Изобретение относится к области специального машиностроения в производстве средств воспламенения, в частности к технологическому оборудованию для изготовления наковаленок капсюлей-воспламенителей к стрелковому оружию.
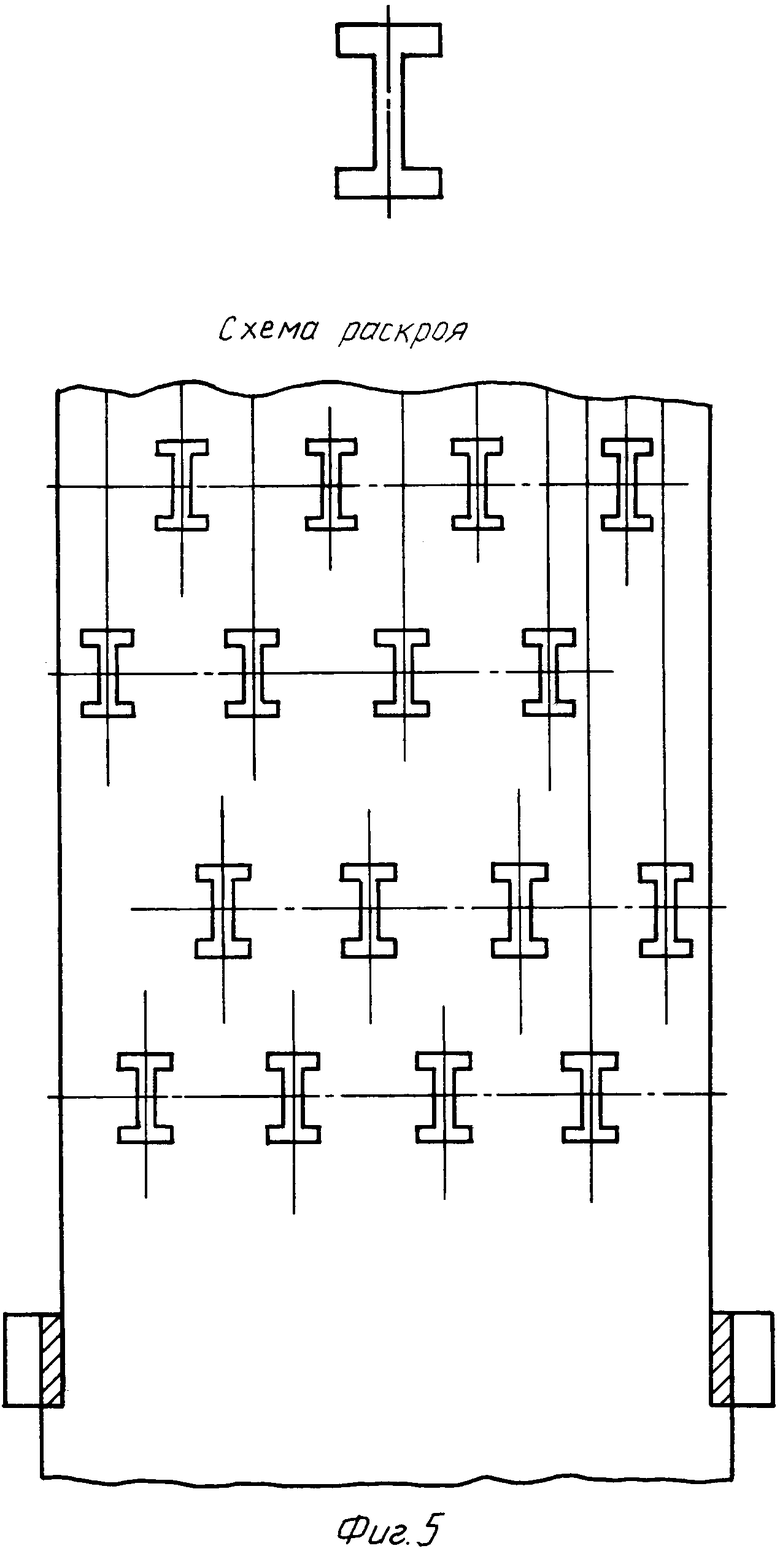
Процесс изготовления наковаленой капсюлей-воспламенителей для стрелкового оружия в промышленности ведется по технологическому процессу, заключающему в себе 3 механические операции: вырубка заготовки, свертка, штамповка, а также промежуточные операции: обезжиривание, отжиг, травление (Корсаков В.Д. "Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением" каталог-справочник часть I "Штампы холодной штамповки", Москва, НИИМАШ, 1967 г., стр. 6-16, стр. 58-59, 76). Этот способ изготовления наковаленки дает возможность рационально использовать ленту при вырубке заготовок (фиг. 5) с коэффициентом использования металла, равном 84%, и высокой производительностью на операциях минимум 200000 деталей в смену.
