Изобретение относится к обработке металлов давлением, в частности к производству полых деталей со ступенями на наружной поверхности, и может быть использовано в машиностроении при изготовлении изделий типа «гайка соединительная» на холодновысадочном автомате.
Известен способ изготовления полупустотелых заклепок, при котором отрезают стержневую заготовку мерной длины и производят ее деформирование в несколько переходов с образованием головки на одном конце стержня и глухой осевой полости на другом. При этом последовательно осуществляют калибровку с выдавливанием наметки, прямое выдавливание с получением глухой полости на одном конце стержня, редуцирование в матрице и окончательное оформление головки заклепки [1].
Недостатком данного способа является невозможность получения ступенчатой заготовки, при котором в промежуточной позиции после уменьшения (редуцирования) внешнего диаметра, диаметр глухого отверстия, выполненного по всей длине заготовки, оставался одинаков. При уменьшении (редуцировании) внешнего диаметра происходит и уменьшение внутреннего диаметра отверстия, а в недоформированной части отверстия диаметр остается прежним. Кроме того, формирование головки и уменьшение наружного диаметра заготовки осуществляются одновременно на четвертой позиции, в результате чего возникают большие распирающие усилия на редуцирующую вставку, а также большие сжимающие усилия возникают в съемнике, имеющем сравнительно тонкие стенки, что значительно снижает стойкость редуцирующей вставки и съемника.
Известен многопозиционный блок холодновысадочного автомата для изготовления полого изделия со ступенями на наружной поверхности «Золотник», который включает четыре позиции и содержит пуансоны, толкатели, сборные матрицы, выполненные со вставками и установленные в корпусах на подкладках, а также съемник, установленный с возможностью перемещения [1]. На данном холодновысадочном блоке можно получать ступенчатые заготовки с глухим отверстием в головке изделия.
К недостаткам известного блока можно отнести то, что на четвертой позиции, где осуществляется формирование головки и сохранение диаметра выдавленного отверстия, нет надежного ограничения перемещения детали относительно втулки, и если усилие съема заготовки будет превышать усилие запрессовки детали в держатель, то деталь при выталкивании полуфабриката из пуансона будет перемещаться совместно со втулкой и не позволит последней снять полуфабрикат с детали. Кроме того, на известном блоке невозможно получить отверстие в ступенчатом стержне, глубина которого больше высоты ступени большего диаметра, ввиду отсутствия в матрицах механизма, позволяющего получать и сохранять отверстие в ступенчатом стержне заготовки в процессе ее деформирования.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей путем изготовления полой детали со ступенями на наружной поверхности без изменения размера внутреннего диаметра отверстия.
Средство достижения технического результата заключается в том, что изготовление полых деталей со ступенями на наружной поверхности производят за пять переходов, особенностью которых является четвертая позиция, на которой осуществляется уменьшение наружного диаметра с образованием ступеньки и сохранением внутреннего диаметра глухого отверстия, полученного на третьей позиции.
Инструмент для осуществления способа представляет собой многопозиционный блок, содержащий корпуса пуансонов на подкладках, толкатели, расположенные в отверстиях подкладок с возможностью перемещения, съемники, установленные на пуансоне с возможностью перемещения. Корпуса сборных матриц состоят из вставок и подкладок, внутри которых перемещаются пуансоны, упирающиеся в толкатели, расположенные в отверстиях подкладок с возможностью перемещения и поджатые к поверхности отверстия упругими элементами. При этом на четвертой позиции при формировании ступеньки на наружной поверхности детали с предварительно выполненным на предыдущей позиции отверстием сборная матрица размещена неподвижно, с редуцирующей ступенькой на вставке, в съемнике установлен находящийся в выдвинутом положении относительно редуцирующей ступени пуансон с фланцем, упирающимся в исходном положении в пружину и толкатель, установленные в отверстии прокладки.
