СПОСОБ КРЕПЛЕНИЯ ВКЛАДЫШЕЙ В ШТАМПАХ ДЛЯ ВЫСАДКИ И ОБЪЕМНОЙ ШТАМПОВКИ
Заявлено 12 ноября 1959 г. за № 643744/25 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликоваио в «Бюллетене изобретений № 15 за 1961 г.
Высадочные стальные штампы, испытывая во время работы удары, пластически деформируются, что приводит к выходу их из строя.
Штампы, армированные твердым сплавом, выходят из строя в основном из-за раскалывания твердосплавных вставок по причине уменьшения натяга за счет пластической деформации корпуса от многократных ударов во время работы.
Способы крепления вкладышей в штампах для высадки и объемной штамповки в конусной переходной втулке, установленной в корпусе штампа, известны.
При осупдествлении известного способа, вставка запрессовывается в цельную коническую матрицу через промежуточную коническую втулку, которая установлена в расточке корпуса штампа.
В известном способе крепления вкладышей в штампах за счет мнoгoчиcлej ныx ударов от высадки натяг на конической поверхности, образуемый при изготовлении штампа, уменьшается, что приводит к поломке вставок. В предлагаемом способе этого недостатка нет. Это осушествляется применением переходной втулки с обратным конусом, что обеспечивает контакт ее с корпусом в зоне максимальных напряжений по образующей втулки.
Принципиальным отличием предлагаемого способа крепление высадочных штампов является то, что опора на торец заменена опорой на коническую боковую поверхность в зоне максимальных напряжений от рабочих усилий, что является автоматическим бандажированием во время формообразования изделия. При этом напряжения обратного знака возрастают прямо пропорционально увеличению рабочих усилий. Когда деформация изделия прекращается, матрица частично освобождается от напряженного состояния в месте ее запрессовки в обойму.
В зависимости от формы изделия и технологической схемы объемной штамповки могут быть различные конструктивные решения для крепления штампов с опорой на конце по предлагаемому способу.
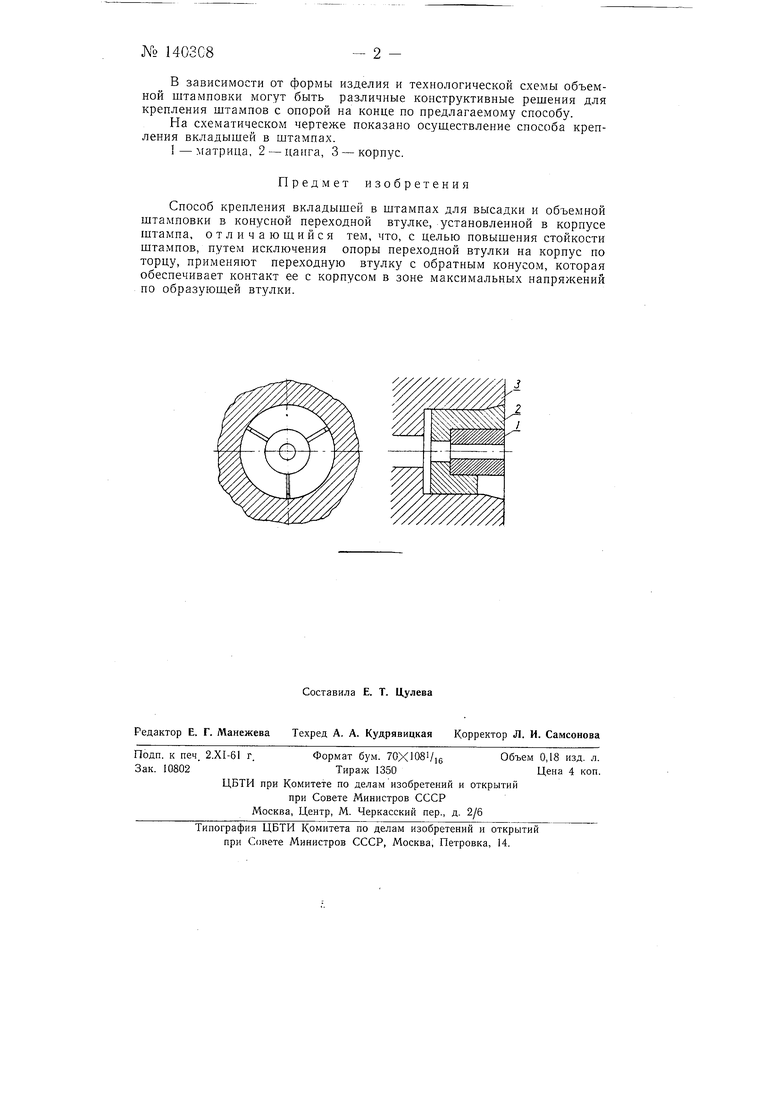
На схематическом чертеже показано осуш,естБление способа крепления вкладышей в штампах.
1-матрица, 2 - naftra, 3 - корпус.
Предмет изобретения
Способ крепления вкладышей в штампах для высадки и объемной штамповки в конусной переходной втулке, установленной в корпусе штампа, отличаюш,ийся тем, что, с целью повышения стойкости штампов, путем исключения опоры переходной втулки на корпус по торцу, применяют переходную втулку с обратным конусом, которая обеспечивает контакт ее с корпусом в зоне максимальных напряжений по образуюш,ей втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2414984C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2493930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ | 1996 |
|
RU2092267C1 |
| Способ калибровки цилиндрических заготовок деталей | 1985 |
|
SU1397142A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