Производительность вырубного штамма на оборудовании с 50 ударами в минуту и 8-часовом рабочем дне (за вычетом времени на отдых) и количестве рядов раскроя, равном 16, равна 50х400х16=320000 штук
где fо - площадь детали без отверстий,
nр - количество рядов раскроя,
h - шаг вырубки,
B - ширина ленты.
К недостаткам данного способа следует отнести большое количество механических операций, а также промежуточных: вырубка, обезжиривание, свертка, отжиг, травление, штамповка, обезжиривание, промывка, сушка.
В промышленности также распространено изготовление типовых деталей на многооперационных (выполняющих одновременно несколько операций) штампах последовательного действия за несколько переходов под различными пуансонами при последовательном перемещении заготовки (В.П. Романовский, "Справочник по холодной штамповке", Ленинград, 6 изд., 1979 г., стр 357, схема 5, табл. 166).
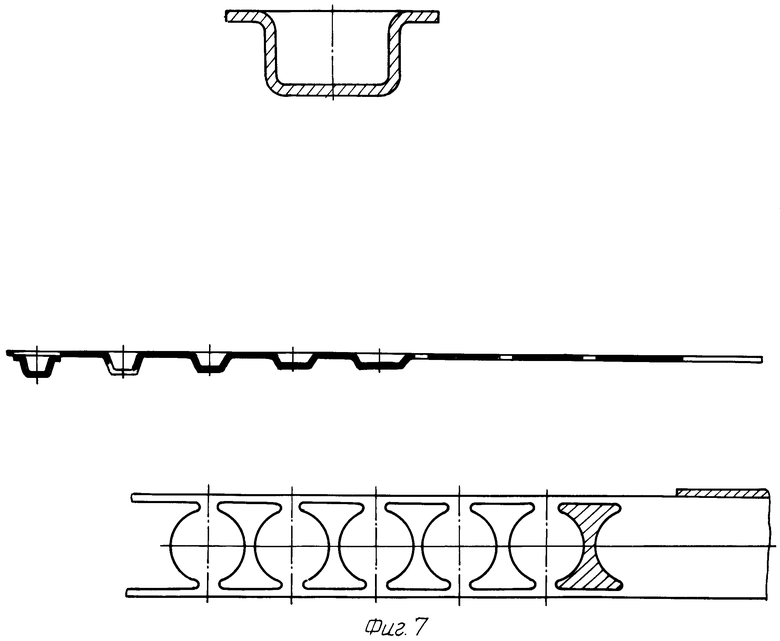
Как правило, разработка такого оборудования ведется под ленту определенной ширины и изготовление детали производится в один ряд (фиг. 7). Коэффициент использования материала при такой технологии недостаточно высок.


При ведении технологического процесса на штампах последовательного действия деталь изготавливается за один ход пресса. Это является преимуществом данной технологии в сравнении с вышеизложенной. Недостаток заключается в малой производительности труда 50х400х1=2000 деталей в смену и низком коэффициенте использования материала Kи= 72%.
