Изобретение относится к области сварки.
Известно устройство для сварки [1] , представляющее собой сварочный трансформатор из магнитопровода и обмоток, причем обмотки трансформатора изолированы друг относительно друга.
Недостатком устройства являются завышенные масса и габариты, так как в режиме сварки (режим, близкий к короткому замыканию) магнитный поток в магнитопроводе мал и железо не используется в полной мере. Снизить сечение нельзя, потому что трансформатор используется также и в режиме холостого хода, где магнитный поток существенно выше.
Наиболее близким к предлагаемому является устройство для сварки [2], представляющее собой сварочный трансформатор из магнитопровода и изолированных обмоток и устройства исключения режима холостого хода. Железо магнитопровода используется в полную меру, но устройство исключения режима холостого хода дорогое, сложное и к тому же обуславливает бестоковые паузы при сварке.Последнее отрицательно сказывается на стабильности процесса сварки.
Предлагаемое устройство для сварки представляет собой сварочный трансформатор из магнитопровода и обмоток, причем конец первичной обмотки соединен с началом вторичной. К сети подключены начало первичной и конец вторичной обмотки. К дуговому промежутку подключена вторичная обмотка. Как видно из описания, устройство проще, дешевле прототипа: меньше число витков первичной обмотки, так как функцию сетевой обмотки выполняют первичная и вторичная обмотки совместно; сечение витков вторичной обмотки снижено, так как часть мощности передается гальваническим путем; отсутствует устройство исключения режима холостого хода. Все это определяет меньшие размеры магнитопровода и устройства в целом.
При работе устройства в режиме сварки напряжение на вторичной обмотке снижается до дугового. (При коротком замыкании до 0). Так как первичная и вторичная обмотки соединены последовательно, получается, что к первичной обмотке в это время прикладывается более высокое, чем в режиме холостого хода, напряжение (при коротком замыкании все сетевое напряжение). Именно для такого, наиболее тяжелого режима работы под нагрузкой и рассчитывается устройство. Это определяет более полное использование железа магнитопровода и большую проходную мощность трансформатора.
При переходе в режим холостого хода напряжение на вторичной обмотке повышается, что приводит к снижению напряжения на первичной обмотке. Это определяет снижение магнитной индукции в магнитопроводе. Причем индукция снижается мгновенно с переходом в режим холостого хода как в устройстве исключения (точнее облегчения) режима холостого хода, как в прототипе. Но это свойство получено более простым способом без применения тиристоров, что определяет отсутствие бестоковых пауз.
Заявляемое устройство для сварки отвечает требованию "новизна", так как имеет новые признаки: 1) конец первичной обмотки соединен с началом вторичной; 2) к сети подключено начало первичной обмотки и конец вторичной.
Из существующего уровня техники и технической литературы известны трансформаторы с таким соединением обмоток - автотрансформаторы. Но именно применение такого соединения в сварочном устройстве позволяет получить новое качество такому устройству - более полное использование материала магнитопровода и большую проходную мощность. Сварочные устройства характеризуются крутопадающей внешней характеристикой. Поэтому напряжение на вторичной обмотке при сварке сильно снижается. При этом в заявляемом устройстве происходит перераспределение напряжений между обмотками, которое и позволяет более полно использовать материал магнитопровода под нагрузкой и получить большую проходную мощность без применения устройства исключения режима холостого хода. Это позволяет сделать вывод о соответствии критерию "изобретательский уровень".
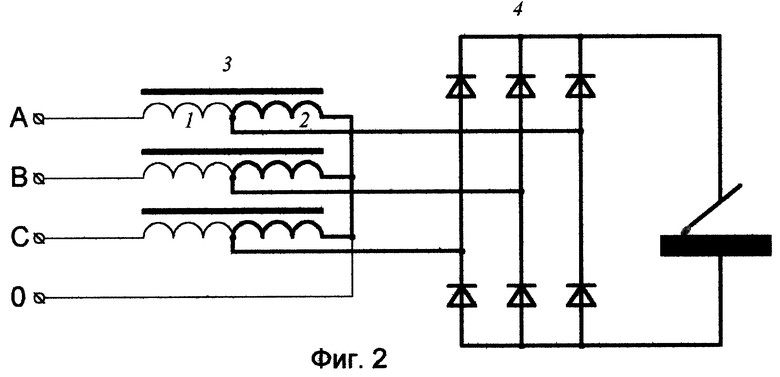
На фиг. 1 представлено устройство для сварки. Устройство состоит из первичной обмотки 1, вторичной обмотки 2 и магнитопровода 3. Конец первичной обмотки соединен с началом вторичной. К сети подключены начало первичной обмотки и конец вторичной. К дуговому промежутку подключена вторичная обмотка.
