Изобретение относится к устройствам, а именно, к столовым принадлежностям и приборам, в частности, к ложкам, вилкам, ножам, кофейникам, чайникам, коньячным наборам, рюмкам, и т.д., а также к металлическим украшениям, в частности, к серьгам, браслетам, цепочкам и т.д. и корпусам часов, выполненным из материала на основе циркония.
Известно изделие [1] из материала на основе циркония, выполненное из электролитического порошка циркония с размерами частиц 0,05 - 1,5 мм.
Известное техническое решение позволяет получать изделия из материала на основе циркония со сравнительно невысокой себестоимостью его изготовления.
Однако, недостатком известного технического решения является то, что оно не позволяет получать изделия с высокоглянцевым слоем разноцветной анодной окисной пленки из-за трудностей в проведении отделочных операций.
Известное изделие [2] из механически обработанного материала на основе циркония с нанесенным на него слоем разноцветной анодной окисной пленки (прототип). Недостатками известного изделия являются недостаточно высокие потребительские свойства из-за сравнительно высокой себестоимости его изготовления, вызванной большими трудозатратами получения механически обработанного материала на основе циркония, а также недостаточно высоким качеством покрытия, вызванным значительным браком изделий по причине недостаточно высокого блеска покрытия.
Заявляемое изобретение направлено на повышение потребительских свойств изделия за счет повышения блеска покрытия на изделии и снижения себестоимости его изготовления. Указанная задача решается следующим образом.
В отличие от известного изделия из материала на основе циркония с нанесенным на него слоем разноцветной анодной окисной пленки - по заявляемому техническому решению в качестве материала изделия использован прессованный порошок металлического циркония с содержанием в нем кислорода 0,03 - 0,08 мас. %. Сравнительный анализ заявляемого решения с прототипом показывает, что заявляемое изделие имеет общий признак с прототипом, а именно: изделие изготовлено из материала на основе циркония с нанесенным на него слоем разноцветной анодной окисной пленки. Отличительным признаком заявляемого технического решения от прототипа является то, что в качестве материала изделия использован прессованный порошок металлического циркония с содержанием в нем кислорода 0,03 - 0,08 мас.%.
Таким образом, заявляемое изделие по результатам анализа уровня техники является неизвестным и соответствует критерию патентоспособности изобретения "новизна".
Сравнение заявляемого решения с другими техническими решениями в данной области техники, показало, что изделие из прессованного порошка металлического циркония с содержанием в нем кислорода 0,03 - 0,08 мас.% с нанесенным на него слоем разноцветной анодной окисной пленки - неизвестно.
Заявляемое решение явным образом не следует из уровня техники, так как между блеском покрытия и качеством материала изделия существует сложная нелинейная зависимость, которая может быть выявлена только в результате проведения значительного количества дорогостоящих экспериментов. Кроме того, данное техническое решение способствует преодолению предубеждения в том, что на материал, полученный прессованием металлического порошка циркония невозможно нанести качественное разноцветное анодное окисное покрытие с высоким уровнем блеска.
Таким образом, заявляемое изделие соответствует критерию патентоспособности изобретения "изобретательский уровень".
Порошок металлического циркония изготавливают по ТУ 95.259-88.
