Изобретение относится к электротехнике и касается способов изготовления щеток для электрических машин различного назначения.
Известен способ изготовления щеток для электрических машин, который включает подготовку заготовки щеток, сверление в заготовке с торцевой стороны отверстий для установки в них токоведущих проводов, установку в отверстиях проводов и их закрепление (конопатку) с помощью специального подготовленного медного конопаточного порошка на специальном конопаточном станке (см. Бордаченков А.М., Гнездилов Б.В. Коллекторно-щеточный узел тяговых электрических машин локомотивов.- М.: Транспорт, 1974, с. 28-29) - аналог.
Недостатком данного способа является невозможность осуществления крепления токоведущих проводов к мягким щеткам незначительной прочности, так как от действия вибрационных ударов конопаточного стержня тело щетки подвержено разрушению. В связи с невозможностью осуществления плавной регулировки закрепления токоведущего провода разброс получаемых характеристик узла крепления провода (переходное электросопротивление, прочность крепления провода) достаточно велик. Кроме того, для обеспечения необходимой надежности крепления провода отверстия для конопатки должны быть специально обработаны (нарезана резьба, сделан обратный конус или выполнены шероховатыми со специфической нарезкой), что требует применения специального инструмента и оборудования. При этом каждому тангенциальному размеру щетки соответствует строго определенные значения площади сечения токоведущих проводов, что не позволяет регулировать в широких пределах возможность использования щеток, особенно при использовании повышенных электрических нагрузок.
Известен способ изготовления щеток электрических машин, включающий подготовку заготовки щетки, сверление в ней с торцевой стороны отверстия под установку токоведущего провода, сверление с боковой стороны перпендикулярно оси отверстия под установку токоведущего провода дополнительного сквозного отверстия под установку металлической трубки, сверление с двух боковых сторон глухих отверстий под установку металлических шайб, размещение токоведущего провода в отверстии под установку провода, размещение втулки и шайб в предназначенных для них отверстиях, окончательное закрепление токоведущего провода путем развальцовки с двух сторон металлической втулки (см. Лившиц П. С. Справочник по щеткам электрических машин. М.: Энергоатомиздат, 1984, с. 69) - прототип.
Недостатки известного способа заключаются в том, что данный способ крепления токоведущего провода не обеспечивает низких значений переходного электросопротивления между токоведущим проводом и телом щетки. При развальцовке нормируемые значения переходного электросопротивления более чем в 10 раз превышают значения переходного электросопротивления в щетках, где провод закреплен способом конопатки. Это сопровождается дополнительными термическими нагрузками на узел крепления, что приводит к его перегреву, в результате чего происходит интенсивное окисление втулки, шайб и токоведущего провода, и ослаблению узла крепления и к выгоранию щеточного материала в месте соприкосновения с проводом и крепежными деталями. Кроме того, в данном способе изготовления щеток достаточно много используется дефицитных металлических втулок и шайб.
Предложенный способ лишен указанных недостатков.
Отличия предложенного способа изготовления щеток для электрических машин заключается в том, что в способе, включающем подготовку заготовки щетки, сверление в заготовке с торцевой стороны отверстия для установки в нем токоведущего провода, сверление с боковой стороны перпендикулярно оси отверстия под установку токоведущего провода глухого отверстия на глубину, с ним полностью пересекающимся, установку в отверстии токоведущего провода и его закрепление в заготовке, вначале с боковой стороны заготовки выполняют по крайней мере одно глухое отверстие, затем сверлят отверстие под установку токоведущего провода, вставляют в отверстие предварительно изготовленный токоведущий провод путем его закрутки по ходу навивки до упора и образования на конце провода узла, препятствующего его выпаданию из заготовки, заготовку с установленным проводом располагают горизонтально, в глухое отверстие засыпают мелкодисперсный металлический порошок, который затем уплотняют, вновь досыпают порошок до заполнения глухого отверстия и вращающимся пуансоном с усилием 0,5-1,5 кгс окончательно закрепляют порошок и провод в теле щетки, причем диаметр отверстия под установку в нем токоведущего провода выбирают на 0,1-0,2 мм больше диаметра провода, а отношение диаметра отверстия к диаметру провода - в пределах 1,2-3,0.
Сущность предлагаемого способа изготовления щеток для электрических машин иллюстрируется схематически следующим образом (чертеж).