Устройство работает следующим образом. При сварке напряжение на вторичной обмотке 2 снижается до дугового (при коротком замыкании до 0). Так как первичная 1 и вторичная 2 обмотки соединены последовательно, получается, что к первичной обмотке 1 в это время прикладывается более высокое напряжение, чем в режиме холостого хода (при коротком замыкании все сетевое напряжение). Это определяет более высокую магнитную индукцию в магнитопроводе 3, а следовательно, более полное использование железа магнитопровода 3 и большую проходную мощность трансформатора.
При переходе в режим холостого хода напряжение на вторичной обмотке повышается, что приводит к снижению напряжения на первичной обмотке 1. Это определяет снижение магнитной индукции в магнитопроводе 3. Причем мгновенно с переходом в режим холостого хода.
На фиг.2 представлена схема 3-фазного выпрямителя, в котором реализована данная идея. Устройство состоит из первичных обмоток 1, вторичных обмоток 2, магнитопровода 3 и выпрямительного моста 4. Концы первичных обмоток 1 соединены с началом вторичных. Концы вторичных обмоток соединены между собой. К сети подключены начала первичных обмоток 1 и концы вторичных 2, как показано на схеме.
Работа схемы полностью аналогична однофазному устройству.
Испытания проводились на трансформаторе, сечение магнитопровода которого составляло 30 см2. Первичная обмотка содержала 147 витков, что примерно на 1/3 меньше, чем у трансформатора обычного исполнения. Вторичная обмотка содержала 73 витка.
Трансформатор подключался к сети 220В. Причем в режиме холостого хода ток, потребляемый трансформатором, не превышал 5А. Напряжение холостого хода составило ≈73В. Под нагрузкой ток нагрузки составил 160А. При этом через вторичную обмотку протекал ток всего 107А. Оставшаяся часть тока нагрузки (160-107=53А) передается гальванически. Это позволяет снизить сечение вторичной обмотки. Уменьшение числа витков первичной обмотки и сечения витков вторичной обмотки позволяет выполнить магнитопровод более компактным и легким, что позволяет сделать вывод о соответствии заявляемого изобретения критерию "промышленная применимость"
Источники информации:
1. Патент N 2032506 "Устройство для сварки" Гуков Д.В.
2. Оборудование для дуговой сварки: Справочное пособие под ред. В.В.Смирнова. Л.:Энергоатомиздат. 1986. - 656 с.: ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1996 |
|
RU2121416C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
| Трансформатор для газоэлектрической резки | 1990 |
|
SU1776510A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2188104C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1996 |
|
RU2120362C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
Изобретение относится к области сварки. Сварочный трансформатор устройства состоит из магнитопровода и обмоток. Конец первичной обмотки соединен с началом вторичной. К сети подключены начало первичной обмотки и конец вторичной, а к дуговому промежутку подключена вторичная обмотка. Устройство благодаря такому соединению обмоток обеспечивает малую магнитную индукцию в магнитопроводе на холостом ходу и полное использование стали магнитопровода при работе под нагрузкой. Благодаря этому масса и габариты устройства меньше, чем у обычного сварочного трансформатора на 15-30%. 2 ил.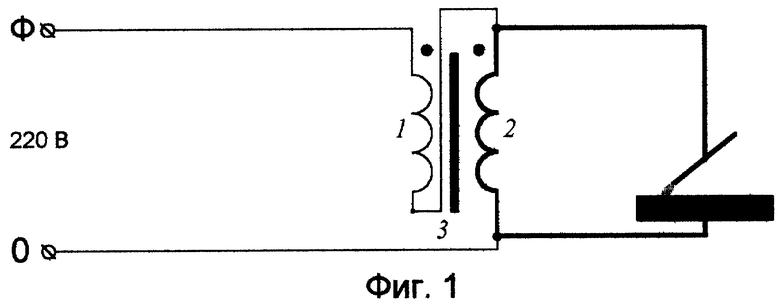
Устройство для сварки, представляющее сварочный трансформатор, состоящий из магнитопровода, первичной и вторичной обмоток, у которого вторичная обмотка подключена к дуговому промежутку, отличающееся тем, что обмотки соединены между собой, причем конец первичной обмотки соединен с началом вторичной, а начало первичной обмотки и конец вторичной подключены к сети.
| Под ред | |||
| В.В.СМИРНОВА | |||
| Оборудование для дуговой сварки | |||
| Справочное пособие | |||
| - Л.: Энергоиздат, 1986, с | |||
| Прибор для механического определения проекций линий данной длины и данного направления | 1923 |
|
SU656A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА СВАРОЧНОЙ ВАННЫ | 0 |
|
SU213234A1 |
| СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1991 |
|
RU2053069C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2035275C1 |
| Под ред | |||
| Ю.Н.ЗОРИНА | |||
| Сварка в машиностроении, т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - М.: Машиностроение, 1979, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
