Изобретение относится к способам получения металлополимерных конструкционных материалов, используемых преимущественно для изготовления корпусов летательных аппаратов.
Известны способы получения металлополимерного конструкционного материала путем нанесения электродуговой металлизацией покрытия на полимерную основу после удаления поверхностного слоя последней, причем регулирование температуры металла и давления подаваемого к дуге газа производят таким образом, чтобы в поверхностном слое образовывались металлополимерные молекулы /патент Российской Федерации N 2020777, МПК C 23 C 14/24, 1994 г./.
Недостатком известного способа является невозможность обеспечить достаточно надежную адгезию покрытия и основы.
Этот недостаток изобретения устранен тем, что в способе получения металлополимерного конструкционного материала путем нанесения электродуговой металлизацией покрытия на полимерную основу после удаления поверхностного слоя последней, включающей регулирование температуры металла и давления подаваемого к электрической дуге газа для образования в поверхностном слое металлополимерных молекул, в качестве основы используют многослойную ткань с синтетическим наполнителем, удаление поверхностного слоя производят путем механического сжатия верхнего слоя ткани, а для покрытия применяют деформируемый алюминиевый сплав. Кроме того, путем регулирования тока дуги поддерживают температуру частиц металла в момент контакта с основой в диапазоне /1,6 - 1,8/ температуры его плавления, а путем регулирования давления подаваемого к дуге газа размеры частиц устанавливают таким образом, чтобы время их остывания до затвердевания превышало время образования полимерных молекул.
Пример реализации способа.
Предлагаемый способ был реализован при нанесении покрытий на элементы обшивки вертолета Ка-62 и самолета СУ-84, а также на лопасти винтов самолета ИЛ-114.
В том и другом случае в качестве материала основы использовались многослойные органические тканевые материалы с синтетическим отверждающим наполнителем. На основе технико-экономического анализа базовой была выбрана технология электродуговой металлизации из проволочных материалов.
Для напыления использовалась проволока СВА-5 ⊘ 1,2 - 1,4 мм, которая распылялась на серийной установке КДМ-3 сжатым воздухом 13-го класса, подаваемым от компрессора с давлением (5,5 - 6,0) • 105 Па через масло-влагоотделитель с расходом от 0,8 до 1,2 м3/час. Сила тока дуги электродугового металлизатора ЭМ-1414 изменялась от 80 А до 150 А. Основной задачей являлся подбор режимов напыления и технологии подготовки поверхности перед напылением, при которых в поверхностных слоях материала основы на границе с покрытием образуются металлополимерные молекулы. Образование металлополимерных молекул характеризуется увеличением адгезионной прочности в 1,5 - 1,7 раза и регистрируется растровой электронной микроскопией.
Адгезионная прочность определялась по стандартной штифтовой методике.
Как известно перед нанесением покрытия поверхность основы необходимо очистить от загрязнений и активировать. Сравнение различных способов активации поверхности показало следующее: при абразивоструйной подготовке частицы абразива повреждают волокна тканевой основы, а активация носит случайной характер по поверхности, соответствующей случайному распределению части абразива в струе абразивоструйного агрегата; при химическом травлении реальных изделий большие поверхности летательных аппаратов делают крайне дорогостоящими очистные сооружения, а саму технологию нереальной в производстве; в плазмохимических методах подготовки поверхности, кроме крайне высокой стоимости в условиях реальных производств, активация зависит от энергии плазменного пучка и редко достигает максимально возможных значений; максимально возможная активация поверхности реализуется в тех случаях, когда в соответствии с эффектом Ребиндера образуется новая поверхность. Это происходит, например, при растрескивании или механическом разрыве материала на поверхности разрыва.
В силу вышеизложенного для обеспечения максимальной активации поверхности использовался метод механического удаления поверхностного слоя многослойного клеенного органического тканевого материала после затвердевания наполнителя при полимеризации.
Испытания покрытий проводились на образцах в условиях воздействия виброперегрузок и экстремальных климатических факторов.
Испытаниям подвергались образцы листового полимерного композиционного материала (основа - ткань СВМ, связующее - 5-211БН), используемого в конструкции обшивок Ка - 62, размером 300 x 300 мм со следующими типами металлических покрытий: вакуумное напыление технически чистым алюминием марки АД1 слоем толщиной 2...3 мкм - 3 образца; электродуговое проволочное напыление деформируемым алюминиевым сплавом марки АД1 слоем толщиной около 300 мкм по настоящему изобретению - 6 образцов; дуговое напыление технически чистым цинком слоем толщиной около 300 мкм - 1 образец.
