Изобретение относится к области получения изделий из высокотемпературных конструкционных материалов на основе нитрида кремния, которые могут использоваться в двигателестроении, машиностроении и других высокотехнологичных отраслях промышленности, в частности при изготовлении сложнопрофильных деталей, требующих механической обработки, например керамических шариков подшипников.
Известна шихта для изготовления изделий из керамического материала (RU 2443659 С04B 35/593, опубл. 27.02.2012) на основе нитрида кремния и спекающих добавок (порошкообразный оксид магния ГОСТ 4526-75; порошкообразный оксид иттрия марки Ит0-И по ТУ 48-4-524-90; оксид алюминия (глинозем) марки Г-00 по ГОСТ 6912-87). Недостаточная химическая активность промышленных порошков спекающих добавок и низкие значения их контактной поверхности после помоле - смешении в центробежной мельнице из керамического материала (удельная поверхность не более 10-15 м2/г) приводит к образованию пористости в готовом материале и снижению его прочностных свойств.
Изготовление сложнопрофильных деталей, в том числе шаровидных, из нитрида кремния (Si3N4) сопряжено со значительными трудностями. Известен способ изготовления изделий из керамического материала на основе нитрида кремния, включающий совместный помол-смешение в шаровой мельнице порошков нитрида кремния и спекающих добавок, введение технологической связки из органического пластификатора, формование заготовок, спекание и горячее прессование при температуре 1650-1800°C (ЕР 1967503, С04B 35/593, опубл. 10.09.2008). Недостатками способа являются длительность операции смешивания-помола порошков в шаровой мельнице, проведение спекания и горячего прессования последовательно, в две стадии, что увеличивает энергозатраты. Применение промышленных порошков микронного размера без их существенного измельчения обуславливает образование пор в спеченном керамическом материале, что вызывает ускоренное разрушение сопрягаемых деталей в узлах трения.
Известен способ получения изделий на основе нитрида кремния (RU 2458023 (C1), С04B 35/591, публ. 10.08.2012), который включает приготовление смеси на основе порошков из нитрида кремния и добавок спекающих компонентов, введение в смесь технологической связки, формование изделия и его спекание в условиях самораспространяющегося высокотемпературного синтеза (СВС) в засыпке при температуре 1900-1950°C под давлением азота от 5 до 35 МПа. Недостатками способа являются неоднородность материала, получаемого в результате реакционного спекания в условиях СВС, его высокая пористость (7%) и низкая прочность (400-600 МПа).
Наиболее близким по технической сущности является способ изготовления изделий из керамического материала на основе нитрида кремния (RU 2443659, С04В 35/593, опубл. 27.02.2012), заключающийся в помоле-смешивании порошков нитрида кремния и спекающих добавок по меньшей мере оксида магния и оксида иттрия, в центробежной мельнице из керамического материала, введение в полученную смесь технологической связки в виде органического пластификатора, формование заготовок для горячего прессования и горячее прессование при температуре 1600-1700°C, давлении прессования 25-35 МПа. Недостатками данного способа является невозможность получения изделий сложной формы горячим прессованием, загрязнение поверхностных слоев изделий углеродом от пресс-формы, что снижает качество получаемых изделий. Недостатками способа является низкая степень измельчения промышленных порошков добавок, отсутствие технологической операции по удалению временной технологической связки (20% раствор полиизобутилена П-20С в бензине), что приводит к образованию пор в готовом материале, которые вызывают разрушение сопрягаемых деталей в узлах трения с высокой скоростью вращения. Горячее прессование позволяет получать заготовки изделий с большим припуском и простой формы (квадратного или цилиндрического сечения). Высокая твердость керамического материала на основе нитрида кремния (20-26 ГПа) вызывает существенные трудности для достижения требуемой размерной точности и шероховатости поверхности деталей вращения. Для получения сложнопрофильных, например шаровидных деталей, необходимо проводить многоэтапную механическую обработку, включающую многопереходной процесс грубого шлифования, среднего шлифования алмазными инструментами различной зернистости, тонкого шлифования и полировки суспензиями на основе сверхтвердых абразивных материалов.
Задачей заявляемого изобретения является упрощение технологии изготовления сложнопрофильных изделий, требующих механической обработки, например керамических шариков подшипников, сокращение этапов механической обработки.
