I1 Изобрегевие относится к обработке метаппов давпением, а именно к бвэотхоа ной резке проката сдвигом, и может быт испопьзовано в заготовительных цехах метаппургических и машиностроительных предприятий. Известен способ резки проката, при котором к зажатоИу в неподвижном ноже прокату прикладывают поперечную сдвига емую нагрузку подвижным ножом, а осевой зазор между ножом сохраняют постоянным за счет прижатия подвижно1х ножа к неподвижному til Недостатком данного способа явпяется сравнительно невысокое качество заготовок нэ-за того, что в процессе резки с уменьшением величины перемьпжи метапла между режущими кромками ножей осевой зазор между ножами остается постоянным. Известен способ резки сортового проката, при котором прокат прижимают к неподвижному ножу и разрезают подвижHiiiM НОЖСЖ1, уменьшая при резке зазор между ножами . Недостатком известного способа и№пяется низкое качество получаемых заготовок. Цепь изобретения - повышение качества заготовок. Указанная цепь достигается тем, что согласно способу р«зки претушествепно сортового проката на заготовки, при ко18тором прокат прижимают к неподвижному ножу и разрезают подвюкш 1М ножом, уменьшая при резке зазор между ножами, зазор ножами уменьиюют пропорционально изменению топишны .разрезаемого проката в течение всего процесса резки. На чертеже изображен процесс разделения . щэоката. Прокат 1 устанавливают в неподвижном ноже 2 до упора 3 и зажимают прижимом 4 с усилием . Затем подвижнь1М ножом 5 к прокату 1 прикладывают поперечную сдвигающую нагрузку Р . Подвижный нож 5 перемещается вниз и смещается в сторону неподвижного ножа 2 с уменьшением осевого зазора Z между ножами за счет скольжения по клино вой направляющей 6, регулируемой, например, с помощью винта 7. Происходит разделение проката. Причем относительный осевой зазор -т ( h - величина перемычки металла между режущими кромками ножей) между ножами в процессе резки остается постоянным и равным оптимальному, благодаря чему в прокате сужается зона распрострашния трещин скалывания, идущих от режущих кромок ножей, и, следовательно, улучшается качество заготовок. По сравнению с прототипом предлагаемый способ позволяет повысить качество заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ГОРЯЧЕГО ПРОКАТА | 1997 |
|
RU2121414C1 |
| Способ резки сдвигом коротких заготовок на мерные части | 1975 |
|
SU747629A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Ножницы для резки проката | 1981 |
|
SU996109A1 |
| Устройство для разделения сдвигом сортового проката | 1987 |
|
SU1648645A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Способ разделения сортового проката на заготовки | 1983 |
|
SU1159731A1 |
| Способ резки круглого проката | 1980 |
|
SU887086A1 |
| Устройство для разделения сортового проката и полос кручением | 1985 |
|
SU1402409A1 |
СПОСОБ РЕЗКИ ПРЕИМУЩЕСТВЕННО СЮРТОВОХ) ПРОКАТА НА ЗАГОТОВКИ, при котором прокат прижимают к неподвижному ножу и разрезают подвижным ножс(, уменьшая при резке зазор между ножами, о т п и ч а ю щ и и с я тем, что, с цепью повышения качества попучаемых заготовок, зазор между ножами уменьшают пропорционально изменению тогшины разрезаемого проката в течение всего процесса резки. ел эо 00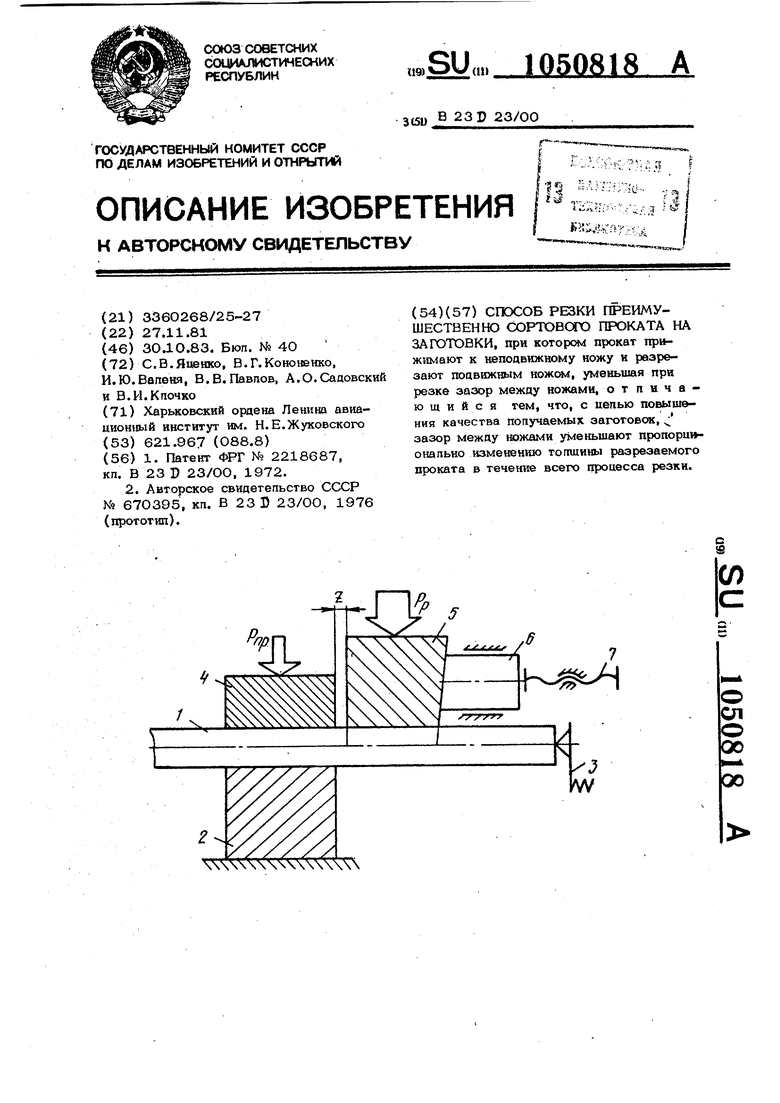
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ИНФИЛЬТРАЦИИ ТАЛЫХ ВОД В ПОЧВУ | 2002 |
|
RU2218687C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ резки сортового проката | 1976 |
|
SU670395A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