Поверх металлического покрытия наносились два слоя грунта АК-070. Затем наносился один слой эмали ЭП-140. На образцах с напылением алюминия дуговым способом после отверждения первого слоя эмали поверхность выравнивалась вручную наждачной бумагой для срезания наиболее высоких бугорков металла до появления отдельных точек с металлическим блеском (до 5% поверхности). После чего наносился еще один - последний - слой эмали ЭП-140. На других образцах два слоя эмали наносились без промежуточной зачистки. Визуально шероховатость поверхности всех образцов оценивается такой же, как у изделий из полимерного композита, покрытого эмалью по типовой схеме.
Половина поверхности образца с цинковым металлическим напылением была покрыта двумя слоями эмали (без промежуточной зачистки), другая половина осталась покрытой лишь двумя слоями грунта.
Кроме того, по одному образцу с напылением алюминия дуговым способом и с напылением алюминия вакуумным способом испытывались без ЛКП.
Для измерения электропроводности образцов до нанесения ЛКП на каждом было сделано по четыре контактные точки различного вида: заклепки из алюминиевого сплава АМЦ без покрытия с контактом закладной головки непосредственно с напыленным металлическим слоем (со стороны замыкающей головки подкладывалась металлическая пластина), расстояние между заклепками около 200 мм; стальные кадмированные винты с прокладкой металлических пластинок площадью 4...8 квадратным сантиметров из нержавеющей стали 12Х18H10T и титана ОТ4-0 между головкой винта и напыленным металлическим слоем, а также без каких-либо прокладок с примыканием головки винта непосредственно к слою металлизации. Расстояние между винтами около 200 мм.
Образцы были собраны в два пакета на четырех стальных шпильках каждый с зазором около 20 мм между пластинами. Между образцами с алюминиевым напыленным слоем и распорными дюралюминиевыми втулками были проложены стандартные стальные оцинкованные шайбы, образец с цинковым напыленным слоем зажимался между дюралюминиевыми втулками без шайб. Для придания пакетам жесткости снаружи на шпильках с таким же зазором были закреплены дюралюминиевые панели толщиной 8 мм.
В понедельник в течение 2 ч в камере устанавливался режим повышенной влажности (температура (+60 ± 3)oC и относительная влажность воздуха 100%). После выхода на режим образцы обрызгивались соляным раствором с концентрацией поваренной соли 33...38 г/л, помещались в камеру в горизонтальном положении и выдерживались в заданных условиях до конца рабочего дня. Затем в нерабочее время происходило остывание вместе с камерой до температуры (+41... +43)oC. В зависимости от продолжительности рабочей недели выполнялось подряд от 1 до 3 циклов-суток воздействия повышенной влажности воздуха.
В четверг камера готовилась к выполнению режима охлаждения - производилась сушка камеры и охлаждение ее до комнатной температуры. Образцы в это время выдерживались в закрытом полиэтиленовом пакете, снабженном ванной с водой.
В пятницу камера включалась в режим охлаждения, по достижении температуры - 20oC в нее помещались влажные образцы и далее охлаждались вместе с камерой до температуры (-60 ± 3)oC. После выдержки в течение 0,5 часа образцы переносились в камеру с температурой (+80 ± 3)oC и выдерживались до получения в середине пакета температуры +80oC. Далее образцы вынимались из камеры тепла, охлаждались до комнатной температуры, опрыскивались соляным раствором указанной выше концентрации и вновь помещались в камеру холода. Количество выполняемых подряд термоударов соответствовало количеству выполненных в начале недели циклов-суток воздействия повышенной влажности. После последнего на текущей неделе термоудара образцы обмывались пресной водой для удаления соли и оставались в нормальных климатических условиях до понедельника.
Режим повышенной влажности воздуха ϕ = 95...100% при температуре (+60 ± 3)oC создавался в термобарокамере TBV-2000 путем подачи в нее пара от специально изготовленного парогенератора. Собственные воздушные ТЭНы TBV-2000 при этом были выключены, а ТЭНы парогенератора были подключены к системе терморегулирования камеры. Благодаря такому способу создания режима гарантировалась относительная влажность воздуха, равная 100%, и отпадала необходимость контроля и регулирования уровня влажности.
