Наиболее близким к предлагаемому является устройство для сварки, описанное в известном изобретении. Устройство состоит из сварочного трансформатора, антипараллельных тиристоров, запирающей тиристоры емкости и схемы управления тиристорами.
Недостатки устройства: повышенная масса и стоимость; низкая стабильность дуги при сварке малыми токами.
Высокие стоимость, масса и габариты устройства обусловлены наличием громоздкого понижающего трансформатора.
Преодоление указанных недостатков достигается тем, что устройство для сварки состоит из двух силовых антипараллельных тиристоров, схемы управления тиристорами, емкости, запирающей тиристоры, с собственной схемой разряда, состоящей из диодного моста, включенного параллельно запирающей емкости, тиристора со схемой управления и балластного сопротивления, включенных последовательно с мостом, и дросселя, ограничивающего величину сварочного тока.
При работе заявляемого устройства в режиме холостого хода после открытия тиристора напряжение на запирающей емкости кратковременно превысит сетевое напряжение (за счет переходного процесса включения цепи L - C). В этот промежуток времени к тиристорам будет приложено обратное напряжение, поэтому силовые тиристоры сразу после открытия запираются обратным напряжением с запирающей емкости, которая в дальнейшем разряжается на собственную схему разряда, через промежуток времени, достаточный для надежного закрытия тиристоров. В результате на сварочный промежуток поступают разнополярные импульсы напряжения с частотой 50 Гц, амплитудой до 450 В, длительностью до 0,1 мс.
Устройство сохраняет импульсный режим работы вплоть до падения сопротивления дугового промежутка ниже критического значения 200 - 500 Ом. В дальнейшем устройство автоматически переходит в режим сварки, при этом тиристоры открывшись, уже не запираются до смены полярности сетевого напряжения.
В случае попадания сварщика под напряжение сварочного промежутка устройство стабильно сохраняет импульсный режим и не может перейти в режим сварки. Действующее значение напряжения при этом не более 25 В.
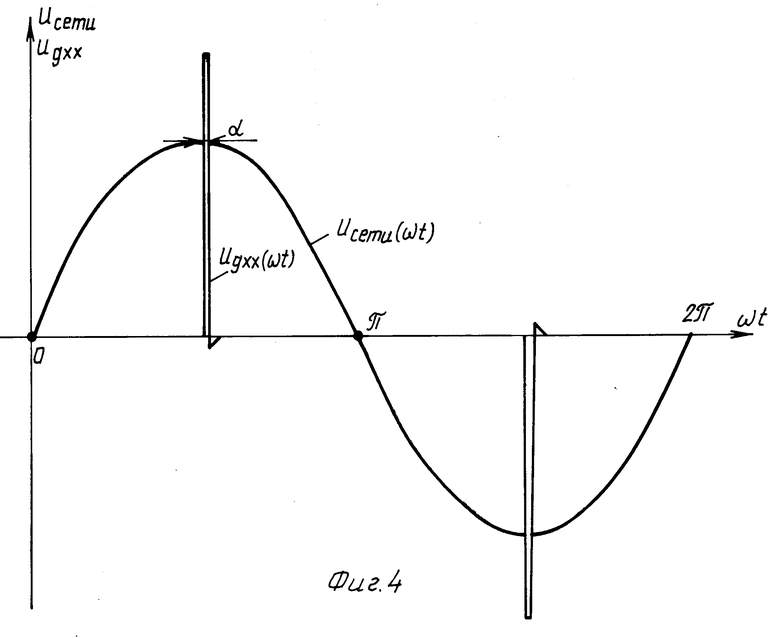
Работу устройства в режиме холостого хода иллюстрирует фиг. 4. Там приведены кривые сетевого напряжения Uсети (ωt) сети и напряжения на дуговом промежутке Ugxx (ωt).
При открытии тиристоров 1 происходит заряд конденсатора 3 (фиг. 1). Напряжение на конденсаторе, равное мгновенному значению напряжения на дуговом промежутке Ugxx (ωt) (фиг. 4), кратковременно превысит мгновенное значение сетевого напряжения Uсети (ωt).
