Изобретение относится к области электротехники, а именно к технологическому оборудованию для изготовления мотков провода.
Известен автомат для изготовления мотков провода, содержащий привод, установленный на приводном валу поворотный корпус, устройство для зачистки изоляции и отрезки провода, намоточный механизм и программное устройство [1] .
Недостатком этого автомата является то, что он изготавливает мотки провода с фиксированной длиной.
В качестве прототипа выбран автомат изготовления мотков провода, построенный по роторному принципу [2]. Этот автомат содержит ротор с установленными на нем группами механизмов, которые за половину оборота ротора осуществляют продольную скрутку мотка, отрезание проводов от мотка, обрабатываемого предыдущей группой механизмов, снятие изоляции с концов отрезанных проводов, подмотку отрезанного конца провода, фиксацию мотка от раскручивания поперечной обмоткой поперечным концом проводов, сброс мотка с ротора, и содержит также две ветви загрузки, состоящая каждая из катушки с запасом провода, механизма рихтовки, направляющие элементы и механизм разделения жил сдвоенного провода, отключаемый при переработке двух одиночных проводов.
Недостаток этого автомата заключается в отсутствии переналадки для изменения длины провода.
Целью изобретения является расширение возможностей автомата по изготовлению мотков провода различной длины.
Указанная цель достигается тем, что в автомате изготовления мотков провода, содержащем ротор с установленными на нем группами механизмов, каждая из которых включает в себя механизм продольной намотки провода, механизм резки провода и снятие изоляции, механизм поперечной намотки провода и механизм сброса мотка провода с ротора, а также две ветви загрузки, каждая из которых включает в себя катушки с запасом провода, механизм рихтовки и механизм разделения жил сдвоенного провода, каждый механизм продольной намотки дополнен коробкой передач, выходной вал которой соединяется с шпинделем мотовила через управляемую от копира шестерню в то время, когда шестерня на выходном валу взаимодействует с сектором планетарной шестерни, а ветви загрузки провода дополнены механизмами демпфирования динамического нагружения провода.
Механизм демпфирования состоит из охваченного витком провода гладкого валика, который вращается от электродвигателя и установлен после устройств рихтовки и разделения жил сдвоенного провода.
Механизм демпфирования дополнен приводом вращения катушки с запасом провода, который включается на время работы механизма продольной намотки.
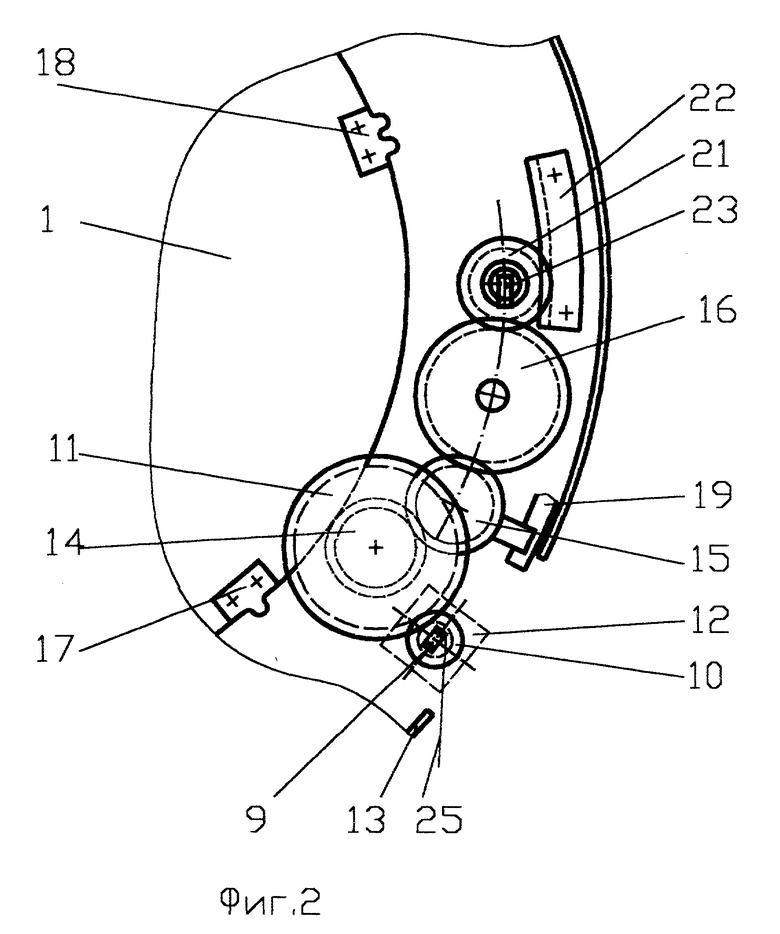
На фиг. 1 показан фрагмент кинематической схемы автомата изготовления мотков провода, состоящий из привода ротора и одной группы механизмов изготовления мотка провода.
На фиг.2 показан фрагмент кинематической схемы механизма продольной намотки. Вид сверху.
