осуществляется изменение температуры. В частности, для получения температуры 100oC и более в начале процесса термообработки коэффициент расхода равен Кв = 6, а для получения температуры 1200oC в конце процесса термообработки коэффициент расхода воздуха доводят до Кв = 1,03. При увеличении Кв > 6 происходит увеличение скорости истечения газовоздушного потока из сопл горелки более расчетной, равной 60 м/с, в результате происходит срыв пламени, обуславливающий неравномерный прогрев футеровки.
При снижении коэффициента расхода воздуха менее 1,03 (стехиометрическое соотношение) происходит недожог топлива с повышением содержания оксида углерода CO (угарного газа) и снижения теплового КПД горелки 1. Например, при Кв = 0,7 содержание CO в отходящих газах увеличивается до 2%, а КПД снижается до 3%.
В условиях конвективного теплообмена в первый период, характеризуемый постоянной скоростью сушки, удаление влаги осуществляется преимущественно с рабочей поверхности футеровки 7.
Температура теплоносителя в этот период меняется в пределах 100 - 400oC и зависит от количества удаляемой влаги. По истечении периода постоянной скорости сушки (фиг. 3) скорость сушки уменьшается (период падающей скорости сушки) до достижения критической влажности футеровки, температура материала в течение этого периода увеличивается и приближается к температуре 400oC рабочей среды. Внутри материала возникает температурный перепад  и влага перемещается из мест с более высокой температурой к местам с более низкой температурой. Кроме того, при нагревании материала до температуры более 100oC, после точки критической влажности остаточная влага внутри материала превращается в пар, при этом создается градиент давления
и влага перемещается из мест с более высокой температурой к местам с более низкой температурой. Кроме того, при нагревании материала до температуры более 100oC, после точки критической влажности остаточная влага внутри материала превращается в пар, при этом создается градиент давления  и возникает соответствующий ему перенос влаги. Скорость повышения температуры в данный период ограничивается физическими особенностями применяемого для футеровки материала и скоростью переноса влаги, образующейся в результате разложения химических соединений, содержащих влагу (например, гидраты - CaCOH2).
и возникает соответствующий ему перенос влаги. Скорость повышения температуры в данный период ограничивается физическими особенностями применяемого для футеровки материала и скоростью переноса влаги, образующейся в результате разложения химических соединений, содержащих влагу (например, гидраты - CaCOH2).
В этот период под крышкой 3 ковша 2 устанавливается минимально допустимое давление, которое выбирается из условия: избыточное давление на дне ковша 5-10 Па плюс геометрический напор рабочей среды на высоте hr, определяемый из формулы:
hr = gH(Pa-Pp),
где
g - ускорение силы тяжести, м/с2,
hr - геометрической напор H/м2,
Pa - атмосферное давление кГ/м2,
Pp - плотность рабочей среды при начальной температуре кГ/м3.
Давление под крышкой 3 ковша 2 в конце первого этапа нагрева изменяется с постоянной скоростью по линейной зависимости (фиг. 2) и будет соответствовать геометрическому напору рабочей среды при температуре в конце данного периода.
Продолжительность первого периода составляет 60-80% всего процесса нагрева.
Уменьшение времени начального периода, связанного с испарением физической влаги, менее 60% приводит к преждевременному подъему температуры, при этом происходит резкое вскипание не удаленной из футеровки влаги и разрушение кладки. Увеличение более 80% периода приводит к удлинению процесса нагрева и необоснованному расходу топлива.
Необходимое избыточное давление в ковше устанавливается уменьшением площади сечения газоотводящего средства. В представленном на фиг. 1 примере газоотводящее средство выполнено в виде зазора 5 между ковшом 2 и крышкой 3, предназначенного для отвода рабочей среды. Величина зазора 5 определяется с помощью контролирующих приборов, в частности микроманометра или трубки "Пито" в период наладки.
Избыточное давление в ковше необходимо обеспечить для равномерного распределения рабочей среды по всему объему ковша и получения эффекта "затопленного" факела.