Известен способ изготовления типовых деталей на многооперационных штампах совмещенного действия за один ход пресса концентрировано расположенными пуансонами при неизменном положении заготовки (Малов А.Н. "Производство патронов стрелкового оружия" Г. И. оборонной промышленности" М., 1947, с. 109-113, 206). Указанный способ изготовления детали из ленты за один ход пресса, совмещающий операции вырубки из свертки, с использованием пуансона и матрицы принят за прототип.
Все штампы совмещенного действия содержат одинаковую. конструктивную особенность: операции вырубки и свертки осуществляются двумя пуансонами вырубным и сверточным соответственно, причем во время рабочего хода сначала опускается вырубной пуансон и отделяет (вырубает) элемент листа, а затем выдвигается сверточный пуансон и осуществляет свертку детали. При этом не происходит изменения толщины стенок детали, т.е. процесс вытяжки с утонением не осуществляется.
Наличие двух пуансонов приводит к усложнению центрирования и наладки штампа, увеличению его себестоимости за счет наличия двух пуансонодержателей, промежуточных плит и т.д. Данный технологический процесс сопровождается рядом погрешностей, не учитываемых расчетными геометрическими формулами: неравномерность зазора между сверточным пуансоном и матрицей, неравномерность прижима заготовки, погрешность фиксации заготовки в штампе и др. В результате этого, в подавляющем большинстве случаев деталь получается с неровным или перекошенным краем, требующим последующей обрезки. Для этого при подсчетах размеров заготовки следует предусматривать соответствующий припуск на обрезку, что приводит к уменьшению коэффициента использования металла и увеличению числа механических операций. Все вышеизложенное относится к недостаткам данного технического решения.
Технологические процессы холодной штамповки могут быть наиболее рациональными лишь при условии создания технологичной конструкции или формы детали, допускающей наиболее простое и экономичное изготовление. Основными показателями технологичности листовых холодноштампованных деталей являются:
1) наименьший расход материала;
2) наименьшее количество и низкая трудоемкость операций;
3) отсутствие последующей механической обработки;
4) наименьшее количество требуемого оборудования и производственных площадей;
5) наименьшее количество оснастки;
6) увеличение производительности труда.
Технической задачей изобретения является уменьшение расхода материала, повышение производительности, уменьшение трудоемкости операций.
Поставленная задача решается за счет совмещения операций вырубки и свертки детали из ленты в одну за один ход пресса с использованием пуансона и матрицы, при этом при изготовлении наковаленок с отношением и радиуса к высоте, не превышающем 0,72, сначала выполняют свертку, в процессе которой осуществляют вытяжку с утонением, а затем вырубку, используют пуансон лепестковой конфигурации с конусной гладкой рабочей частью или с конусной ступенчатой рабочей частью с отношением высоты ступенек к толщине ленты, не превышающим 0,45, а в качестве матрицы - матрицу лепестковой конфигурации.
На фиг. 1 представлена конструкция матрицы.
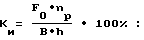
На фиг. 2 - пуансон лепестковой конфигурации.
