Изобретение относится к обработке металлов давлением и может быть использовано при конструировании матриц для холодной или полугорячей штамповки.
Известна матрица для холодной или полугорячей штамповки, состоящая из вставки, промежуточной разрезной втулки и корпуса (Заявка Германии N 3001671, кл. B 21 J 13/02, 1981 г.).
Недостатком известной конструкции является то, что наружная поверхность промежуточной втулки выполнена цилиндрической и при запрессовке образует задиры на корпусе.
Наиболее близким техническим решением является матрица для холодной объемной или полугорячей штамповки, состоящая из вставок, промежуточной разрезной втулки, выполненной с конической наружной и цилиндрической внутренней поверхностями, и корпуса (Патент РФ N 2074044, кл. B 21 J 13/02, 1997).
Данная конструкция имеет следующие недостатки:
1) разрезная втулка состоит из двух частей, которые между собой ничем не скреплены, и каждая из этих частей изготавливается из отдельных заготовок ввиду того, что между двумя половинками втулки нет зазора;
2) при запрессовке в корпус втулка поглощает на себя часть предназначенного для сжатия вставок натяга из-за своей жесткости, вызванной отсутствием зазора между половинками втулки;
3) при многократном использовании корпусов и промежуточных втулок, состоящих из двух половинок, происходит перепутывание половинок разрезных втулок одних матриц с половинками разрезных втулок других матриц.
Технический результат, достигаемый изобретением, состоит в уменьшении расхода дорогостоящего инструментального материала, идущего на изготовление разрезной втулки, в создании условий для полной передачи натяга на вставки и в удобстве конструкции втулки при многократном ее использовании совместно с корпусом.
Это достигается тем, что в матрице для холодной объемной или полугорячей штамповки, состоящей из вставок, промежуточной конической разрезной втулки и корпуса, промежуточная коническая разрезная втулка имеет вдоль образующей три паза, один из которых сквозной по глубине, а два других прорезаны таким образом, что вдоль цилиндрического отверстия остается перемычка толщиной 1,6 oC 2,0 мм в каждом пазу.
Наличие сквозного паза по глубине стенки промежуточной конической втулки обеспечивает полную передачу натяга корпуса на вставки.
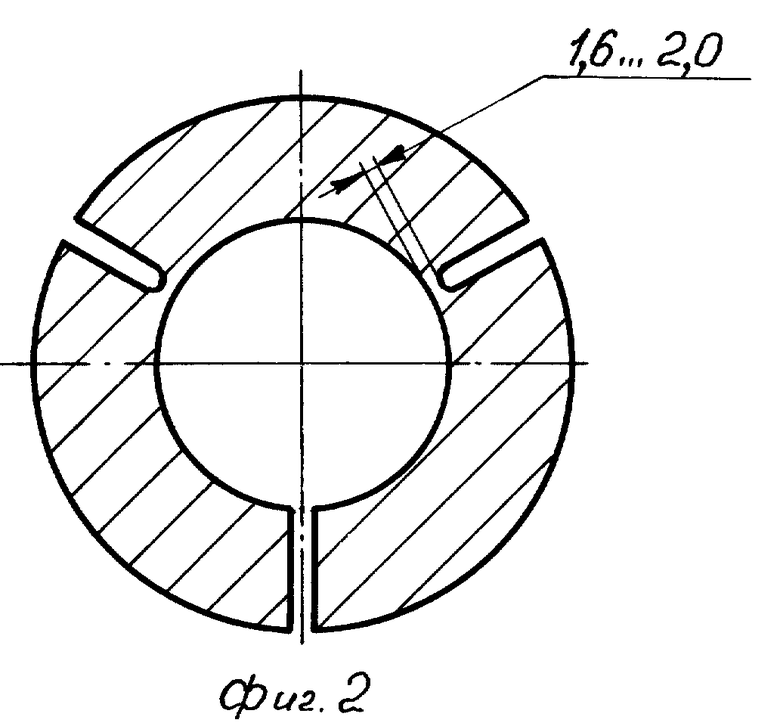
На фиг. 1 представлен общий вид матрицы; на фиг. 2 - поперечное сечение промежуточной конической разрезной втулки.
