Изобретение относится к технике добычи нефти, в частности к погружным штанговым насосам, и может быть использовано в добыче нефти и нефтяных жидкостей из скважин.
Известен способ изготовления плунжера погружного штангового насоса, включающий изготовление полого стержня из конструкционной стали, нанесение твердого износостойкого хромового покрытия с последующей механической обработкой поверхности на заданный размер. (См. каталог "Скважинные штанговые насосы для добычи нефти" ЦИНТИхимнефтемаш.- М.: 1988, с. 31).
Недостатком известного способа изготовления плунжера является то, что процесс хромирования является экологически вредным производством и связано с необходимостью специальных сооружений по утилизации отходов. Кроме того, данный процесс трудоемкий по времени, энергоемкий, а хромовое покрытие не обладает достаточной износостойкостью, что ограничивает ресурс работы насоса.
Известен способ изготовления плунжера погружного штангового насоса, включающий изготовление полого стержня из конструкционной стали, нанесение на его поверхность износостойкого покрытия последующим оплавлением и механической обработкой поверхности плунжера на заданный размер (см. каталог "Скважинные штанговые насосы для добычи нефти", ЦИНТИхимнефтемаш.- М.: 1988, с. 31).
Этот способ, как наиболее близкий по технической сущности и сходству применяемых приемов при изготовлении с заявляемым, взят авторами за прототип.
Недостатком данного способа является то, что после оплавления износостойкого покрытия наружная поверхность плунжера трудно поддается механической обработке и осуществляется только шлифованием специальными кругами. В процессе оплавления на поверхности плунжера образуются наплывы и большие диаметральные перепады, которые на операции шлифования необходимо выровнять, что влечет за собой большую трудоемкость.
Кроме того, в процессе оплавления под воздействием высоких температур плунжер изгибается и привносятся внутренние напряжения, которые в процессе шлифования перераспределяются и приводят к искривлению плунжера.
Задачей разработки предлагаемого способа изготовления плунжера погружного штангового насоса является получение технического результата, заключающегося в получении плунжера из конструкционной стали с твердым износостойким покрытием и малыми затратами по трудоемкости.
Указанный технический результат достигается тем, что согласно предложенному способу на полый стержень из конструкционной стали наносят слой покрытия из азотируемого материала, например стали 38x2 МЮА, после чего производят механическую обработку плунжера на заданный размер, а для обеспечения твердости и износостойкости нанесенного покрытия после механической обработки осуществляют поверхностное упрочнение плунжера посредством азотирования.
Такое техническое решение позволяет:
- исключить экологически вредную операцию - хромирование;
- снизить стоимость операции покрытия;
- снизить стоимость материала покрытия;
- снизить трудоемкость механической обработки покрытия на заданный размер, т.к. обработку напыленного слоя производят в сыром виде при низкой твердости, при этом обработку производят сразу на окончательный размер, т.к. при азотировании геометрические параметры и чистота поверхности плунжера не изменяются;
- исключить внесение внутренних напряжений в корпус плунжера т.к. напыление покрытия производят при ≤ 200oC, в то время когда оплавление производят при 1100oC;
- повысить износостойкость плунжера за счет образования на поверхности нитридной зоны в процессе азотирования с твердостью HV = 850-1050;
- повысить коррозионную стойкость плунжеров при содержании агрессивных сред в откачиваемых жидкостях за счет внесения лигирующих добавок в состав наносимого покрытия.
На чертеже изображен общий вид напыленного и обработанного под азотирование плунжера.
Полый стержень 1 изготавливают из конструкционной или низкоуглеродистой стали, диаметр которой определяется по формуле
d = D - (2t + Δt),
где d - диаметр полого стержня под напыление, мм;
D - заданный диаметр плунжера, мм;
t = 0,3 ... 0,35 - толщина напыленного слоя после окончательной механической обработки под азотирование, мм;
Δt - припуск под механическую обработку до удаления дефектного слоя и получения заданной точности плунжера.