На втором этапе нагрева с температурой давление в ковше изменяется в результате изменения геометрического напора при повышении температуры теплоносителя от 400 до 1200oC и за счет увеличения расхода теплоносителя и давления в ковше по параболической функции P=f(hr; Q2), где Q - расход топлива м3/ч, при неизменной площади сечения газоотводящего средства, определяемой в данной случае величиной зазора 5 для удаления продуктов сгорания.
Кроме того, увеличение давления в ковше обеспечивается повышением объема теплоносителя, участвующего в циркуляции при турбулентном перемешивании, возникающем при введении струй теплоносителя в ограниченный объем.
При термообработке ковша с футеровкой из штучного огнеупора - кирпича, начальная температура выбирается из условия: перепад температуры Δt между температурой материала футеровки и температурой рабочей среды не более 200oC. При условии конвективной термообработки футеровки скорость нагревания составляет 50oC/час.
При размещении многосопловой горелки 1 под крышкой 3 (фиг. 1), а именно ее торца на расстоянии H от крышки 3, определяемом из диапазона от 0,1 до 200 мм, излучение от светящейся части факела распространяется по всей площади термообрабатываемой поверхности футеровки без перегревов. При размещении торца горелки 1 за пределы 200 мм существенно увеличивается интенсивность воздействия факела горелки на донную часть ковша и ухудшает эксплуатационные условия термообработки.
Таким образом увеличение давления внутри ковша во втором периоде нагрева приводит к увеличению скорости сушки и повышению теплового КПД технологии на 10-15% за счет увеличения объема теплоносителя, участвующего в турбулентной рециркуляции.
В одном из вариантов весь процесс нагрева футеровки сталеразливочного ковша может происходить при постоянном расходе воздуха, который выбирается из условия обеспечения горения факела без его срыва на начальной стадии процесса термообработки футеровки ковша. В этом случае расход воздуха рассчитывается из требований обеспечения активного конвективного теплообмена между футеровкой и рабочей средой за счет высокой скорости протекания турбулизации рабочей среды в ковше.
При использовании постоянного расхода воздуха упрощаются условия управления процессом термообработки. Постоянный расход воздуха при неизменном сечении зазора между крышкой и ковшом обеспечивает условия для повышения давления в ковше в зависимости от стадии нагрева футеровки ковша за счет изменения мощности факела горелки.
В качестве примера рассмотрим экспериментальные результаты, полученные с использованием предложенного решения в процессе сушки ковшей, футерованных высокоглиноземным бетоном Ancokst-SV70 (содержание Al2O3 не ниже 70%, влажность 5-7%). В качестве объекта исследования использован сталеразливочный 130-тонный ковш. Выбор состава футеровки обусловлен требованиями состава технологической цепи, дуговая сталеплавильная печь (ДСП) - установка печь-ковш (УПК) и машина непрерывной разливки (МНЛЗ).
Установлено, что качественная сушка футеровки обеспечивается при соблюдении определенных условий ее термообработки в зависимости от задачи используемого цикла.
При удалении физической и химической влаги обеспечивается скорость нагрева футеровки 2,5oC/ч и 15oC/ч соответственно. Второй этап - нагрев футеровки до температуры металла, осуществляется со скоростью 30 - 50oC/ч.
Длительность первого этапа составляет 60-80% времени нагрева. Начальная температура нагрева массы огнеупора в конечном итоге определяется природой (составом) используемого огнеупора. Например, при использовании кирпича температура может быть ниже, т.к. кирпич не содержит физической влаги, при использовании тиксотропных огнеупорных масс с малым содержанием влаги длительность первого цикла сокращается, а при использовании шамотных, кварцитовых бетонов с содержанием влаги до 25%, длительность первого цикла (графа I таблицы 1) увеличивается. Длительность первого цикла сушки определяется также толщиной исходного огнеупора, т. к. при увеличении общей его массы растет объем содержания в нем воды. То есть длительность первого этапа сушки обусловлена условием удаления физической (основной массы) и химической влаги из осушаемой огнеупорной массы.
Меньше 40% времени влага не будет удалена и возможно разрушение кладки при термическом ударе, вызванном повышенной термонапряженностью рабочей среды (>400oC). Больше 60% приводит к задержке общего цикла сушки и повышению энергозатрат на процесс термообработки.