Матрица содержит корпус 1, промежуточную коническую разрезную втулку 2, имеющую вдоль образующей три паза, один из которых сквозной по глубине, а два других прорезаны таким образом, что вдоль цилиндрического отверстия остается перемычка толщиной 1,6 oC 2,0 мм в каждом пазу, вставки 3, 4, 5.
Сборка матрицы осуществляется следующим образом.
Вставки 3, 4, 5 вкладываются в цилиндрическое отверстие промежуточной разрезной втулки 2, затем запрессовываются в корпус 1 с натягом.
Применение предложенной матрицы позволит сэкономить дорогостоящую инструментальную сталь, обеспечит полную передачу натяга корпуса на вставки и улучшит культуру сборки и перепрессовки матриц.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ИЛИ ПОЛУГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2074044C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2414984C1 |
| Матрица для выдавливания | 1990 |
|
SU1763077A1 |
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ОБРЕЗКИ ГОЛОВКИ БОЛТА | 2001 |
|
RU2192936C2 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2392085C1 |
| ТРУБЧАТЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ (ВАРИАНТЫ) | 2015 |
|
RU2594221C1 |
| ТВЕРДОСПЛАВНАЯ МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245209C1 |
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при конструировании матриц для холодной или полугорячей штамповки. Технический результат, достигаемый изобретением, состоит в уменьшении расхода дорогостоящего инструментального материала, идущего на изготовление разрезной втулки, в создании условий для полной передачи натяга на вставки и в удобстве конструкции втулки при многократном ее использовании совместно с корпусом. Матрицы для холодной или полугорячей объемной штамповки содержит вставки, промежуточную разрезную втулку и корпус. Вдоль образующих конической разрезной втулки выполнены два паза с перемычкой толщиной 1,6-2,0 мм между ними и цилиндрическим отверстием втулки. 2 ил.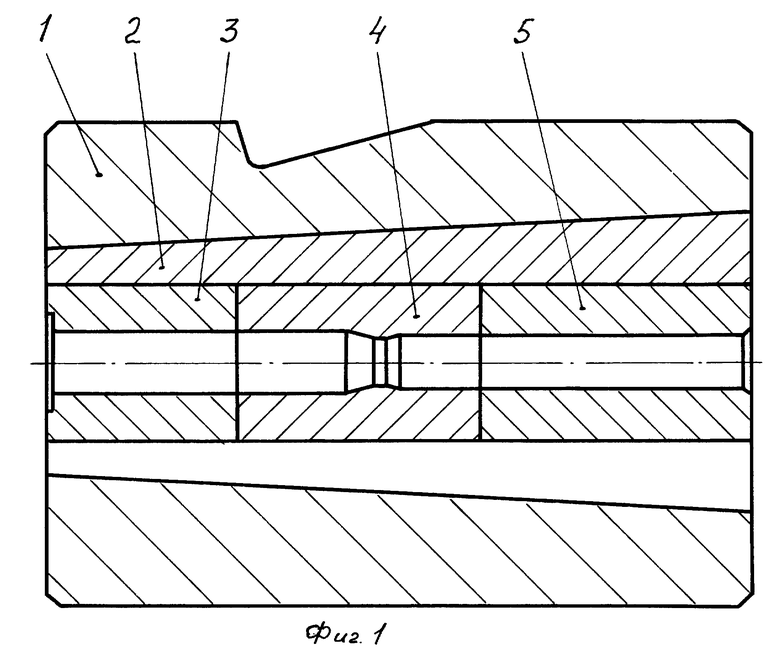
Матрица для холодной или полугорячей объемной штамповки, содержащая вставки, промежуточную разрезную втулку и корпус, отличающаяся тем, что вдоль образующих конической разрезной втулки выполнены два паза с перемычкой толщиной 1,5-2,0 мм между ними и цилиндрическим отверстием втулки.
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| DE 3001671 A1, 23.07.81 | |||
| Способ крепления вкладышей в штампах для высадки и объемной штамповки | 1959 |
|
SU140308A1 |
| Плавающая матрица | 1972 |
|
SU443710A1 |
| Матрица для выдавливания | 1986 |
|
SU1398968A1 |
| УСТАНОВКА ДЛЯ ОПРЕДЕЛЕНИЯ ГИДРАВЛИЧЕСКОГО СОПРОТИВЛЕНИЯ ТКАНЕЙ | 1958 |
|
SU119366A1 |