Вначале с боковой стороны заготовки 1 щетки с размерами t, a, r выполняют, по крайней мере, одно глухое отверстие 2 диаметром Dг. Затем сверля отверстие 3 диаметром Dо на глубину A под установку токоведущего провода 4 диаметром Dп. После этого вставляют в отверстие 3 предварительно подготовленный токоведущий провод 4 путем его закрутки по ходу навивки до упора 5 и образования на конце провода 4 узла 6, препятствующего его выпаданию из заготовки 1. Последовательность выполнения отверстий диаметрами Do и Dг можно изменить, т. е. вначале выполнять отверстия Do, и затем отверстия диаметром Dг. Заготовку 1 с установленным проводом 4 располагают горизонтально, в глухое отверстие 2 засыпают мелкодисперсный порошок 7, который затем уплотняют, вновь досыпают порошок 7 до заполнения глухого отверстия 2 и вращающимся пуансоном 8 с усилием P = 0,5-1,5 кгс окончательно закрепляют порошок 7 и провод 4 в заготовке 1 щетки.
Диаметр Do отверстия 3 под установку в нем токоведущего провода 4 выбирают на 0,1-0,2 мм больше диаметра провода 4 (Dп), а отношение диаметра Dг глухого отверстия 2 к диаметру Dг провода - в пределах 1,2-3,0.
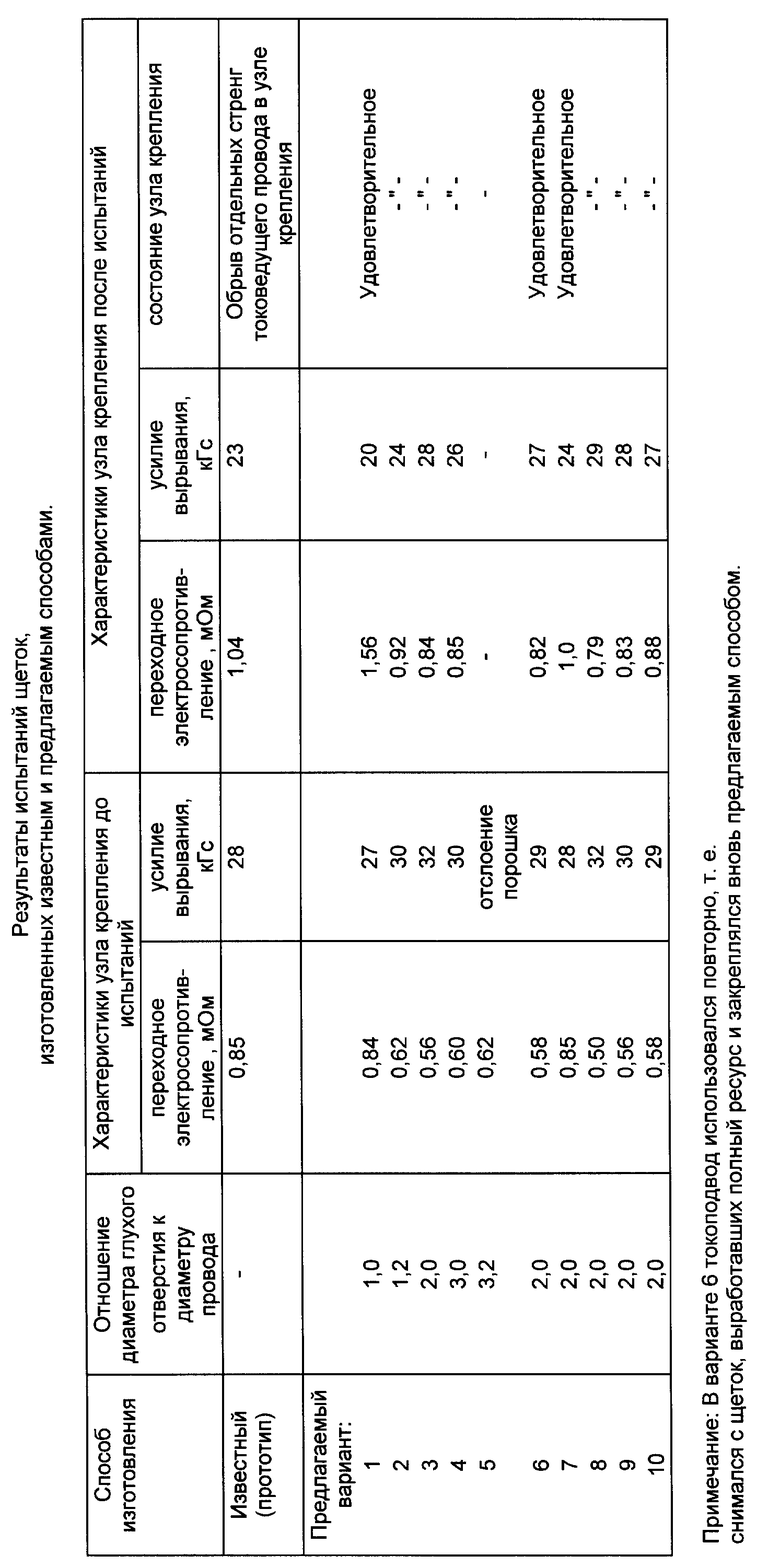
В таблице представлены результаты испытаний щеток по предлагаемому способу при диапазонах усилий P пуансона 8: 6 кгс (пример 7) и 1,5 кгс (пример 8).