Технический результат изобретения - получение керамики с пористостью не более 0,1%, прочностью не менее 800 МПа.
Сущность заявляемого изобретения заключается в том, что шихта на основе нитрида кремния, спекающих добавок и технологической связки, причем спекающие добавки в количестве 5-20 мас.%. содержат фракцию нанодисперсных порошков в количестве 40-60%, в качестве нанодисперсных порошков используются порошки, полученные методами гетерофазного осаждения или соосаждения с удельной поверхностью 30-50 м2/г.
Способ изготовления изделий из шихты на основе нитрида кремния, заключающийся в помоле-смешении порошков нитрида кремния, порошков спекающих добавок, ведение технологической связки, прессование заготовки и спекание под давлением азота, причем помол-смешение ведут в планетарной мельнице, в качестве технологической связки используется ПВС, затем удаляют технологическую связку на воздухе при температурах 500-1100°C, спекание проводят в вакууме до температуры 1600°C, далее в среде азота при давлении 4 МПа до температуры 1850°C.
Предварительную механическую обработку прессованной заготовки проводят твердосплавным инструментом.
Окончательную механическую обработку проводят суспензиями на основе сверхтвердых абразивных материалов.
Заявляемый способ изготовления изделий из керамического материала на основе нитрида кремния заключается в помоле-смешении в планетарной мельнице смеси порошка нитрида кремния с микронными и наноразмерными порошками спекающих добавок, с последующим введением в смесь технологической связки, прессование заготовки, ее предварительную обточку (варианты), удаление технологической связки, спекание, тонкую шлифовку и полировку поверхности (варианты).
Количество спекающих добавок составляет 10-15 мас.%. В качестве спекающих добавок используют по крайней мере одну добавку, выбранную из ряда, включающего: оксид алюминия, иттрия, оксид магния, взятых порознь или в смеси. Соотношение фракций микронных и нанодисперсных порошков спекающих добавок составляет от 40 до 60%. В качестве нанодисперсных порошков используются порошки, полученные методами гетерофазного осаждения или соосаждения с удельной поверхностью 30-50 м2/г. В качестве технологической связки используют поливиниловый спирт (ПВС). Предварительную обточку (варианты) прессованной заготовки проводят твердосплавным инструментом. Удаление технологической связки проводят на воздухе при температурах, не допускающих окисления нитрида кремния (500-1100°C). Спекание проводят в вакуум-компрессионной печи сначала в вакууме до температуры 1500-1600°C, далее в среде азота при давлении 3-4 МПа до температуры 1800-1850°C. Тонкую шлифовку и полировку (варианты) внешней поверхности деталей проводят суспензиями на основе сверхтвердых абразивных материалов.
Преимуществом предлагаемого способа является то, что использование фракции спекающих добавок из нанодисперсных порошков в количестве 40-60% дисперсностью 30-50 м2/г позволяет существенно повысить контактную поверхность и химическую активность порошковой системы нитрид кремния - спекающие добавки, что способствует более интенсивному протеканию гетерогенных тепло- и массообменных процессов на всех стадиях изготовления.
На стадии прессования частицы приобретают более прочное механическое сцепление с макромолекулами ПВС. Прочная коагуляционная структура материала, в которой между частицами порошка находятся тонкие склеивающие прослойки ПВС, позволяет проводить обточку прессованных заготовок с помощью твердосплавного инструмента.
Использование фракции спекающих добавок из нанодисперсных порошков дисперсностью менее 30 м2/г в количестве менее 40% не позволяет проводить обточку прессованных заготовок с помощью твердосплавного инструмента из-за их низкой механической прочности. Использование фракции спекающих добавок из нанодисперсных порошков дисперсностью более 50 м2/г в количестве более 60% не позволяет получать качественные прессовки из-за образования трещин расслаивания.
После обточки изделия выжигают углеродсодержащую органическую связку при температурах, не допускающих окисления нитрида кремния (500-1100°C).
Спекание в вакууме обеспечивает удаление газов из пор еще на ранних стадиях спекания, в результате чего газ не препятствует зарастанию пор. Нанодисперсные порошки способствуют ускорению физико-химических процессов образования жидкой фазы, развитию сил сцепления между отдельными частицами и уплотнению изделий в процессе спекания. Время выдержки при максимальной температуре определяется и габаритными размерами изделий.