Режим пониженной температуры воздуха (-60 ± 3)oC создавался в той же термобарокамере TBV-2000, используемой штатно. Для обеспечения нормальной работы системы охлаждения после окончания режима повышенной влажности воздуха выполнялась сушка камеры и охлаждение ее до комнатной температуры.
Режим повышенной температуры воздуха (+80 ± 3)oC создавался в небольшой (рабочим объемом 0,65 x 0,44 x 0,28 м), специально изготовленной из листового пенопласта камере, оборудованной электронагревателем и вентилятором. Заданная температура воздуха поддерживалась вручную.
Температура воздуха во всех случаях контролировалась цифровыми термометрами типа А 565.
Для опрыскивания образцов соляным раствором использовался опрыскиватель Г-3-0,5 "Росинка".
После выполнения термоударов и последующей выдержки образцов в течение двух дней в нормальных климатических условиях производился внешний осмотр без разборки пакета.
Тщательный внешний осмотр с использованием МИКРОСКОПА СТЕРЕОСКОПИЧЕСКОГО МБС-10 (максимальное увеличение x 100,8) и измерение электрического сопротивления между контрольными точками с помощью цифрового МОСТ-RLCG-ВОЛЬТМЕТРА ВМ-559 выполнялись трижды: перед началом испытаний, после этапа вибрационных испытаний 2-го комплекта образцов и 9-ти циклов климатических испытаний 1-го комплекта образцов и, наконец, после окончания всех видов испытаний (предварительно образцы были выдержаны 5 суток в нормальных климатических условиях).
За период испытаний основные образцы выдержали по 20 циклов климатического воздействия и около 10.000.000 циклов воздействия виброперегрузок с амплитудой от 5,2 g (внизу пакета) до 9,7 g ( в верхней части пакета) в направлении, перпендикулярном плоскости образцов.
Образцы без ЛКП не подвергались вибрационным испытаниям и таким образом перенесли по 29 циклов климатических воздействий.
Напыленный металлический слой (далее в тексте НМС) при 100-кратном увеличении представляется довольно рыхлым и пористым. Схематично в нем можно обнаружить мелкую структуру (с поперечником зерен порядка 0,01 мм) и крупную структуру (с поперечником частиц порядка 0,1...0,15 мм) из сплавившихся зерен мелкой структуры. Два слоя грунта заполняют впадины лишь мелкой структуры, под двумя слоями эмали почти совершенно исчезает и крупная структура; заметна лишь общая неровность поверхности и отдельные особо высокие бугорки. Лакокрасочное покрытие составляет с НМС единое целое и при механическом воздействии (царапании) отделяется от основы с металлом.
20 циклов климатического воздействия на незащищенный лакокрасочным покрытием НМС визуально привели лишь к потемнению последнего. При микроскопическом исследовании обнаружилось, что зерна металла покрыты сплошным белым налетом, под которым и скрывается металлический блеск.
На свободной поверхности образца с защитой НМС лакокрасочным покрытием, а также в районе царапин, нанесенных на покрытие до начала испытаний, нарушений прочности покрытия осыпания, отслаивания или вздутия не обнаружено. Качественная оценка адгезии металлического покрытия к основе и ЛКП к металлическому покрытию методом сетчатых надрезов и ухудшения адгезии не выявлено.
Наиболее стойкими к вибрационным и климатическим воздействиям оказались образцы с дуговым напылением алюминия. Адгезия и высокая проводимость напыленного металлического слоя сохраняются даже без защиты лакокрасочным покрытием. Полный объем вибрационных и климатических воздействий, предусмотренных программами, не ухудшил адгезии лакокрасочного покрытия к напыленному металлическому слою и адгезии последнего к основе.
Образцы с дуговым напылением алюминия по электропроводности и стойкости электрического контакта оказались существенно лучше образцов с вакуумным напылением алюминия.
Увеличение вдвое продолжительности (числа циклов) климатического воздействия не изменило качественную оценку адгезии металлического напыленого слоя и лакокрасочного покрытия на свободной поверхности образцов.
Эти же образцы подвергались испытаниям на возможность защитить основу от воздействия молнии.