При усилиях P менее 0,5 кгс не обеспечивается нормируемое значение усилия вырывания токоведущего провода, при усилии P более 1,5 кгс наблюдаются случаи разрушения материала заготовки 1.
Результаты представленных в таблице испытаний щеток по предлагаемому способу при Do больше Dп на 0,1 мм (пример 9), 0,2 мм (пример 10) показали, что при соотношении менее 0,1 мм затрудняется установка провода 4 в отверстии 3 и его закрутка до упора 5 с образованием узла 6, при соотношении более 0,2 мм при установке заготовки 1 в горизонтальное положение провод 4 выпадает из отверстия 3.
Для щеток малых размеров менее ответственных электрических машин достаточно выполнять одно глухое отверстие на закрепляемый токоведущий провод, для крупных щеток и электрических машин, работающих в условиях повышенных электрических вибрационных и ударных нагрузок, необходимо выполнять по два и более глухих отверстия на каждый закрепляемый токоведующий провод. В необходимых случаях готовый узел крепления токоведущего провода в глухом отверстии проклеить с целью исключения случая его разрушения.
При значениях соотношения диаметра глухого отверстия к диаметру провода, выходящих за указанные пределы, ухудшаются характеристики щеток. При меньших значениях увеличивается переходное электросопротивление и уменьшается усилие выравнивания провода, при больших снижается крепление металлического порошка и он отклеивается от тела щетки в глухом отверстии.
Щетки, изготовленные известным и предлагаемым способами, испытывали на тяговых электродвигателях вагонов метрополитена (см. таблицу).
Как следует из представленных результатов испытаний, использование предлагаемого способа по сравнению с прототипом позволяет реализовать следующие преимущества:
- на 30-50% снижаются значения переходного электросопротивления между токоведущим проводом и щеткой до испытаний и на 13-23% - после испытаний на электрической машине;
- на 3-13% повышается усилие вырывания токоведущего провода из тела щетки до испытания и на 4-20% - после испытаний на электрической машине;
- появляется возможность повторного использования токоподвода щеток, отработавших полный рабочий ресурс;
- не требуется специального оборудования /конопаточных станков/ для закрепления токоведущего провода;
- снижается брак на операции закрепления токоведущего провода в щетке;
- способ позволяет при малых значениях тангенциального размера щеток использовать провода с увеличенным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конопаточный порошок для крепления токоведущего провода к щетке электрических машин | 1980 |
|
SU909734A1 |
| Щетка для электрической машины | 1989 |
|
SU1647718A1 |
| Щетка для электрических машин | 1988 |
|
SU1656617A1 |
| Щетка для электрических машин | 1988 |
|
SU1647717A1 |
| Щетка для электрических машин | 1989 |
|
SU1786576A1 |
| Щеточный узел электрической машины | 1988 |
|
SU1555750A1 |
| Щетка для электрических машин | 1986 |
|
SU1379843A1 |
| ЩЕТКА ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 2010 |