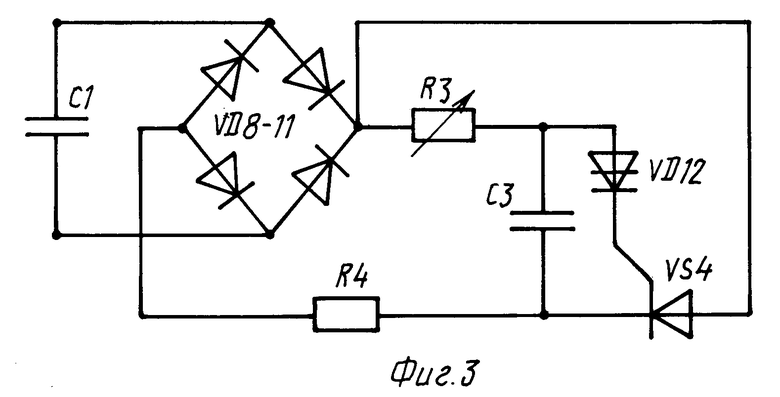
Промежуток времени, в течение которого Ugxx > Uсети на фиг. 4, обозначается α. Параметры схемы разряда (фиг. 3) подбираются таким образом, чтобы α превышало время, необходимое для запирания тиристоров, но не более 0,1 мс. За время α, пока к тиристорам приложено обратное напряжение, происходит запирание тиристоров. После этого конденсатор 3 (фиг. 1) за минимальный промежуток времени (практически мгновенно) разрядится на собственную схему разряда 4 (фиг. 1). Напряжение на выходе устройства имеет вид кривой Ugxx (ωt) (фиг. 4).
Это кратковременные разнополярные импульсы по одному в полупериод напряжения сети. Такой режим работы устройства сохраняется до падения сопротивления сварочного промежутка ниже критического значения 200 - 500 Ом.
После зажигания дуги напряжение на конденсаторе 3 (фиг. 1), равное Ugxx, резко уменьшается, и запирания тиристоров не происходит. Устройство переходит в режим сварки. Если зажигания не произошло, тиристоры будут заперты в течение промежутка времени α. Разрыв уже горящей дуги также приведет к быстрому запиранию тиристоров и снижению напряжения на дуговом промежутке до Ugxx. Это исключает возможность попадания сварщика под напряжение сети.
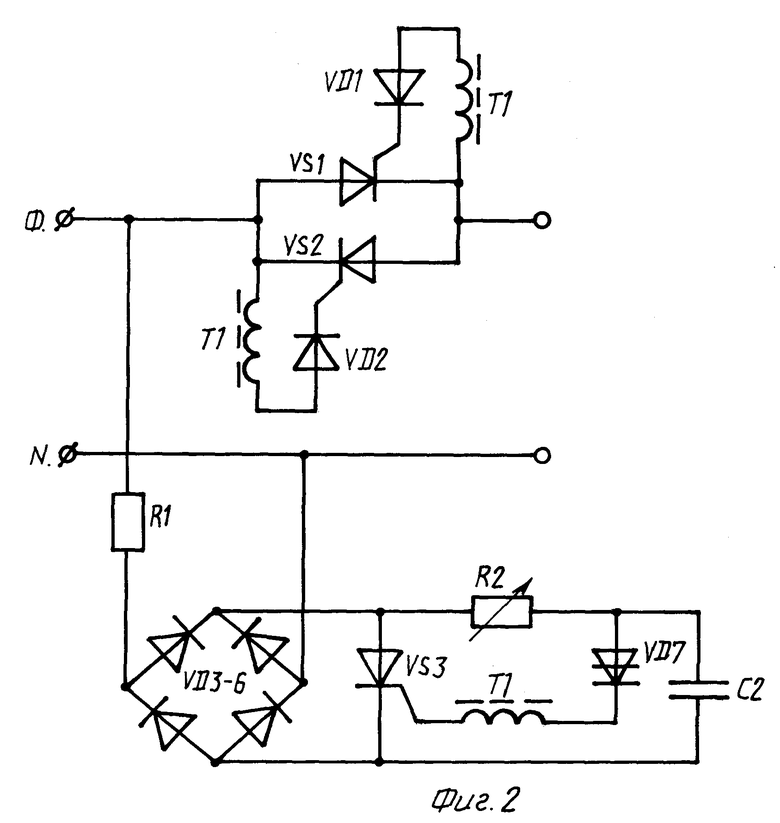
В качестве запирающей емкости 3 (фиг. 1) применялся конденсатор типа МБГЧ-600 В 0,1 мкФ. Антипараллельные тиристоры 1 (фиг. 1) имели марку Т-142-50. В качестве схемы управления тиристорами переменялась схема 2, представленная на (фиг. 2). В качестве схемы разряда запирающей емкости 4 (фиг. 1) применялась схема 3 (фиг. 1), представленная на (фиг. 3).