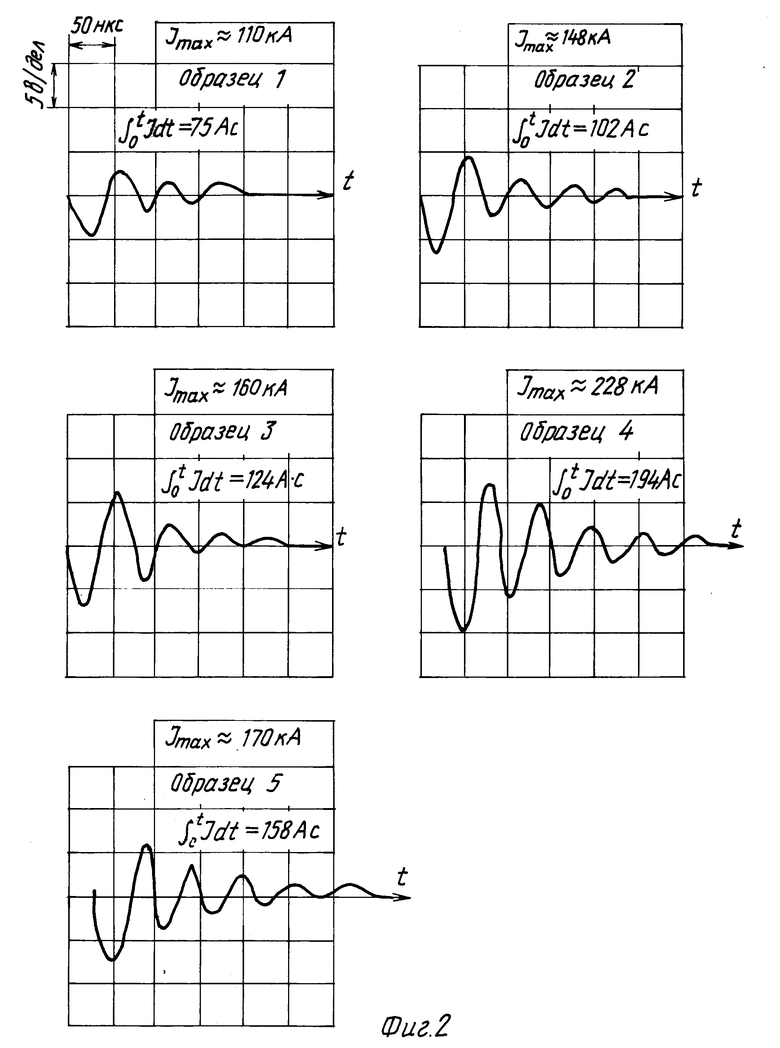
Объектом испытаний являются образцы металлических покрытий элемента конструкции (фиг. 1) и наружных обшивок полимерных композиционных материалов (ПКМ).
Размеры образцов ≈ 600 • 400 мм
Общее количество образцов 5
1 - ткань СВМ 1 слой, 2 - лента угольная 1 слой, 3 - соты ПСП, 4 - покрытие - напыленный алюминий толщиной δ ≈ 0,01 мм (≈ 25 г/м2).
Фиг. 1. Схема размещения слоев в сечении образца (элемента конструкции).
Образец N 2. Ткань СВМ на связующем 5-211 2 слоя, с сеткой СВС в наружном слое приформованной поверхности.
Образец N 3. Ткань СВМ на связующем 5-211 3 слоя. На одну сторону нанесен напыленный алюминий из расчета 5...7 г/м2 (толщина покрытия 0,005... 0,007) сплошной пленкой. Искусственно нанесена сетка рисок, имитирующая эксплуатационные повреждения и абразивный износ обшивок.
Образец N 4. Ткань СВМ на связующем 5-211 3 слоя. На одну сторону наклеена фольга АМГ-2 0,006 мм на клее холодного отверждения.
Образец N 5. Ткань СВМ на связующем 5-211 3 слоя. На одну сторону нанесен напыленный алюминий из расчета 5...7 г/м2 (толщина покрытия 0,005... 0,007) сплошной пленкой.
Методика испытаний стойкости металлических покрытий образцов заключается в пропускании по покрытию тока, соответствующего по величине и временным значениям, нормированным характеристикам разряда молнии по ОСТ 100820-76 и МУ-17287.