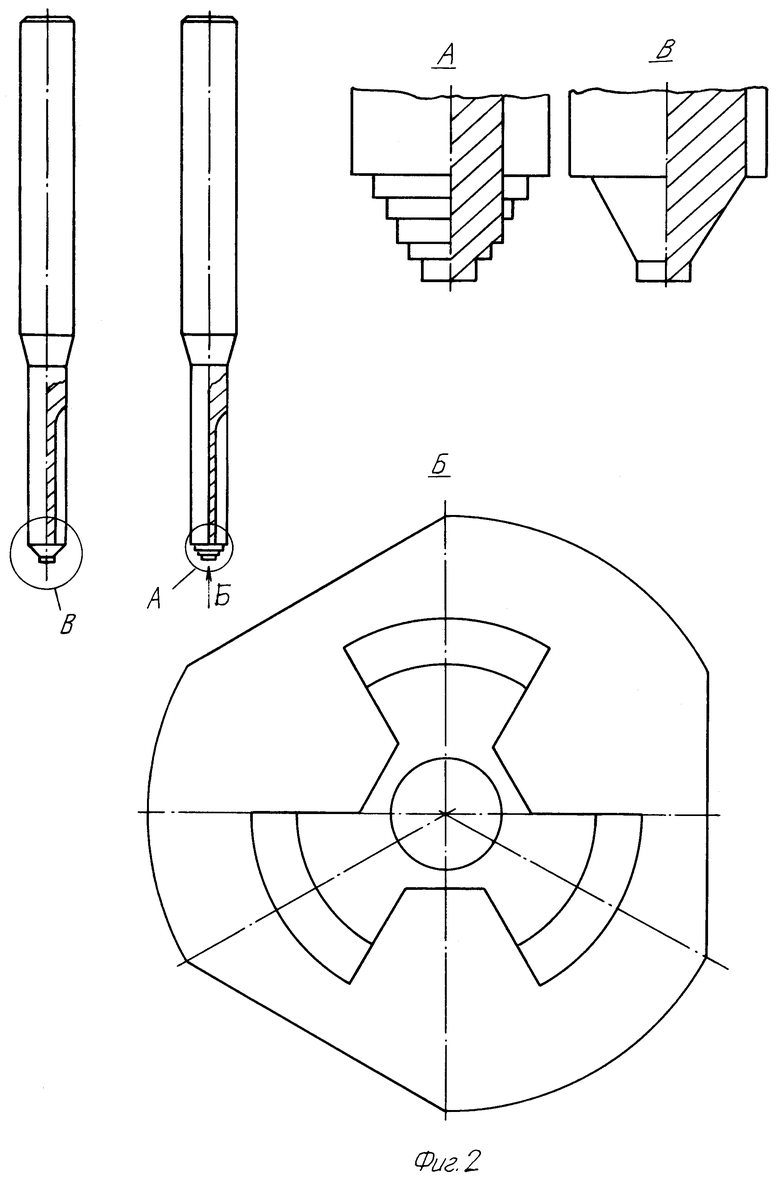
На фиг. 3 - штамп.
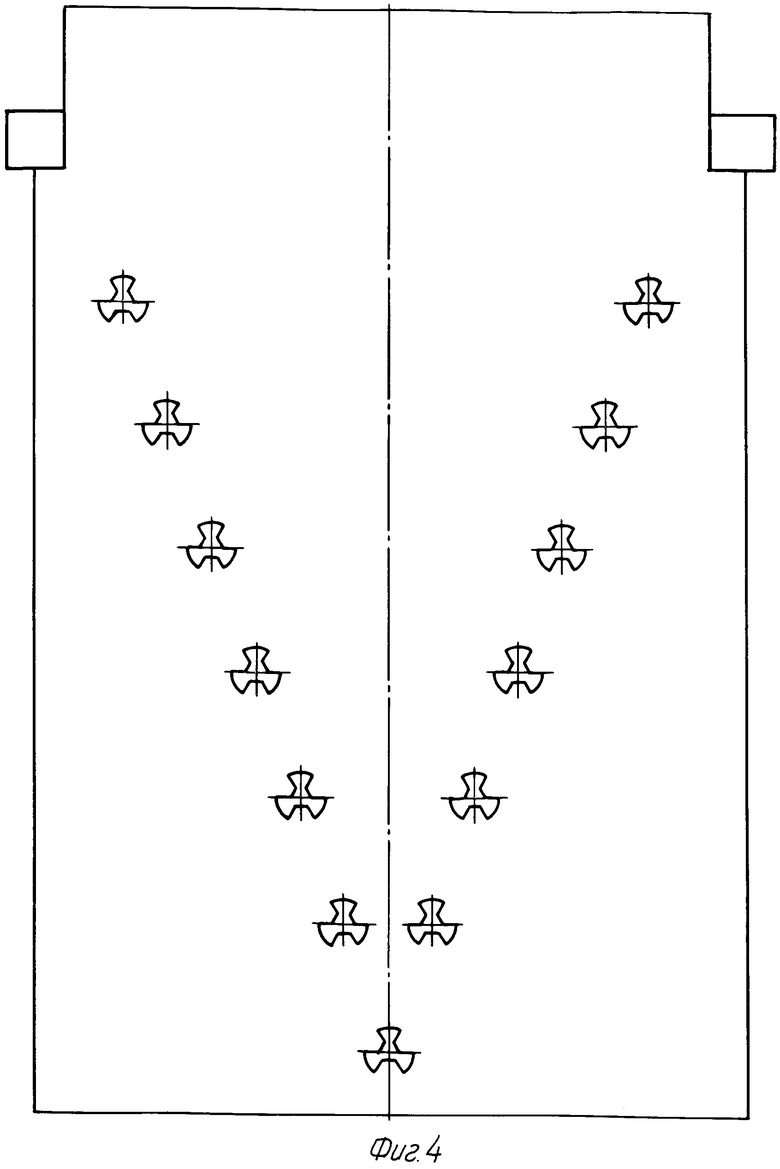
На фиг. 4 - оптимальные раскрой ленты.