Во избежание локальных перепадов внутри системы термообработки для обеспечения вышеуказанных условий целесообразно обеспечить активный массообмен рабочей среды (газовой) нагретой равномерно до определенных (заданных для проведения конкретных операций сушки) температур.
Указанные условия обеспечиваются при использовании увеличенного для начальных условий нагрева (и условий организации факела) объема атмосферного воздуха, который, однако, должен удовлетворять требованиям стехиометрического соотношения (топливо-окислитель) при организации высокотемпературного факела в конце сушки.
Увеличение массы воздуха на первой стадии позволяет обеспечить (при создании предложенных нами условий) ограниченный нагрев до 100oC рабочей среды при минимальном расходе топлива, что является условием для повышения КПД системы нагрева. При этом осуществляется необходимый тепло-массообмен между рабочей средой и поверхностью футеровки, позволяющий создать оптимальные условия для проводимых поэтапно (см. таблицу 2) стадий. То есть при постоянном расходе воздуха создают постоянный заданный массообмен между газовой средой - теплоносителем, и футеровкой и, изменяя тепловую нагрузку факела по предложенному режиму, организуют изменение (поэтапное увеличение) интенсивности теплообмена.
Предлагаемый метод сушки и нагрева предусматривает следующие условия его проведения для рассматриваемой высокоглиноземной массы в условиях 130-тонного сталеразливочного ковша.
При этом отклонение температуры от заданного режима не допускается более 40oC в обе стороны во избежание нарушений режимов сушки.
По сравнению с известным способом предусматривается скачкообразное повышение тепловой нагрузки факела негерметизированной системы (не уплотненной крышкой и без создания противодавления в системе), обеспечиваемое при расходе топлива - 150 м3/ч природного газа в первые 8 часов (из 40 часов) и с последующим постоянным расходом топлива в объеме 280 м3/ч в течение остального времени - 32 часов. Этот температурный режим обеспечивает скорость нагрева 40oC/ч в течение 60% времени сушки и обеспечивает снижение электрозатрат на процесс термообработки в 5-7 раз. При этом тепловой КПД установки вырастает с 5-7% до 50-65%.
В условиях известных параметров, характеризующих 130-тонный сталеразливочный ковш, установлено, что при обеспечении предлагаемого решения (газоплотная система, лимитируемая интенсивность отходов газов из ковша по мере разогрева ковша) возрастает роль геометрического напора - изменение напора по высоте под крышкой, измерение которого позволяет контролировать протекание процесса теплообмена в ковше (фиг. 2), поскольку давление и температура изменяются практически пропорционально. При повышении температуры рабочей среды от 100-400oC давление в верхней зоне системы увеличивается от 10 до 30 Па, что позволяет активизировать интенсивность массообмена в среде в целом при сохранении равномерности нагрева кладки. Динамика изменения геометрического напора отражает достаточно объективно характер изменения противодавления в системе.