После обработки стержня на диаметр d, на стержень 1 наносят износостойкий слой покрытия 2 в виде порошка из изотируемого материала, например, стали марки 38x2 МЮА или другой стали с коррозионно стойкими присадками и производят последующую обработку плунжера на заданный размер D, обеспечивая все геометрические параметры и требования, предъявляемые к плунжеру. После механической обработки и приемки ОТК, плунжер отправляют на операцию азотирования для обеспечения твердости и износостойкости напыленному покрытию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЙНЕРОВ | 1996 |
|
RU2095179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЙНЕРОВ И ЛЕЙНЕР, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2000 |
|
RU2171163C1 |
| ПРОТЕКТОРНАЯ ЗАЩИТА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 2005 |
|
RU2302480C2 |
| КОРПУС ЭЛЕМЕНТА ПОГРУЖНОЙ УСТАНОВКИ ДЛЯ ДОБЫЧИ НЕФТИ | 2005 |
|
RU2293171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ ТИПА ТРУБ ИЗ СТАЛИ И БИМЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ УКАЗАННЫМ СПОСОБОМ | 2022 |
|
RU2787873C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБИННОГО ШТАНГОВОГО НАСОСА ДЛЯ НЕФТЕДОБЫЧИ | 1994 |
|
RU2083872C1 |
| СКВАЖИННАЯ НАСОСНАЯ УСТАНОВКА | 1995 |
|
RU2098665C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2094484C1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРОВ ПЛУНЖЕРНЫХ НАСОСОВ | 1994 |
|
RU2078630C1 |
Область применения: в погружных штанговых насосах для добычи нефти и нефтяных жидкостей из скважин. Технический результат: получение плунжера с твердым износостойким покрытием при малых затратах и трудоемкости. Сущность изобретения: на полый стержень из конструкционной стали наносят слой покрытия из азотируемого материала, например стали 38Х 2МЮА. После чего производят механическую обработку плунжера на заданный размер. Для обеспечения твердости и износостойкости нанесенного покрытия после механической обработки осуществляют поверхностное упрочнение плунжера посредством азотирования. 1 ил.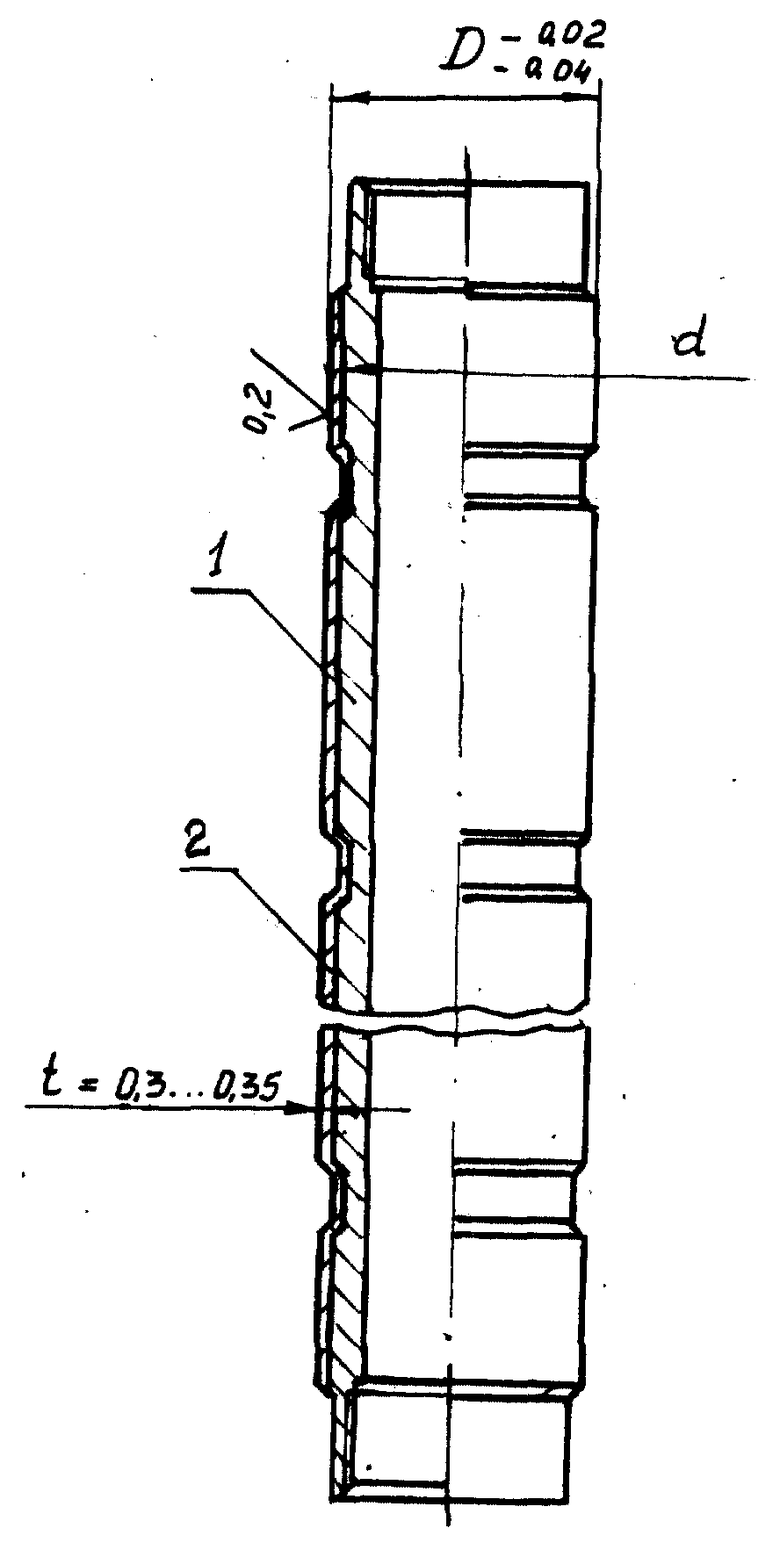
Способ изготовления плунжеров погружных штанговых насосов, включающий изготовление полого стержня из конструкционной стали, нанесение на его поверхность износостойкого покрытия с последующим упрочнением и механическую обработку поверхности плунжера на заданный размер, отличающийся тем, что на полый стержень наносят слой покрытия из азотируемого материала, после чего производят механическую обработку неупрочненной поверхности плунжера на заданный размер, а для обеспечения твердости и износостойкости нанесенного покрытия после механической обработки осуществляют поверхностное упрочнение плунжера посредством азотирования.
| Скважинные штанговые насосы для добычи нефти | |||
| Каталог | |||
| - М.: ЦИНТИхимнефтемаш, 1988, с.31 | |||
| СКВАЖИННАЯ ШТАНГОВАЯ НАСОСНАЯ УСТАНОВКА | 1991 |
|
RU2022171C1 |
| RU 2059886 C1, 10.05.96 | |||
| БУРИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ БУРЕНИЯ СВЕРХГЛУБОКИХ СКВАЖИН | 1995 |
|
RU2092672C1 |
| Способ получения производных ферроцена | 1959 |
|
SU129018A1 |