Результатом использования фракции нанодисперсных порошков спекающих добавок является получение сложнопрофильного изделия из керамического материала на основе нитрида кремния с пористостью не более 0,1% и прочностью до 800 МПа.
Заявляемым способом были изготовлены шарики из материалов на основе нитрида кремния. В качестве микронных исходных компонентов применяли порошкообразный нитрид кремния по ТУ 6-09-03-312-77; порошкообразный оксид магния по ГОСТ 4526-75; порошкообразный оксид иттрия по ТУ 48-4-524-90; оксид алюминия (глинозем) марки Г-00 по ГОСТ 6912-87. Для приготовления наноразмерных порошков использовали порошок алюминия азотнокислого по ГОСТ 3575-75, порошок иттрия азотнокислого по ТУ 6-09-4676-83, порошок магния азотнокислого по ГОСТ 6203-77. Порошок алюминия азотнокислого растворяли в дистиллированной воде, раствор осаждали в аммиак водный по ГОСТ 9-92, осадок алюминия гидроксида отфильтровывали и прокаливали при температуре 600°C для получения наноразмерного порошка оксида алюминия с удельной поверхностью 30-50 м2/г. Нанодисперсный порошок оксида иттрия и нанодисперсный порошок оксида магния приготавливали аналогично.
Пример 1
Для изготовления шарика готовили смесь компонентов (мас.%):
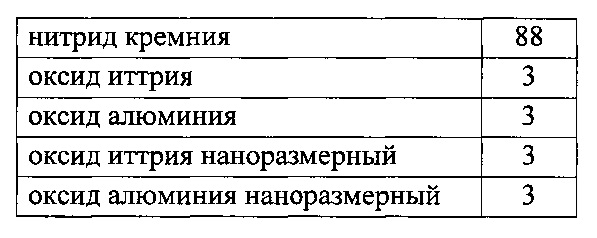
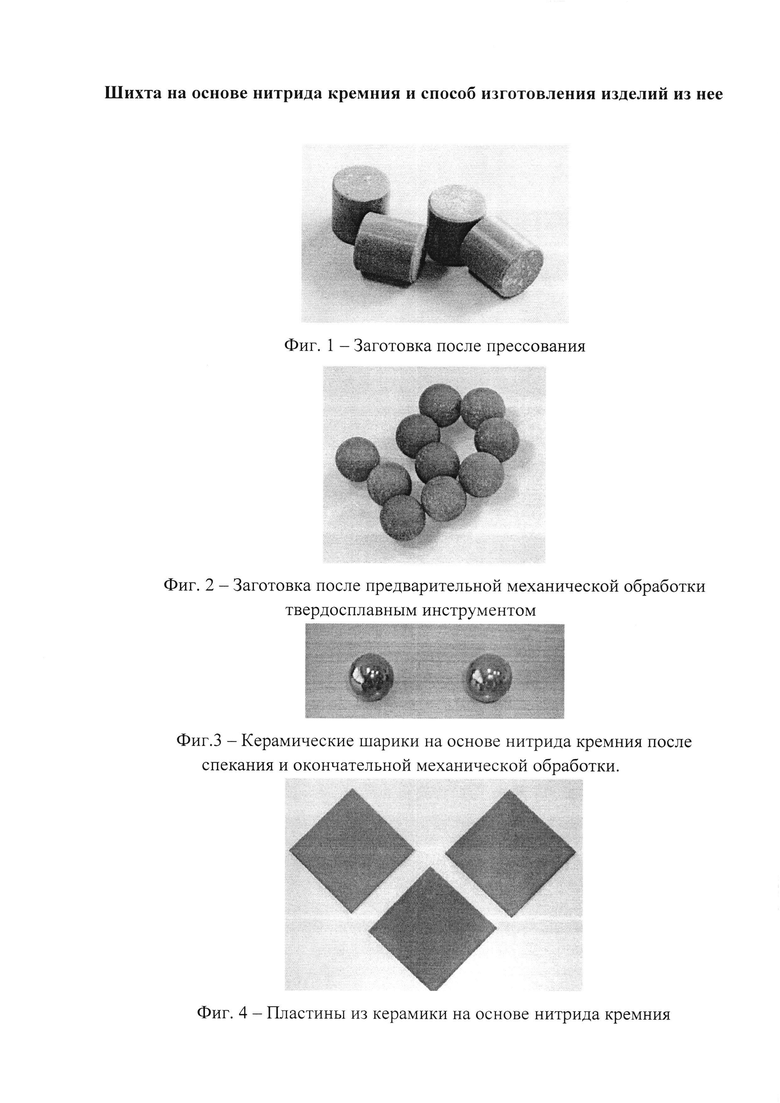
Смесь компонентов готовили в планетарной мельнице с мелющими телами из оксида иттрия. После тщательного помола-смешения в смесь добавляют временную технологическую связку (10% раствор поливинилового спирта) в количестве 10%, помещают в металлическую пресс-форму и прессуют под давлением 120 МПа. После формования заготовки в виде цилиндра (Фиг. 1) проводят предварительную обточку твердосплавным инструментом для получения сложного профиля заготовки в виде шарика (Фиг. 2). Заготовку подвергают термообработке на воздухе для удаления связки при максимальной температуре 560°C и выдержке в течение 30 мин. Спекание проводят в вакуум-компрессионной