Проведенные исследования показали, что блеск разноцветного анодного покрытия на изделии, изготовленном из порошка металлического циркония, хорошо коррелируется с содержанием кислорода в изделии. Наиболее высокие показатели блеска покрытия были получены в интервале содержания кислорода в изделии равном 0,03 - 0,08 мас.%, что по-видимому объясняется тем, что при этих значениях кислорода обеспечивается оптимальное состояние поверхности после выполнения отделочных операций (шлифовки и полировки) и после нанесения на такую поверхность разноцветной анодной окисной пленки обеспечивается получение покрытия с высоким глянцем. Применение в качестве материала изделия прессованного порошка металлического циркония позволяет значительно снизить себестоимость изготовления изделия по сравнению с применением для изготовления изделия механически обработанного циркония за счет того, что по заявляемому техническому решению изделие изготавливают путем прессования порошка металлического циркония на прессе при давлении 700 - 1200 МПа в заготовку требуемой формы, спекания в вакууме при температуре 1150 - 1350oC, штамповки, последующего выполнения отделочных операций шлифовки, полировки и нанесения разноцветной анодной окисной пленки. По сравнению с прототипом заявляемое изделие отличается меньшим количеством основных технологических операций, необходимых для его изготовления (отсутствуют такие трудозатратные операции, как изготовление расходуемого электрода из порошка циркония, плавка, ковка слитка, горячее прессование, механическая обработка заготовок, прокатка листа и другие), что приводит к значительному снижению себестоимости его изготовления. Заявляемое изделие имеет меньшую на 45 - 65% себестоимость его изготовления по сравнению с прототипом. Кроме того, перед прессованием порошка по заявляемому техническому решению имеется возможность придания необходимых и заданных свойств получаемого материала путем введения различных добавок, например, в виде порошка алюминия, для повышения качества отделочных операций.
Проведенные исследования и испытания показали, что заявляемое изделие из прессованного металлического порошка циркония с содержанием кислорода 0,03 - 0,08 мас. % отличается высокой механической прочностью (не менее 400 МПа), плотностью на уровне литого металла, высокой коррозионной стойкостью и высокими эстетическими свойствами. Таким образом повышение блеска покрытия и снижение себестоимости повышают потребительские свойства заявляемого изделия.
Пример. Изготавливали изделие из циркония типа "Ложка" по черт. N 140.55200.00146. По прототипу изделие "Ложка" изготавливали из механически обработанного циркония, с выполнением следующих основных технологических операций: прессование порошка в брикеты при давлении 400 МПа, спекание в вакууме брикетов при температуре 1000 - 1050oC, сборка расходуемых электродов, вакуумная плавка, ковка, горячее прессование, механическая обработка заготовок, прокатка листа, вырезка заготовок, штамповка, шлифовка, полировка, обезжиривание, нанесение разноцветной анодной окисной пленки.
Заявляемое изделие "Ложка" получали путем прессования металлического порошка циркония в заготовку требуемой формы при давлении 700 - 1200 МПа, спекания заготовки в вакууме при температуре 1150 - 1350oC, штамповки, шлифовки, полировки, обезжиривания и нанесения разноцветной анодной окисной пленки. Для изготовления заявляемого изделия использовали металлический порошок циркония с различным содержанием кислорода: 0,02; 0,03; 0,05; 0,08; 0,1 м ас.%. По каждому варианту было изготовлено по 3 изделия.
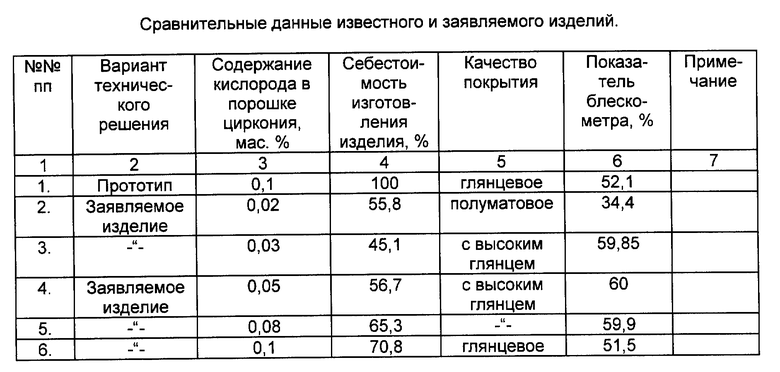
В процессе выполнения данной работы определяли себестоимость изготовления изделия и блеск покрытия. Блеск покрытия определяли с помощью блескометра ФБ-2. Результаты данных исследований представлены в таблице.
Из данных таблицы видно, что заявляемое изделие отличается от прототипа значительно меньшей себестоимостью его изготовления (45,1 - 65,3% вместо 100% по прототипу) и высоким блеском разноцветной анодной окисной пленки на нем (показатель блескометра 59,85 - 60% вместо 52,1% по прототипу).
Оптимальное содержание кислорода в металлическом порошке циркония составляет 0,03 - 0,08 мас.% (опыты 3 - 5).