Изобретение соответствует условию охраноспособности "промышленная применимость", поскольку осуществимо с использованием известных средств производства и существующих технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУШКИ И РАЗОГРЕВА ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ ЕМКОСТЕЙ | 1997 |
|
RU2119845C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ФУТЕРОВКИ КОВШЕЙ | 2002 |
|
RU2220818C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ФУТЕРОВКИ КОВША | 1997 |
|
RU2124964C1 |
| СПОСОБ СУШКИ И РАЗОГРЕВА ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2779267C1 |
| СПОСОБ СУШКИ И НАГРЕВА МНОГОСЛОЙНОЙ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1998 |
|
RU2138365C1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ФУТЕРОВКИ КОВШЕЙ | 2001 |
|
RU2218240C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2083324C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОВШЕЙ | 1998 |
|
RU2140831C1 |
| СПОСОБ СУШКИ И ПОДОГРЕВА УГЛЕРОДСОДЕРЖАЩЕЙ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2014 |
|
RU2572902C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ПЕКОДОЛОМИТОВОЙ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1997 |
|
RU2119405C1 |

Изобретение относится к металлургии, в частности к тепловой обработке сталеразливочных ковшей. Способ заключается в том, что при помощи горелки футеровку ковша нагревают до температуры, соответствующей температуре приемки жидкого металла, и отводят конвективным способом рабочую среду за пределы ковша. Внутри ковша создают избыточное давление рабочей среды изменением площади сечения газоотводящего средства. Горелку внутри ковша размещают на расстояние ее торца от крышки в пределах 0,001-0,2 м и ориентируют факел горелки в направлении дна ковша. Нагрев осуществляют в два этапа. На первом этапе поддерживают температуру футеровки в диапазоне Т=100-400oC при обеспечении внутри ковша в течение 60-80% времени нагрева давления рабочей среды 0,5-30 Па. На втором этапе в течение остального времени нагрева поддерживают температуру футеровки в диапазоне 800-1200oC и давление рабочей среды в пределах 15-110 Па. За счет обеспечения равномерного распределения тепловой энергии по поверхности ковша и интенсивного овода рабочей среды сокращается время сушки и разогрева футеровки и повышается КПД. 2 з.п. ф-лы, 3 ил., 2 табл.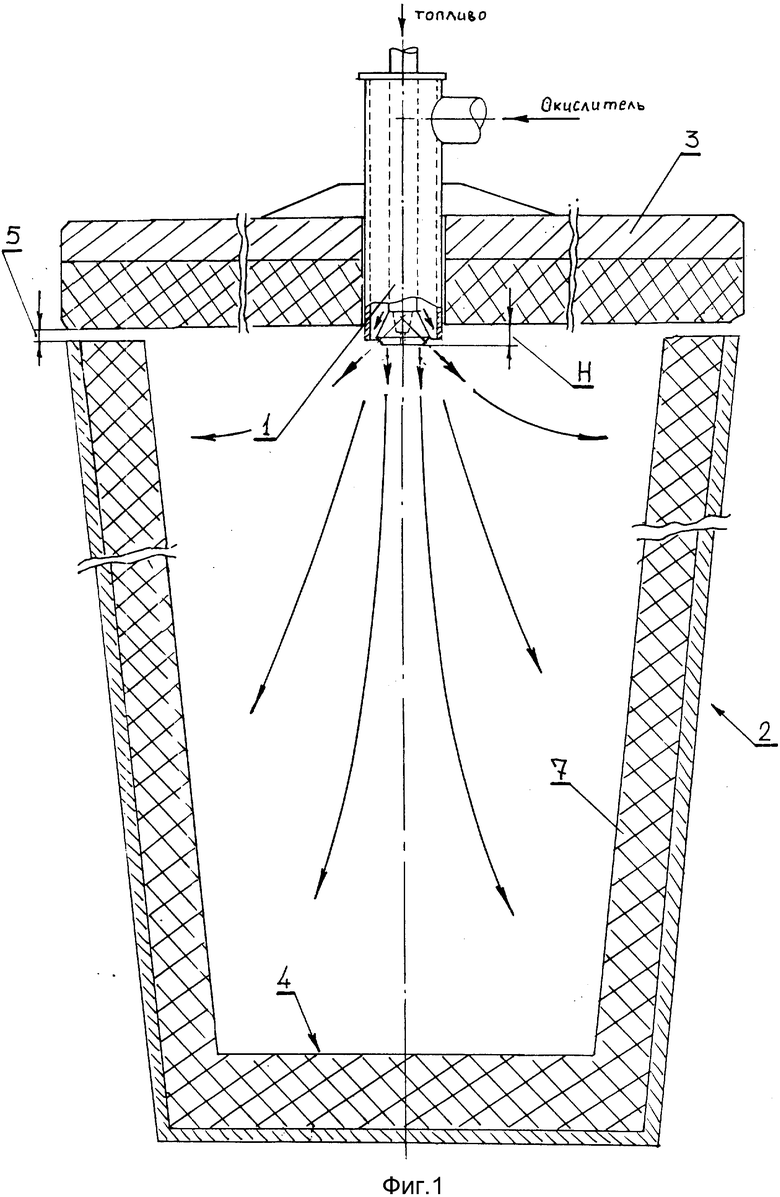
| Способ сушки или нагрева футеровки металлургической емкости и устройство для его осуществления | 1986 |
|
SU1353573A1 |