На фиг. 5 - схема раскроя.
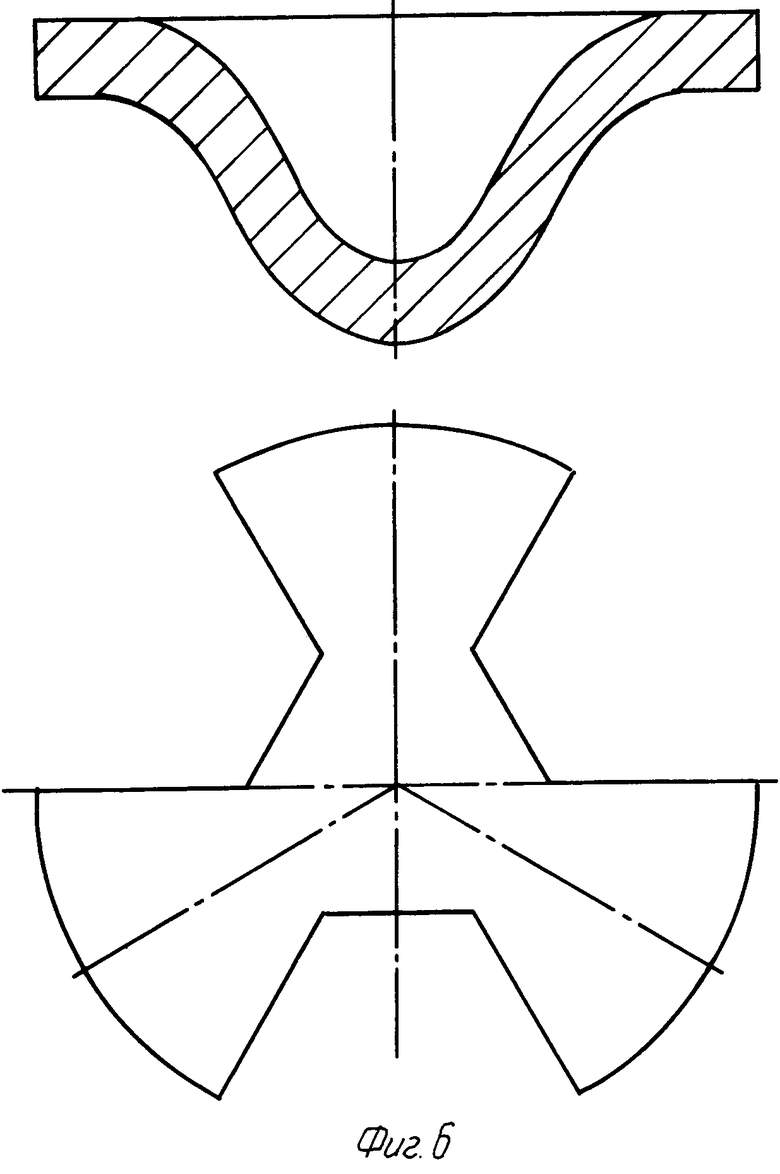
На фиг. 6 - наковаленка.
