Изобретение относится к производству пиротехнических изделий для зрелищ.
Известен способ изготовления искропламенных свечей при котором пиротехнический состав сначала насыпают в формованную желобом ленточную оболочку, затем опрессовывают состав с одновременной проклейкой и формованием стержня круглого сечения при протягивании через круглую оправку, а затем разрезают на мерные отрезки и сушат (1).
Достоинством данного способа является высокая производительность. При применении данной искропламенной свечи приходится пользоваться дополнительным держателем, не гарантирующим от разрушения стержня в процессе горения при небольшом сотрясении. Что может стать причиной пожара.
Искропламенные свечи, изготовленные по данному способу, в зависимости от рецептуры пиротехнического состава имеют различные цвета пламени, но не в пределах одной свечи.
В качестве прототипа взят способ изготовления алюминиевых елочных свечей, при котором на проволоку перед нанесением слоев пиротехнического состава наносится слой толченого шамота, смешанного с декстрином.
Данная свеча обладает повышенной прочностью при горении, но пламя свечи одноцветно, а нанесение четырех покровных слоев окунанием приводит к увеличению затрат энергии и времени на сушку.
Целью изобретения является улучшение зрелищности.
Данная цель достигается тем, что в способе изготовления искропламенных свечей, заключающемся в нанесении на проволоку пиротехнических составов, отличающемся тем, что нанесение пиротехнических составов осуществляют опрессовыванием ее участков, причем проволоку циклически протягивают через пресс-форму, загруженную дозами пиротехнических составов с различными цветами пламени, а затем разрезают вне пресс-формы посередине опрессованного и открытого участков.
На чертеже показан эскиз установки изготовления искропламенных свечей.
Установка состоит из гидравлического пресса 1, пресс-формы 2 с подвижными торцевыми крышками 3, пуансона 4, блока бункеров для составов 5, мерников 6, катушки с проволокой 7, узла рихтовки 8, механизма протягивания проволоки 9 и механизма отрезания 10.
Установка работает следующим образом:
Проволока с катушки 7 пропускается через узел рихтовки 8, пресс-форму 2 и закрепляется в механизме протягивания проволоки 9. Мерник 6 загружается дозами пиротехнических составов из блока бункеров 5, подводится при поднятых крышках 3 и пуансоне 4 к пресс-форме 2. Содержимое мерника 5 пересыпается в пресс-форму 2 и мерник 5 отходит в исходное положение. Включается пресс 1, который пуансоном 4 опрессовывает проволоку. После подъема пуансона 4 и опускания боковых крышек 3 включается механизм протягивания проволоки 9, подающий проволоку под механизм отрезания 10. В этом механизме проволока фиксируется, а механизм протягивания проволоки 9 возвращается в исходное положение.
В механизме отрезания 10 проволока отрезается отрезными дисками в 2-х местах: - посредине опрессованного и открытого участков.
Отрезание совершается одновременно с опусканием пуансона 4. После возврата всех механизмов в исходное положение цикл повторяется.
Последовательность операций, реализованная в данной установке, позволяет осуществлять загрузку пресс-формы проволокой одновременно с вытягиванием опрессованного участка. При этом достаточно просто осуществляется центровка проволоки в пресс-форме и как следствие стабильность толщин прессованного пиротехнического состава.
Пиротехнические составы с различными цветами пламени изготавливаются на основе порошка железа и имеют компоненты, выравнивающие сыпучесть и прессуемость.
Это позволяет точно дозировать пиротехнические составы и получать прессованный состав без трещин. Исключение сушки искропламенной свечи после прессования уменьшает затраты энергии.
Скорость горения искропламенной свечи, полученной прессованием, примерно на 30% меньше, чем свечи, полученной окунанием, что позволяет экономить материалы.
Изменяя распределение пиротехнических составов по длине пресс-формы можно получать увеличенный зрелищный эффект из-за смены цветов пламени.
Источники информации
1. Метод и установка изготовления свечей. Патент США N 3, 757.631 C 06 D 1/08 1963 г.
2. Прототип "Способ изготовления алюминиевых елочных свечей" а.с. СССР N 53248, C 06 B 21/00, 1937 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДЕТОНАТОРОВ | 1995 |
|
RU2094742C1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ ЗАЖИМ | 1993 |
|
RU2083950C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1993 |
|
RU2084063C1 |
| СПОСОБ СБОРКИ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ И УСТРОЙСТВО ПРЕСС-ИНСТРУМЕНТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174668C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1998 |
|
RU2139617C1 |
| СОСТАВ ДЛЯ ПРОБКИ ЭЛЕКТРОДЕТОНАТОРА | 1992 |
|
RU2021583C1 |
| МАТЕРИАЛ ДЛЯ ПРОБКИ ЭЛЕКТРОДЕТОНАТОРА | 1992 |
|
RU2021582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ ДЛЯ ОХОТНИЧЬИХ И СПОРТИВНЫХ РУЖЕЙ | 1994 |
|
RU2077698C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ | 1997 |
|
RU2120344C1 |
Способ изготовления искропламенных свечей заключается в нанесении на отрезок проволоки пиротехнического состава и циклического протягивания проволоки через пресс-форму, вдоль которой выделяются участки, каждый из которых загружают дозами пиротехнических составов с различными цветами пламени, опрессовывают проволоку, а затем разрезают вне пресс-формы посередине опрессованного и открытого участков проволоки. Техническим результатом является повышение качества свечей, экономия материалов и улучшение зрелищного эффекта. 1 ил.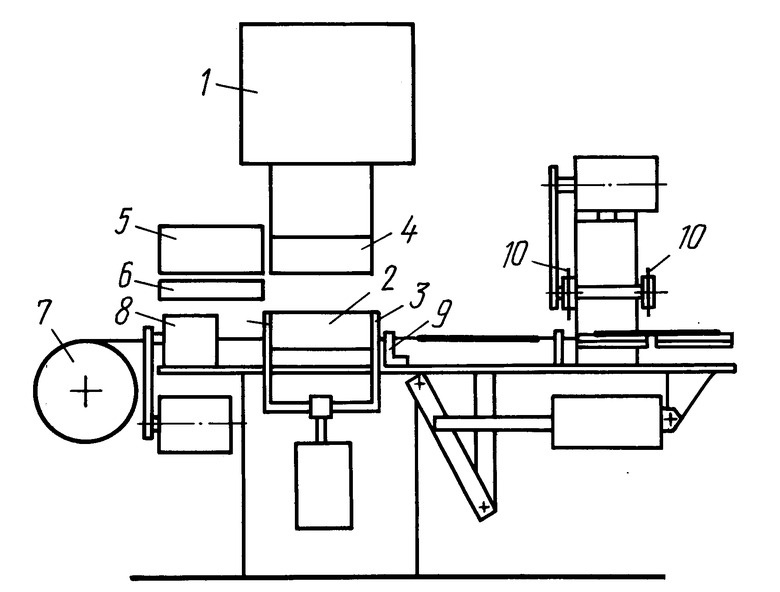
Способ изготовления искропламенных свечей, заключающийся в нанесении на проволоку пиротехнических составов, отличающийся тем, что нанесение на проволоку пиротехнических составов осуществляют опрессовыванием ее участков, циклически протягивая проволоку через пресс-форму, загруженную дозами пиротехнических составов с различными цветами пламени, а затем разрезают ее вне пресс-формы посередине опрессованного и открытого участков проволоки.
| SU, авторское свидетельство N 53248, C 06 B 21/00, 1938. |