печи сначала в вакууме до температуры 1500-1600°C, далее в среде азота при давлении 3-4 МПа до температуры 1800-1850°C. Тонкую шлифовку и полировку (варианты) внешней поверхности деталей проводят суспензиями на основе сверхтвердых абразивных материалов. Окончательное шлифование и полировку поверхности для получения заданной геометрической точности и качества поверхности шарика (Фиг. 3) проводят суспензиями на основе сверхтвердых абразивных материалов. Испытания по определению плотности и пористости керамических образцов определяли по ГОСТ 473.4-81 методом насыщения керамических заготовок водой при кипячении с последующим гидростатическим взвешиванием. Результаты испытаний шариков показали, что плотность составляет 3,27-3,28 г/см3 при пористости 0,05-0,08%. Испытания по определению предела прочности при статическом изгибе при температуре 20°C проводили по ГОСТ 20019-74 на образцах размером 5×5×50 мм. Предел прочности при изгибе составил - 830 МПа.
Пример 2 (прототип)
Аналогично примеру 1 готовили смесь компонентов (мас.%):
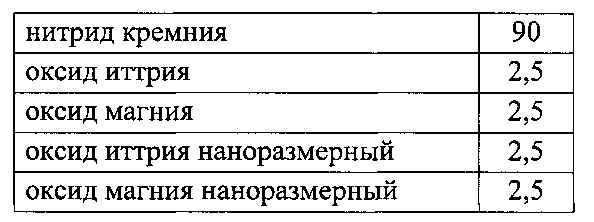
Смесь компонентов готовят в планетарной мельнице с мелющими телами из оксида иттрия. После тщательного помола-смешения в смесь добавляют временную технологическую связку (10% раствор поливинилового спирта) в количестве 10%, помещают в металлическую пресс-форму и прессуют пластины давлением 100 МПа. После формования заготовки в виде пластин (Фиг. 4). Заготовку подвергают термообработке на воздухе для удаления связки при максимальной температуре 600°C и выдержке в течение 20 мин. Спекание проводят в вакуум-компрессионной печи по режиму сначала в вакууме до температуры 1500°C, далее в среде азота при давлении 3 МПа до температуры 1800°C с выдержкой при максимальной температуре в течение 1 ч. Результаты испытаний показали, что плотность составляет 3,25-3,27 г/см3 при пористости 0,06-0,09%, предел прочности при изгибе составил - 800 МПа.