На фиг. 7,8,9 - приведена схема изготовления наковаленки.
Пуансон может иметь как конусную ступенчатую рабочую часть (фиг. 2, вариант 1), так и конусную гладкую (фиг. 2, вариант 2). Данная конфигурация пуансона и матрицы позволяет изготовить деталь за один ход пресса, совместив при этом механические операции: свертку, вырубку в одну, дополнительно осуществив в процессе свертки операцию вытяжки с утонением, что ведет к изменению существующей технологии изготовления деталей.
В способе, принятом за прототип, операции вырубки и свертки осуществляют двумя пуансонами - вырубным и сверточным. Причем сначала опускается вырубной пуансон и отделяет элемент листа, а затем выдвигается сверточный пуансон, который осуществляет свертку детали. В заявленном способе вырубку и свертку осуществляют одним пуансоном, причем в процессе свертки дополнительно осуществляют вытяжку с утонением. Кроме того, заявленный способ отличается и последовательностью операций.
То есть сначала происходит свертка детали, совмещенная с вытяжкой с утонением, а затем вырубка.
Наковаленка капсюлей-воспламенителей для стрелкового оружия имеет конусную форму с боковыми отверстиями для форса огня и дальнейшего воспламенения пороха в патроне (фиг. 6). При разработке штампа (фиг. 3) авторами учтена 3-лепестковая конфигурация наковаленки, что допускает наиболее простое и экономичное изготовление (повышает технологичность конструкции или формы детали). Выполнен оптимальный раскрой ленты (фиг. 4) с коэффициентом использования металла Kи=86%. Производительность штампа на оборудовании с 50 ударами в минуту и восьмичасовом рабочем дне (с учетом перерывов на отдых), количестве рядов, равном 13, равна 50х400х13=260000 штук в смену.
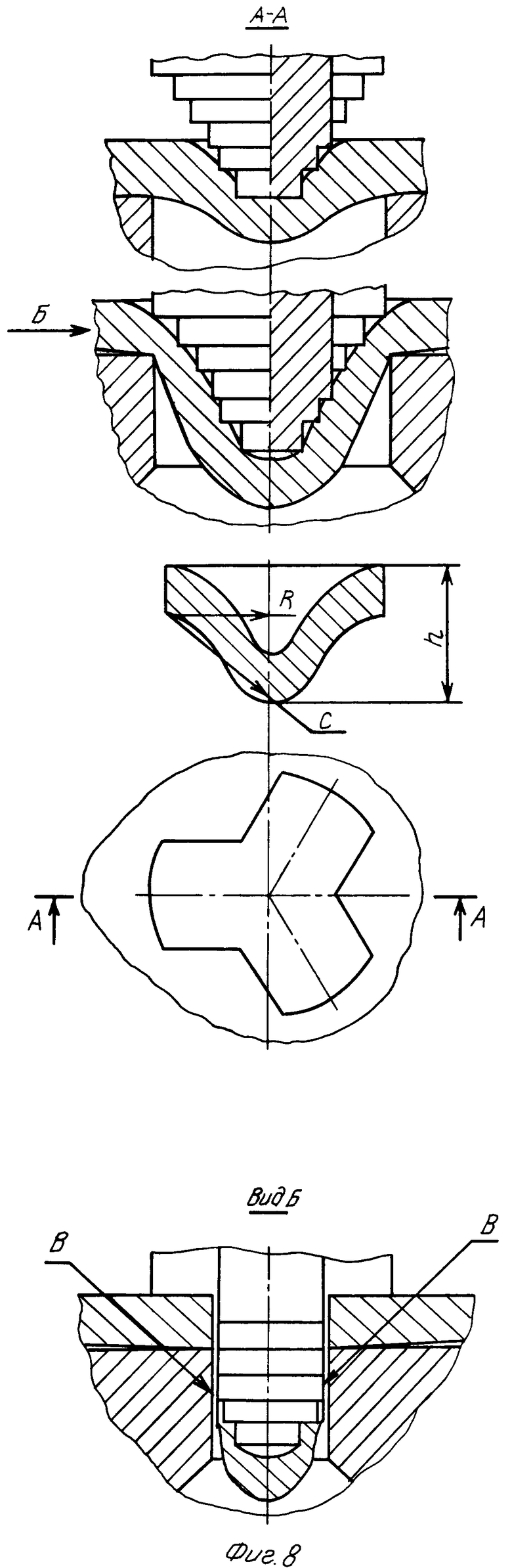
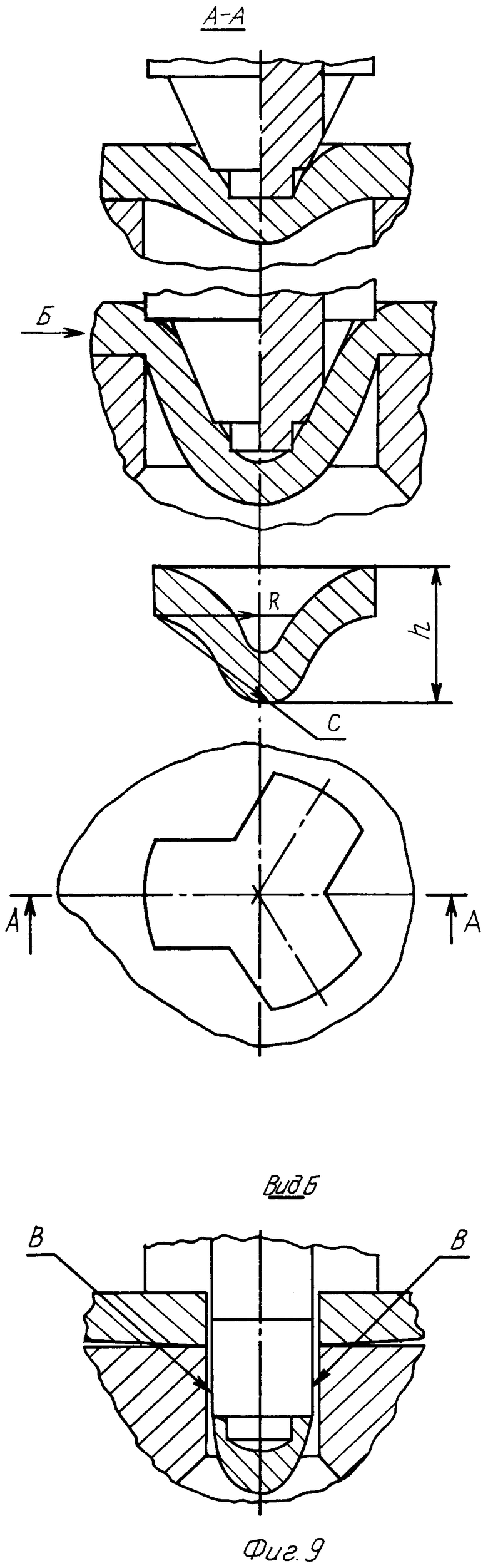
На фиг. 8, 9 приведена схема изготовления наковаленки конусной формы из плоской заготовки и последовательность перемещения металла в процессе вытяжки с утонением. По мере погружения пуансона тянущее усилие возрастает, а растяжение и утонение свободного участка заготовки (лепестков) увеличивается. К концу этой стадии происходит пластическая деформация донной части заготовки. Дно изделия подвергается небольшому утонению.
По фиг. 8 видно, что пуансон, выполненный по варианту 1, конусной ступенчатой рабочей частью осуществляют свертку, вытяжку с утонением, одновременно боковыми режущими кромками B вырезает лепестки и верхней ступенью отделяет наковаленку от ленты.