Уменьшение содержания кислорода в порошке менее 0,03 мас.% (опыт 2) приводит к значительному снижению блеска покрытия, что связано, по-видимому, с трудностями выполнения операций шлифовки и полировки поверхности изделия из-за значительного снижения жесткости изделия.
Увеличение содержания кислорода в порошке более 0,08 мас.% (опыт 6) приводит к снижению блеска покрытия, что связано, по-видимому, с трудностями выполнения операций шлифовки и полировки поверхности изделия из-за чрезмерного повышения жесткости изделия.
Заявляемое техническое решение опробовано в производственных условиях АО "ЧМЗ" при изготовлении опытных изделий типа "Ложка" по черт. N 140.55200.00146 с положительным результатом. Проведенные исследования заявляемого изделия, полученного на оптимальных параметрах режимов, показали, что оно отличается высокой прочностью (415 - 485 МПа), высокой плотностью (98,5 - 99%), высокими коррозионными свойствами, высокой коррозионной стойкостью, покрытием с высоким глянцем, меньшей себестоимостью.
Источники информации:
1. Патент РФ N 1811632, G 04 B 37/22, 1993.
2. Патент РФ N 2077858, A 44 C 27/00, оп. 27.04.97.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ИЗДЕЛИЙ КУЛЬТУРНО-БЫТОВОГО НАЗНАЧЕНИЯ | 2001 |
|
RU2201466C2 |
| МАТЕРИАЛ ИЗДЕЛИЙ КУЛЬТУРНО-БЫТОВОГО НАЗНАЧЕНИЯ | 2005 |
|
RU2291216C1 |
| СПОСОБ ПЕРЕРАБОТКИ СТРУЖКИ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА | 2003 |
|
RU2238171C1 |
| ФТОРПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1993 |
|
RU2096435C1 |
| ТАРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ХИМИЧЕСКИХ ПРОДУКТОВ | 1997 |
|
RU2120901C1 |
| Шихта на основе нитрида кремния и способ изготовления изделий из нее | 2015 |
|
RU2610744C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТОРИСТЫХ СОЕДИНЕНИЙ ЦИРКОНИЯ С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ ГАФНИЯ | 1999 |
|
RU2170702C1 |
| ГРУНТОВКА ФОСФАТИРУЮЩАЯ | 1997 |
|
RU2142970C1 |
| ФИЛЬЕРА ИЗ МАТЕРИАЛА НА ОСНОВЕ ЦИРКОНИЯ | 2000 |
|
RU2174565C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2458762C1 |
Использование: столовые принадлежности и приборы, металлические украшения, корпуса часов из металла на основе циркония. Сущность изобретения: изделия из материала на основе циркония из прессованного порошка металлического циркония с содержанием в нем кислорода 0,03 - 0,08 мас.% с нанесенным на изделие слоем разноцветной анодной окисной пленки. Положительный эффект: повышение потребительских свойств за счет повышение блеска покрытия и снижение себестоимости его изготовления. 1 табл.
Изделие из материала на основе циркония с нанесенным а него слоем разноцветной анодной окисной пленки, отличающееся тем, что в качестве материала изделия использован прессованный порошок металлического циркония с содержанием в нем кислорода 0,03-0,08 мас.%.
| ИЗДЕЛИЕ КУЛЬТУРНО-БЫТОВОГО НАЗНАЧЕНИЯ | 1993 |
|
RU2077858C1 |
| Декоративный элемент | 1989 |
|
SU1736408A1 |
| СПОСОБ ПРОМЫШЛЕННОГО ИЗГОТОВЛЕНИЯ ДВЕРЕЙ ИЗ ПЛОТНОЙ ДРЕВЕСИНЫ | 2002 |
|
RU2285100C2 |
| СПОСОБ ГИДРОФОБНОЙ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПРОДУКТИВНОГО ПЛАСТА | 2009 |
|
RU2425210C2 |
| Устройство для вычисления расхода газа | 1977 |
|
SU646338A1 |
| US 4043145 A, 23.08.77. | |||