|
RU2416847C1 |
| Щетка для электрической машины | 1986 |
|
SU1427455A1 |
| Способ заделки токоведущегопРОВОдА B ТЕлО щЕТКи | 1979 |
|
SU830602A1 |
Использование: электротехника, в частности электрические машины. Существо изобретения: вначале с боковой стороны заготовки щеток выполняют по крайней мере одно глухое отверстие, затем перпендикулярно ему сверлят отверстие под установку токоведущего провода, вставляют в отверстие предварительно подготовленный токоведущий провод путем его закрутки по ходу навивки до упора и образования на конце узла, препятствующего его выпаданию из заготовки, заготовку с установленным проводом располагают горизонтально, в глухое отверстие засыпают мелкодисперсный металлический порошок, который затем уплотняют, вновь досыпают порошок до заполнения глухого отверстия и вращающимся пуансоном с усилием 0,5 - 1,5 кгс окончательно закрепляют порошок и провод в теле щетки, причем диаметр отверстия под установку в нем токоведущего провода выбирают на 0,1 - 0,2 мм больше диаметра провода, а отношение диаметра глухого отверстия к диаметру провода - в пределах 1,2 - 3,0. К преимуществам щетки, изготовленной данным способом, относится снижение значения переходного сопротивления, использование провода с увеличенным сечением. 1 ил. 1 табл.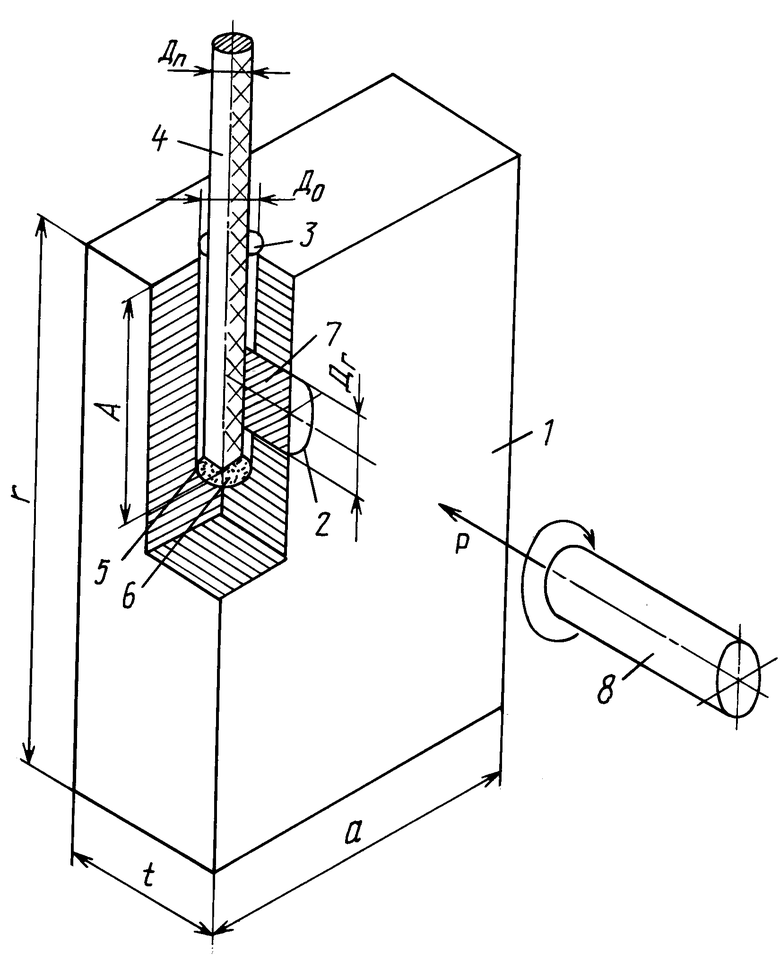
Способ изготовления щеток для электрических машин, включающий подготовку заготовки щетки, сверление в заготовке с торцевой стороны отверстия для установки в нем токоведущего провода, сверление с боковой стороны перпендикулярно оси отверстия под установку токоведущего провода глухого отверстия на глубину, с ним полностью пересекающимся, установку в отверстии токоведущего провода и его закрепление в заготовке, отличающийся тем, что вначале с боковой стороны заготовки выполняют по крайней мере одно глухое отверстие, затем сверлят отверстие под установку токоведущего провода, вставляют в отверстие предварительно подготовленный токоведущий провод путем его закрутки по ходу навивки до упора и образования на конце провода узла, препятствующего его выпаданию из заготовки, заготовку с установленным проводом располагают горизонтально, в глухое отверстие засыпают мелкодисперсный металлический порошок, который затем уплотняют, вновь досыпают порошок до заполнения глухого отверстия и вращающимся пуансоном с усилием 0,5 - 1,5 кгс окончательно закрепляют порошок и провод в теле щетки, причем диаметр отверстия под установку в нем токоведущего провода выбирают на 0,1 - 0,2 мм больше диаметра провода, а отношение диаметра глухого отверстия к диаметру провода - в пределах 1,2 - 3,0.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бордаченков А.М., Гнездилов Б.В | |||
| Коллекторно-щеточный узел тяговых электрических машин локомотивов | |||
| - М.: Транспорт, 1974, с.28-29 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Лившиц П.С | |||
| Справочник по щеткам для электрических машин | |||
| - М.: Энергоатомиздат, 1984, с.69. | |||