На фиг.1 показан общий вид холодновысадочного инструмента;
на фиг.2 - последовательность получения ступенчатой полой детали;
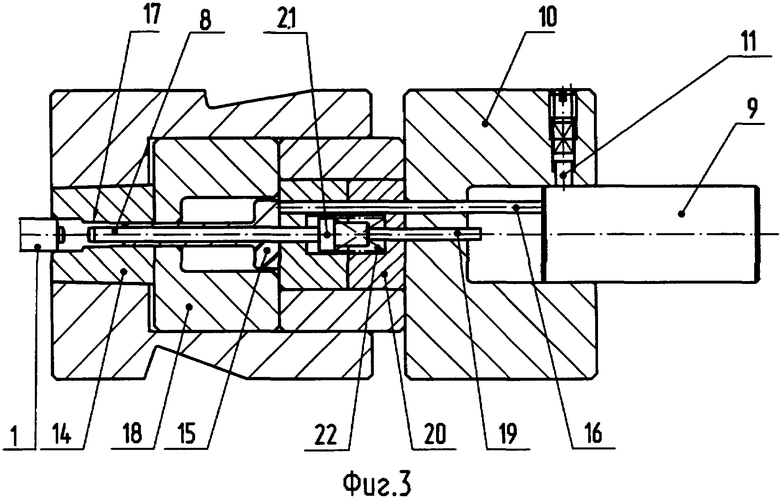
на фиг.3 - матрица четвертой позиции;
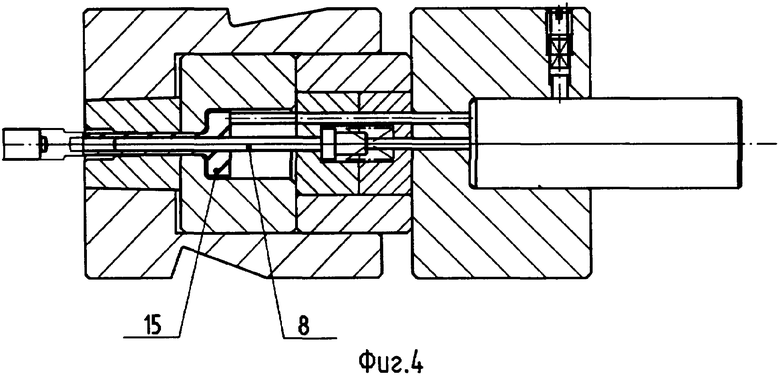
на фиг.4 показано положение заготовки, толкателя 15 и пуансона 8 перед началом деформирования.
Холодновысадочный инструмент выполнен в виде многопозиционного блока, в котором корпуса пуансонов 1 на подкладках 2 установлены в гнездах ползуна автомата. Толкатели 3 расположены в отверстиях подкладок с возможностью перемещения и взаимодействия с выталкивателями автомата. Съемник 4 установлен на пуансоне с возможностью перемещения и взаимодействия с выталкивателями автомата через толкатели.
Сборные матрицы со второй по четвертую позиции состоят из корпусов 5, вставок 6 и подкладок 7, внутри которых перемещаются пуансоны 8, упирающиеся в толкатели 9, расположенные в отверстиях подкладок 10 с возможностью перемещения и взаимодействия с выталкивателями автомата и поджаты к поверхности отверстия упругими элементами 11. Подкладки 10 установлены в гнездах станины.
На третьей позиции сборная матрица выполнена подвижной, состоит из вставки, запрессованной в бандаж 12, который подпружинен упругим элементом 13 относительно подкладки 14. Пуансон 8 установлен неподвижно в отверстии съемника 15 на подкладке 14. Съемник соединен с выталкивателем станка через толкатели 9 и 16.
На четвертой позиции сборная матрица размещена неподвижно, с редуцирующей ступенькой 17 на вставке. Съемник 15 установлен с возможностью перемещения и взаимодействия с выталкивателем станка через толкатели 16 до упора своим фланцем в проставку 18. Пуансон 8 размещен в отверстии съемника с упором на толкатель 19, который установлен в отверстии прокладки 20. Кроме этого фланец 21 пуансона 8 взаимодействует с пружиной 22, установленной в глухом отверстии прокладки 20.
Холодновысадочный инструмент работает следующим образом.