Автомат изготовления мотков провода (см. фиг. 1 и фиг. 2) состоит из станины 1, ротора 2, привода 3, набора копиров 4. Группа механизмов состоит из механизма продольной намотки 5, механизма поперечной намотки 6, механизма отрезания привода и снятие изоляции с жил провода 7 и механизма снятия мотка провода с ротора 8. Механизм продольной намотки 5 состоит из шпинделя с мотовилом 9, шестерен 10 и 11, ориентирующего квадрата 12, взаимодействующего с цилиндрическим сектором 13. На одном валу с шестерней 11 распложена шестерня 14, взаимодействующая через шестерню включения 15 с выходом коробки передач 16, а также с сектором 17, устанавливающим мотовило 9 в положение загрузки, и сектором 18, управляющим домоткой отрезанного конца провода.
Шестерня включения 15 управляется от копира 19. На входном валу 20 коробки передач 16 расположена шестерня 21, которая взаимодействует с сектором планетарной шестерни 22.
Выбор конкретной передачи осуществляется скользящей шпонкой 23, расположенной внутри входного вала 20.
Моток провода 24 изображен на фиг. 1 в схвате механизма поперечной намотки 6 перед охватом его механизмом 8 для снятия мотка с ротора.
Провод 25 на ветви загрузки показан на фиг. 2.
Автомат изготовления мотков провода работает следующим образом.
В исходном положении шпиндель 9 опущен. В результате взаимодействия шестерни 14 с сектором 17, имеющим один зуб, шпиндель 9 поворачивается на 90o. На время поворота ориентирующий квадрат 12 сходит с копира 13. В результате прорезь в мотовиле 9 совпадает с проводом 25, удерживаемым предыдущей группой механизмов и проходящим через механизм 7 резки и снятия изоляции. За счет взаимодействия шпинделя 9 с копиром 4 мотовило поднимается и захватывает провод 25. В это время шестерня 15 за счет взаимодействия с копиром 19 опускается и сообщает шпиндель 9 с шестерней 21 через коробку передач 16. Почти одновременно провода перерезаются в механизме 7, шестерня 21 набегает на сектор 22, а ориентирующий квадрат 12 освобождает шпиндель 9. После окончания взаимодействия шестерни 21 с сектором 22 шпиндель 9 совершает заданное выбранной передачей число оборотов. При этом провода начала мотка выдергиваются из механизма 7 и с них снимается изоляция. При повороте ротора 2 следующая группа механизмов вступает в действие и повторяет операции предыдущей группы механизмов. Но первая группа механизмов продолжает выполнять операции по изготовлению мотка провода.
Так, после работы механизма 7 снимается изоляция и с проводов конца мотка. После прохождения сектора 22 копир 19 поднимает шестерню 15 и отключает шпиндель 9 от коробки передач 16.
При дальнейшем повороте ротора 2 шестерня 14 набегает на сектор 18 и на мотовило наматывается часть отрезанных проводов конца мотка.
После этого моток провода 24 схватывается механизмом 6, в котором он вращается, совершая поперечную обмотку, фиксирующую моток провода.
Перед началом вращения механизма 6 шпиндель 9 опускается, освобождаясь от мотка, а к механизму 6 подводится схват механизма 8 сброса мотка провода с ротора. Схват механизма 8 опускается после окончания вращения механизма 6. После чего схват механизма 6 освобождает моток провода 24.
Схват механизма 8 поворачивается и после выноса мотка 25 за пределы ротора 2 сбрасывает моток 25 в тару.
Из вышеизложенного видно, что передаточное отношение между шестерней 21 и шестерней 10 при фиксированной длине сектора планетарной шестерни 22 определяет большую часть длины провода в мотке 24. Применение коробки передач с пятью ступенями позволяет формировать пять типоразмеров мотков провода.
Управляемая от копира 19 шестерня 15 устраняет влияние шестерни 14, взаимодействующей с секторами 17 и 18, при различных передачах на начальные условия взаимодействия зубьев шестерни 21 и зубьев планетарной шестерни 22.
Нарушение начальных условий приводит к разбросу длины провода в мотке и к сбоям в исходной ориентации шпинделя 9.
При работе на передачах, соответствующих большой длине провода, происходит увеличение динамической нагрузки на провода на участке их загрузки в ротор 2.
Для демпфирования нагружения провода после устройств рихтовки и разделения жил сдвоенного провода установлен вращающийся от электродвигателя гладкий валик, охваченный витком провода. При увеличении нагружения провода увеличивается его прижатие к валику и как следствие возрастает подача провода на ротор 2.
Для устранения нагружения проводов из-за инерции катушки с запасом провода ось катушки сообщается с приводом, вращающим катушку при работе механизма продольной намотки 5.
Данный автомат изготовления мотков провода позволяет оперативно перейти к изготовлению другого типоразмера за счет изменения положения скользящей шпонки 23 в механизмах продольной намотки 5.
При переработке сдвоенных проводов потребуется перестановка по меткам конечных выключателей, управляющих механизмами разделения жил провода.