Таким образом, шихта на основе нитрида кремния и способ изготовления изделий из нее позволяет получать сложнопрофильные изделия из керамического материала на основе нитрида кремния с низкой пористостью (не более 0,1%) и высокой прочностью при изгибе (800-830 МПа), проводить предварительную обточку прессованных формовок твердосплавным инструментом, упростить и удешевить технологию изготовления сложнопрофильных керамических изделий, упростить механическую обработку заготовок за счет исключения операций грубого шлифования, среднего шлифования алмазными инструментами, уменьшить трудоемкость и снизить энергозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамики из нитрида кремния с легкоплавкой спекающей добавкой алюмината кальция | 2019 |
|
RU2734682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ НА ОСНОВЕ КАРБИДА КРЕМНИЯ | 1992 |
|
RU2018502C1 |
| Способ изготовления керамики на основе композита нитрид кремния - нитрид титана | 2018 |
|
RU2697987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НИТРИДА КРЕМНИЯ | 2013 |
|
RU2540674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2014 |
|
RU2587669C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2011 |
|
RU2458023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВОЙ КЕРАМИКИ | 2019 |
|
RU2728911C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАГОТОВОК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ НИТРИДА КРЕМНИЯ | 2016 |
|
RU2641358C2 |
| Способ изготовления керамических заготовок на основе нитрида кремния | 2022 |
|
RU2803087C1 |
| Способ получения горячепрессованной карбидокремниевой керамики | 2023 |
|
RU2816616C1 |
Изобретение относится к области получения изделий из высокотемпературных конструкционных материалов на основе нитрида кремния, которые могут использоваться в двигателестроении, машиностроении и других высокотехнологичных отраслях промышленности, в частности при изготовлении сложнопрофильных деталей, требующих механической обработки, например керамических шариков подшипников. Технический результат изобретения - получение керамики с пористостью не более 0,1%, прочностью не менее 800 МПа и упрощение технологии изготовления сложнопрофильных изделий. Шихта на основе нитрида кремния содержит 10-15 мас.% спекающих добавок и технологическую связку, при этом спекающие добавки содержат фракцию нанодисперсных порошков в количестве 40-60%. Нанодисперсные порошки с удельной поверхностью 30-50 м2/г получены методами гетерофазного осаждения или соосаждения. Способ изготовления изделий из указанной шихты на основе нитрида кремния включает помол порошков нитрида кремния и порошков спекающих добавок в планетарной мельнице, ведение технологической связки (ПВС), прессование заготовки и спекание под давлением азота. Предварительно проводят механическую обработку прессованной заготовки твердосплавным инструментом, затем удаляют технологическую связку на воздухе при температурах 500-1100°C и спекают в вакууме, нагревая до температуры 1600°C, далее в среде азота при давлении 3-4 МПа и температуре 1800-1850°C. Окончательную механическую обработку проводят суспензиями на основе сверхтвердых абразивных материалов. 2 н. и 2 з.п. ф-лы, 2 пр., 4 ил.
1. Шихта на основе нитрида кремния, спекающих добавок и технологической связки, отличающаяся тем, что спекающие добавки в количестве 10-15 мас.% содержат фракцию нанодисперсных порошков в количестве 40-60 мас.%, в качестве нанодисперсных порошков используются порошки, полученные методом гетерофазного осаждения или соосаждения с удельной поверхностью 30-50 м2/г.
2. Способ изготовления изделий из шихты на основе нитрида по п. 1, заключающийся в помоле-смешении порошков нитрида кремния и порошков спекающих добавок, введении технологической связки, прессовании заготовки и спекании под давлением азота, отличающийся тем, что помол-смешение ведут в планетарной мельнице, в качестве технологической связки используют ПВС, прессованную заготовку подвергают механической обработке твердосплавным инструментом, затем удаляют технологическую связку на воздухе при температурах 500-1100°С, спекание проводят в вакууме до температуры 1600°С, далее в среде азота при давлении 3-4 МПа до температуры 1800-1850°С.
3. Способ по п. 1, отличающийся тем, что предварительную механическую обработку прессованной заготовки проводят твердосплавным инструментом.
4. Способ по п. 1, отличающийся тем, что окончательную механическую обработку проводят суспензиями на основе сверхтвердых абразивных материалов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧИМ ПРЕССОВАНИЕМ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2010 |
|
RU2443659C1 |
| Способ изготовления изделий из нитрида кремния | 1991 |
|
SU1806118A3 |
| СПОСОБ ИЗГОТОВЛаНИЯ ИЗДЕЛИЙ из НИТРИДА КРЕМНИЯ | 1977 |
|
SU826945A3 |
| US 7612006 B2, 03.11.2009 | |||
| US 6846765 B1, 25.01.2005. | |||