Отрезанная заготовка 23 передается последовательно с первой позиции на пятую механизмом переноса (не показан), а выталкивание из матрицы 5 и съем заготовки с пуансонов 1 и 8 осуществляется толкателями 3, 9 и 16, съемниками 4 и 5.
На первой позиции производится осадка - калибровка отрезанной заготовки 23 в полости вставки 6 сборной матрицы между пуансоном 1 и пуансоном 8, опирающимся на толкатель 9, с выравниванием торцов заготовки 23 и образованием конических наметок на двух ее сторонах.
На второй позиции происходит дальнейшая осадка заготовки 23 в полости вставки 6 сборной матрицы с образованием головки между пуансоном 1 и пуансоном 8, опирающимся на толкатель 9.
На третьей позиции выдавливается отверстие в заготовке 23 между стенкой вставки 6 сборной матрицы, выполненной подвижной при помощи подпружиненного бандажа 12, и неподвижного пуансона 8, установленного на подкладке 14, а съем с пуансона осуществляется съемником 15 посредством выталкивателя станка через толкатели 16 и 9.
На четвертой позиции осуществляется уменьшение наружного диаметра заготовки 23 с образованием ступеньки. Заготовка 23, перемещаясь под действием пуансона 1, упирается в торец съемника 15, который выступает за зеркало матрицы, а затем при дальнейшем перемещении вместе со съемником 15 доходит до поджатого пружиной 22 пуансона 8, конец которого находится выше редуцирующей ступеньки матрицы и при продолжающемся движении заготовки входит в ее отверстие. Сам пуансон 8 при этом удерживается пружиной 22 и остается неподвижным.
Смещения стенок отверстия заготовки 23 относительно пуансона 8 не происходит, что благоприятно влияет на его стойкость. При дальнейшем продвижении заготовки 23 ее торец взаимодействует с редуцирующей ступенькой 17 вставки 6, установленной в сборной матрице неподвижно, происходит уменьшение наружного диаметра и формирование ступеньки. При перемещении пуансона 1 в исходное положение выталкиватель станка воздействует на толкатели 16, которые перемещают съемник 15 вместе с заготовкой 23 и пуансоном 8 влево. Пружина разжимается, пуансон 8 перемещается до упора своим фланцем 21 в проставку 18, в дальнейшем толкатели 16 и 9, съемник 15 продолжают совместное движение до упора фланца 21 съемника 15 в проставку 18. Передний конец съемника 15 выходит за зеркало матрицы на 0,5 мм, а заготовка 23 выталкивается из вставки 6 сборной матрицы и захватывается механизмом переноса(не показан). Одновременно с толкателями 15 и 9 перемещается толкатель 19 до упора в торец конца пуансона 8. Теперь корпус 5 сборной матрицы четвертой позиции готов к приему очередной заготовки, при этом конец пуансона 8 находится выше редуцирующей ступеньки 15 вставки 6 сборной матрицы, удерживаемый в этом положении пружиной 22 и толкателем 19.
На пятой позиции производится прошивка отверстия в заготовке 23.
Предлагаемый холодновысадочный инструмент позволяет получать детали, имеющие ступени на наружной поверхности с отверстием, глубина которого больше высоты ступени большего диаметра.