При напряжении холостого хода 25 В, напряжение на дуговом промежутке 30 В.
Описанный режим работы заявляемого устройства позволяет при ограничении величины сварочного тока отказаться от использования громоздкого сварочного трансформатора. Это значительно снижает массу и габариты устройства, существенно уменьшает его стоимость. При этом значительно увеличивается стабильность горения дуги при сварке на малых токах.
Сравнение заявляемого технического решения с прототипом позволяет установить соответствие его критерию "новизна", поскольку устройство имеет новые признаки:
1. Сварочное устройство не имеет понижающего трансформатора. Дуга питается напрямую от сетевого напряжения.
2. Величина сварочного тока ограничивается малогабаритным дросселем.
3. Имеется дополнительная схема разряда емкости, запирающей тиристоры.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволяет выявить сварочное устройство, не имеющее понижающего трансформатора, разделяющего сеть и дуговой промежуток. Это позволяет сделать вывод о соответствии технического решения критерию "изобретательский уровень".
На фиг. 1 приведена упрощенная электрическая схема устройства.
На фиг. 2 приведена принципиальная электрическая схема управления углами открытия силовых тиристоров.
На фиг. 3 приведена принципиальная электрическая схема разряда запирающей тиристоры емкости.
На фиг. 4 изображены кривые напряжения питающей сети и напряжения на дуговом промежутке.
Устройство для сварки (фиг. 1) состоит из двух антипараллельных тиристоров 1, схемы управления тиристорами 2, емкости, включенной параллельно дуговому промежутку 3, схемы разряда этой емкости 4, дросселя, ограничивающего величину тока 5.
Для создания нормального режима работы сварочного устройства и снижения действующего значения величины напряжения холостого хода параллельно дуговому промежутку включается запирающая емкость 3 с собственной схемой разряда 4.
Устройство имеет следующие технические характеристики:
Номинальное напряжение питания 220 В.
Частота сети 50 Гц.
Напряжение холостого хода 25 В.
Диапазон регулирования сварочного тока 10-60 А (плавный).
Род тока сварки - переменный импульсный.
Продолжительность включения при цикле 5 мин.
При токе до 40 А - 40%.
При токе до 60 А - 20%.
Габариты мм. 160 х 220 х 400.
Масса не более 8 кг.
Устройство позволяет вести сварку малыми токами обычными штучными электродами диаметром до 3 мм, а также неплавящимся электродом.
Устройство безопасно в любом режиме работы при его правильном подключении к сети то есть соблюдении условия подключения:
- фазный провод только к одной из фаз сети;
- нулевой провод только к нулевой шине.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1996 |
|
RU2121416C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1991 |
|
RU2032506C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2162776C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| ТИРИСТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2449868C2 |
| ТИРИСТОРНЫЙ ИНВЕРТОР | 2006 |
|
RU2314631C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА | 2005 |
|
RU2294269C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
Изобретение относится к сварке. Технический результат от использования изобретения - обеспечение стабильности горения дуги при сварке на малых токах, снижение массы и стоимости устройства для сварки. Устройство согласно изобретению состоит из двух антипараллельных тиристоров со схемой управления ими, емкости, запирающей тиристоры, со схемой разряда и дросселя. Режим работы устройства рассчитывается так, чтобы тиристоры, открывшись, тут же запирались обратным выбросом напряжения с запирающей емкости, которая разряжается на собственную схему разряда через минимальный промежуток времени, достаточный для надежного запирания тиристоров. Тем самым обеспечивается импульсный режим работы устройства, вплоть до падения сопротивления дугового промежутка ниже критического значения. После чего зажигается сварочная дуга. Устройство безопасно в любом режиме работы при его правильном подключении к сети. 4 ил.
Устройство для сварки, состоящее из двух антипараллельных тиристоров в цепи сварочного тока, схемы управления тиристорами, запирающей емкости, включенной параллельно дуговому промежутку, отличающееся тем, что последовательно в цепь сварочного тока включен дроссель, параллельно запирающей емкости включена дополнительная схема ее разряда, состоящая из диодного моста, тиристора со схемой управления и балластного сопротивления, включенных последовательно с диодным мостом.
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1991 |
|
RU2032506C1 |
| Способ откачки и наполнения ртутью ламп, преимущественно газотронов | 1934 |
|
SU43692A1 |
| Винтовой мокрогазовый компрессор | 1945 |
|
SU78252A1 |
| АВАРИЙНО-СПАСАТЕЛЬНАЯ МАШИНА | 2004 |
|
RU2252161C1 |