Пуансон, выполненный по варианту 2 (фиг. 9), осуществляет свертку и вытяжку с утонением нижней ступенью и гладкой конусной рабочей частью, одновременно боковыми режущими кромками B вырезает лепестки и верхней ступенью отделяет наковаленку от ленты. Экспериментально установлено, что соотношение между высотой ступенек на ступенчатом пуансоне и толщиной ленты не должно быть более 0,45, в противном случае происходит обрыв ленты. И в 1, и во 2 варианте радиус детали R по пуансону переходит в гипотенузу C с утонением материала.
Практические эксперименты показали, что отношение радиуса детали R к высоте h может быть максимум 0,72
R/h=0,72
Изготовление опытных образцов и их испытания подтверждают решение поставленной технической задачи, позволяют считать предложенное техническое решение соответствующим критерию изобретения: "промышленная применимость", "новизна".
Список использованной литературы
1. В. П. Романовский "Справочник по холодной штамповке", (Ленинград, "Машиностроение", 6 изд., 1979 г.).
2. А.Н. Малов "Производство патронов стрелкового оружия" (Г.И. оборонной промышленности, М., 1947 г.).
3. Корсаков В.Д. "Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением", каталог-справочник часть I "Штампы холодной штамповки" Москва, НИИМАШ, 1967 г. Ыо
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ТИПА "BOXER" | 2015 |
|
RU2580544C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ТИПА "ВОХЕR" | 2002 |
|
RU2222775C1 |
| СПОСОБ СБОРКИ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ И УСТРОЙСТВО ПРЕСС-ИНСТРУМЕНТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2418646C1 |
| СПОСОБ СБОРКИ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ И УСТРОЙСТВО ПРЕСС-ИНСТРУМЕНТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU1720261C |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ | 1997 |
|
RU2120344C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ | 2010 |
|
RU2436036C1 |
| Капсюлированная гильза для стрелкового оружия | 2016 |
|
RU2616025C1 |
Изобретение относится к области специального машиностроения в производстве средств воспламенения, в частности к технологическому оборудованию (инструменту) для изготовления наковаленок капсюлей-воспламенителей к стрелковому оружию. Сущность способа состоит в изготовлении наковаленки из ленты за один ход пресса при совмещении операций вырубки и свертки в одну, в процессе свертки осуществляют вытяжку с утонением, а затем вырубку, используют пуансон лепестковой конфигурации с конусной гладкой рабочей частью или с канусной ступенчатой рабочей частью с определенным соотношением высоты ступенек и толщины ленты, а в качестве матрицы используют матрицу лепестковой конфигурации. В результате уменьшается расход материала, повышается производительность, уменьшается трудоемкость операций. 9 ил.
Способ изготовления наковаленок капсюлей-воспламенителей, включающий совмещение операций вырубки и свертки детали из ленты в одну за один ход пресса с использованием пуансона и матрицы, отличающийся тем, что при изготовлении наковаленок с отношением радиуса к высоте, не превышающем 0,72, сначала выполняют свертку, в процессе которой осуществляют вытяжку с утонением, а затем вырубку, при этом используют пуансон лепестковой конфигурации с конусной гладкой рабочей частью или с конусной ступенчатой рабочей частью с отношением высоты ступенек к толщине ленты, не превышающим 0,45, а в качестве матрицы - матрицу лепестковой конфигурации.
| МАЛОВ А.Н | |||
| Производство патронов стрелкового оружия | |||
| -М.: Гос | |||
| изд | |||
| оборонной промышленности, 1947, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ ДЛЯ ОХОТНИЧЬИХ И СПОРТИВНЫХ РУЖЕЙ | 1996 |
|
RU2094752C1 |
| GB 1112614, 08.05.1968 | |||
| СПОСОБ УБОРКИ И ХРАНЕНИЯ ЗЕРНА УРОЖАЯ В ПРИРОДНОЙ УПАКОВКЕ В КОЛОСЬЯХ | 2003 |
|
RU2270552C2 |