Источники информации
1. «Холодная объемная штамповка», Справочник под ред. Навроцкого Г.А., Москва, Машиностроение, 1973, с.288, рис.13(6); с.292-293, рис.17.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Инструмент для изготовления деталей с фигурной головкой | 1986 |
|
SU1466864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ГИБКИ ГАЕЧНОГО КЛЮЧА | 2011 |
|
RU2460602C1 |
| Многопозиционный холодновысадочный автомат | 1980 |
|
SU986565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| Штамп для закрытой объемной штамповки деталей | 1991 |
|
SU1820880A3 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей на холодновысадочном автомате. Для изготовления деталей используют холодновысадочный инструмент в виде многопозиционного блока. Блок включает пять позиций и содержит пуансоны, толкатели, сборные матрицы и съемники. Сборная матрица на четвертой позиции установлена неподвижно и имеет редуцирующую ступеньку на вставке. Съемник четвертой позиции выполнен с отверстием, в котором размещен подпружиненный пуансон. Отрезанную заготовку подвергают осадке-калибровке с выравниванием торцов и образованием конических наметок. Путем дальнейшей осадки заготовки образуют головку. Затем в заготовке выдавливают отверстие и уменьшают ее наружный диаметр с образованием ступеньки. Уменьшение диаметра производят в неподвижной матрице со вставкой, имеющей редуцирующую ступеньку. Для этого заготовку перемещают до упора торцом в съемник с подпружиненным пуансоном. Пуансон размещают в выдавленном отверстии заготовки. В дальнейшем заготовку перемещают совместно с пуансоном и съемником через редуцирующую ступеньку матрицы. После этого прошивают отверстие в заготовке. В результате обеспечивается расширение технологических возможностей. 2 н.п. ф-лы, 4 ил.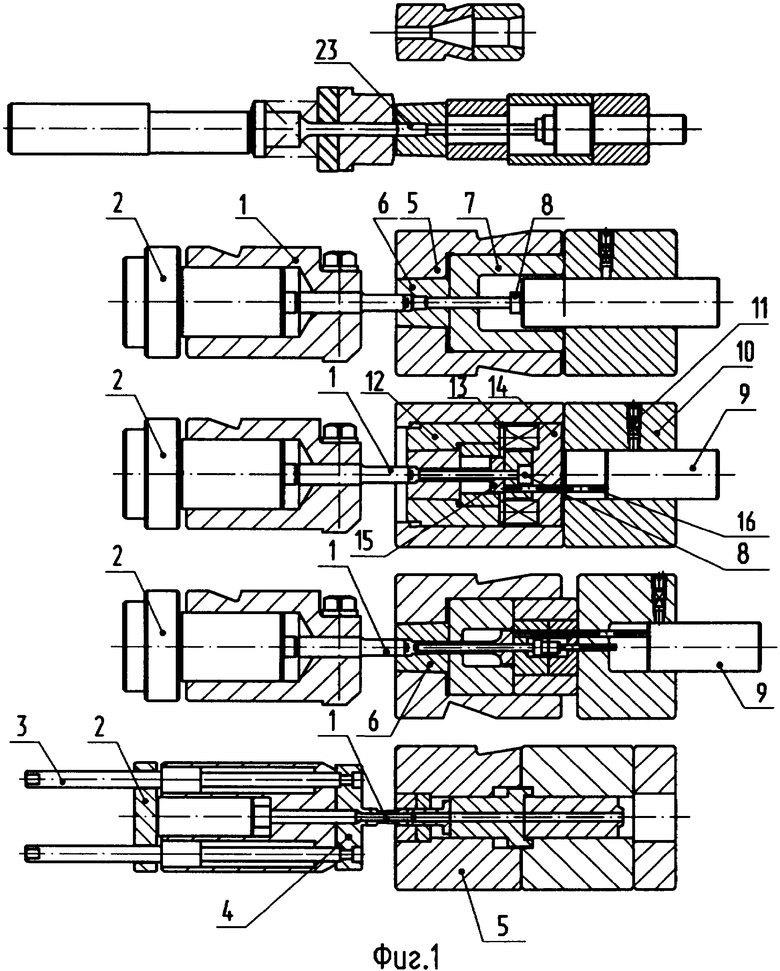
| Холодная объемная штамповка | |||
| Справочник / Под ред | |||
| Г.А | |||
| Навроцкого | |||
| - М.: Машиностроение, 1973, с.288, рис.13 (б), с.292-293, рис.17 | |||
| Способ изготовления полых стальных деталей типа профилированного патрубка с фланцем и ступицей | 1985 |
|
SU1323203A1 |
| SU 1571874 А1, 27.08.1996 | |||
| US 4932251 А, 12.06.1990 | |||
| Устройство для излучения механической резистентности эритроцитов | 1985 |
|
SU1377046A1 |
| US 5088311 А, 18.02.1992 | |||
| US 6357274 В1, 19.03.2002. | |||