Тот факт, что автомат изготовления мотков провода позволяет работать как с одинарными, так и со сдвоенными проводами и оперативно изменять длину провода в мотке, позволяет говорить о достижении цели изобретения.
Источники информации
1. Авторское свидетельство СССР N 738028 H 02 G 1/12, 1980 г.
2. Прототип: Патент RU N 2084063 C1 H 02 G 1/12 от 6.01.93 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1993 |
|
RU2084063C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 2004 |
|
RU2280302C1 |
| Автомат для изготовления мотков из звонкового провода | 1959 |
|
SU130116A1 |
| Устройство для формирования мотков ленточного материала | 1984 |
|
SU1175843A1 |
| Автомат для изготовления мотков из провода | 1976 |
|
SU738028A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКРОПЛАМЕННЫХ СВЕЧЕЙ | 1994 |
|
RU2120603C1 |
| Автомат для намотки и упаковки тесьмы | 1977 |
|
SU710892A1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ ЗАЖИМ | 1993 |
|
RU2083950C1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1980 |
|
SU868902A1 |
| Автомат для намотки и упаковки тесьмы | 1980 |
|
SU937296A1 |
Изобретение относится к электротехнике, а именно к технологии обработки проводов и кабелей. Предлагается автомат изготовления мотков провода, построенный по роторному принципу. Автомат содержит группы механизмов, осуществляющих продольную и поперечную намотку. Снятие изоляции с концов провода и сброс мотка провода с ротора отличается тем, что с целью изготовления мотков провода различной длины, каждый механизм продольной намотки дополнен коробкой передач, выход которой через управляемую от копира шестерню связан со шпинделем мотовила, а шестерня на входном валу взаимодействует с сектором планетарной шестерни. Технический результат от использования данного изобретения состоит в обеспечении возможности работы автомата как с одинарными, так и со сдвоенными проводами и изменения длины провода в мотке, что расширяет технологические возможности автомата. 2 з.п. ф-лы, 2 ил.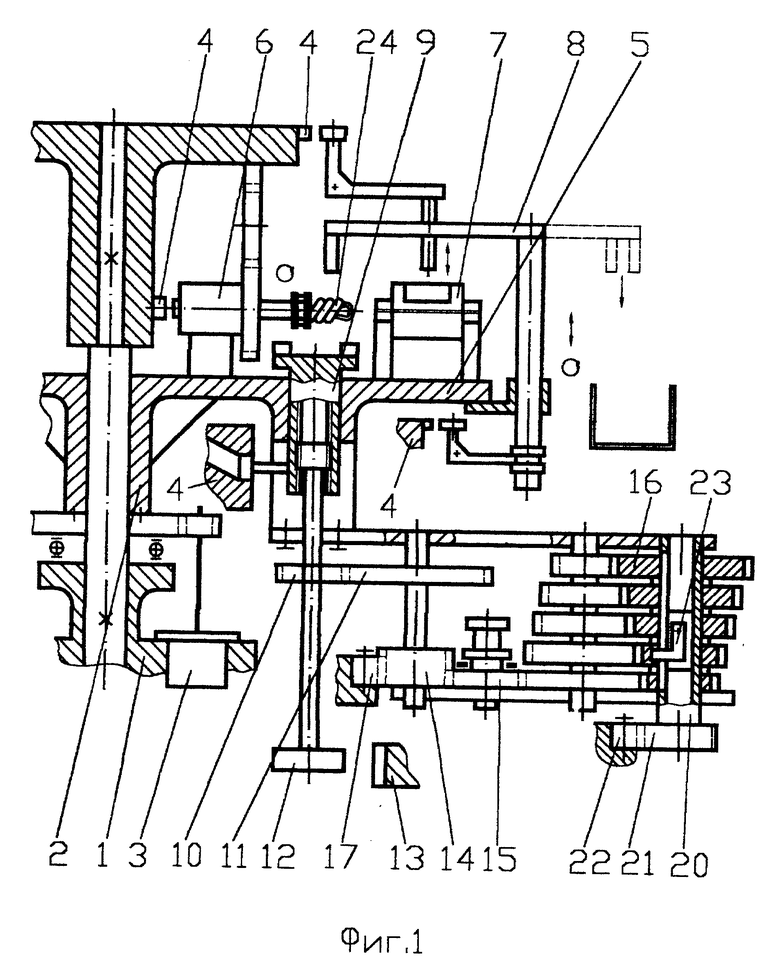
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОТКОВ ПРОВОДА | 1993 |
|
RU2084063C1 |
| Автомат для изготовления мотков из провода | 1976 |
|
SU738028A1 |
| Автомат для отмера, сматывания и резки проводов | 1991 |
|
SU1835576A1 |
| Автомат для изготовления мотков из провода | 1978 |
|
SU863470A2 |
| ЭЛЕКТРОННЫЕ ШАХМАТНЫЕ ЧАСЫ | 2013 |
|
RU2527662C1 |