Образец N 1. Покрытие повреждено сеткой видимых трещин и выгорело отдельными пятнами, хаотично разбросанными по образцу, диметром до 5 мм. Выгоревшие пятна более или менее равномерно разбросаны по образцу и их общая площадь не превышает 0,001 образца. Адгезия оставшейся части покрытия к основному материалу не изменилась. Расслоения образца и механических повреждений не обнаружено.
Образец 2, 3, 4, 5. Покрытие выгорело на 2/3...4/5 площади образца. Расслоения образов, серьезных механических повреждений, существенно снижающих несущую способность, не обнаружено. Адгезия оставшейся части покрытия к основному материалу сохранилась на том же уровне, кроме образца N 4, на котором имеются отслаивание и вспучивание фольги.
Формы токов разряда для разных образцов с амплитудными и временными характеристиками даны на осциллограммах фиг. 2.
Покрытие, полученное напылением алюминия толщиной ≈ 0,01 мм (нанесение алюминия ≈ 25 г/м2), практически полностью сохранилось на всей поверхности образца без нарушения адгезии к основному материалу и может воспринять повторное воздействие молнии, что следует из результатов испытаний образца N 3.
Остальные покрытия (фольга, напыление алюминия толщиной 0,005...0,007 мм, наклеивание сетки СВС) обеспечивают разовую защиту от воздействия молнии, т.к. покрытия выгорают на 2/3...3/4 поверхности образцов.
Представленные результаты испытаний показывают, что образование металлополимерного конструкционного материала в процессе нанесения покрытия резко улучшает защиту летательного аппарата от воздействия атмосферного электричества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1996 |
|
RU2103412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1996 |
|
RU2109843C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ С НИЗКОЙ ПОВЕРХНОСТНОЙ ЭНЕРГИЕЙ ПРОТИВ БИООБРАСТАНИЯ | 2020 |
|
RU2760600C1 |
| ТЕПЛОГЕНЕРАТОР ДЛЯ МОНГОЛЬФЬЕРА | 1996 |
|
RU2093416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2097194C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОПТИКО-ФИЗИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТОВ | 1997 |
|
RU2107281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОГО НОСИТЕЛЯ | 1997 |
|
RU2104592C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2021 |
|
RU2789355C1 |
| ТЕПЛОГЕНЕРАТОР ДЛЯ МОНГОЛЬФЬЕРА | 1996 |
|
RU2093415C1 |
Изобретение относится к способам получения металлополимерного конструкционного материала, преимущественно для летательных аппаратов. Способ включает нанесение электрудуговой металлизацией покрытия на полимерную основу после удаления поверхностного слоя последней при регулировании температуры металла и давления подаваемого к электрической дуге газа для образования в поверхностном слое металлополимерных молекул, при этом в качестве основы используют многослойную ткань с синтетическим наполнителем, удаление поверхностного слоя производят путем механического снятия верхнего слоя ткани, а для покрытия применяют алюминиевый сплав. Способ позволяет повысить адгезию покрытия и основы. 1 з.п.ф-лы, 2 ил.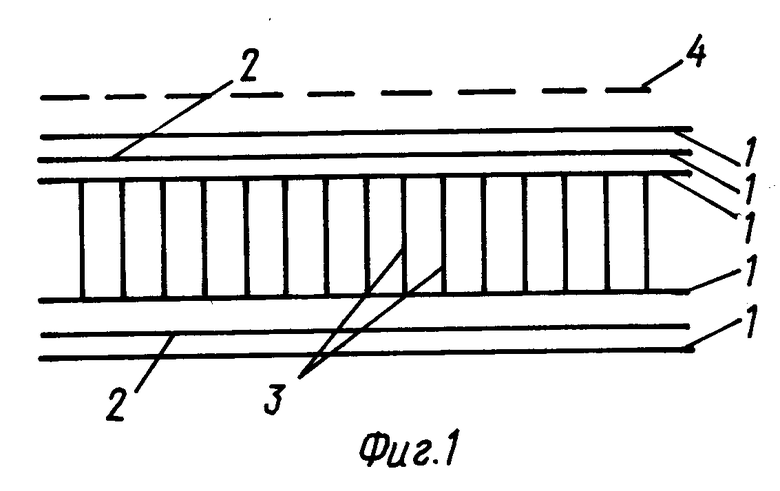
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ ФТОРОПЛАСТА | 1991 |
|
RU2020777C1 |
