со со
00
со
о
00
Изобретение относится к обработке металлов давлением и может быть : использовано при проектировании матриц для выдавливания, нагруженных большими осевыми силами.
Цель изобретения - повьппение на - дежности и уменьшение металлоемкости конструкции,.
На фиг.1 представлена матрица, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - конструкция матрицы с разными углами конусности конических поверхностей; на фиг.4 - то же,с разными длинами конических по- в|ерхностей,
Матрица для вьщавливания (фиг,1) содержит вставку 1, разрезное сегментное кольцо 2 и обойму 3.
При нагружении вставки 1 осе выми силами она деформируется на величину Л, в. осевом направлении, в результате чего на верхнегй конической поверхности натяг уменьшается на величину, , а на нижней увеличивает с;я. Затем после разгрузки вставки силы упругого восстановления воспринимаются разрезным сегментным кольцом 2, а не винтами крепления матрицы. Это создает условия для приме- нения компактных конструкций узлов крепления матрицы, понижающих металл лоемкость штампа. За счет более высокой прочности разрезного кольца по сравнению с винтами крепления матриг; цы повторные нагружения вставки не п|риводят к суммированию величин йч Иг следовательно, .к критическому зна ч|ению потери натяга, в результате
При большой высоте матрицы и равных длинах верхней и нижней конических поверхностей происходит значительное уменьшение диаметра нижнего основания вставки d ,что приводит к возрастанию контактных давлений на опорной поверхности матрицы и снижению стойкости опоры штампа.
Для устранения этого недостатка принимают длину нижней вставки Lj (0,1...0,5)Lg, что обеспечивает значительное увеличение площади опорг ной поверхности за счет увеличения диаметра нижнего основания вставки d, .
Окончательно проверяют размеры опорной поверхности из соотношения
4 Р
rpj,
где Р - усилие высадки;
юпустимые контактные напряжения на опорной поверхности для материала опоры штампа
Формула изобретеН ИЯ
1.Матрица для вьщавливания, состоящая из вставки, разрезного кольца из сегментов и обоймы, о т Л и -. .чающаяся тем, что, с целью повышения ее эксплуатационных свойств и уменьшения металлоемкости, внешняя поверхность вставки выполнена в ви- , да двустороннего усеченного конуса с меньшими основаниями на торцах, а разрезное кольцо - с ответными кони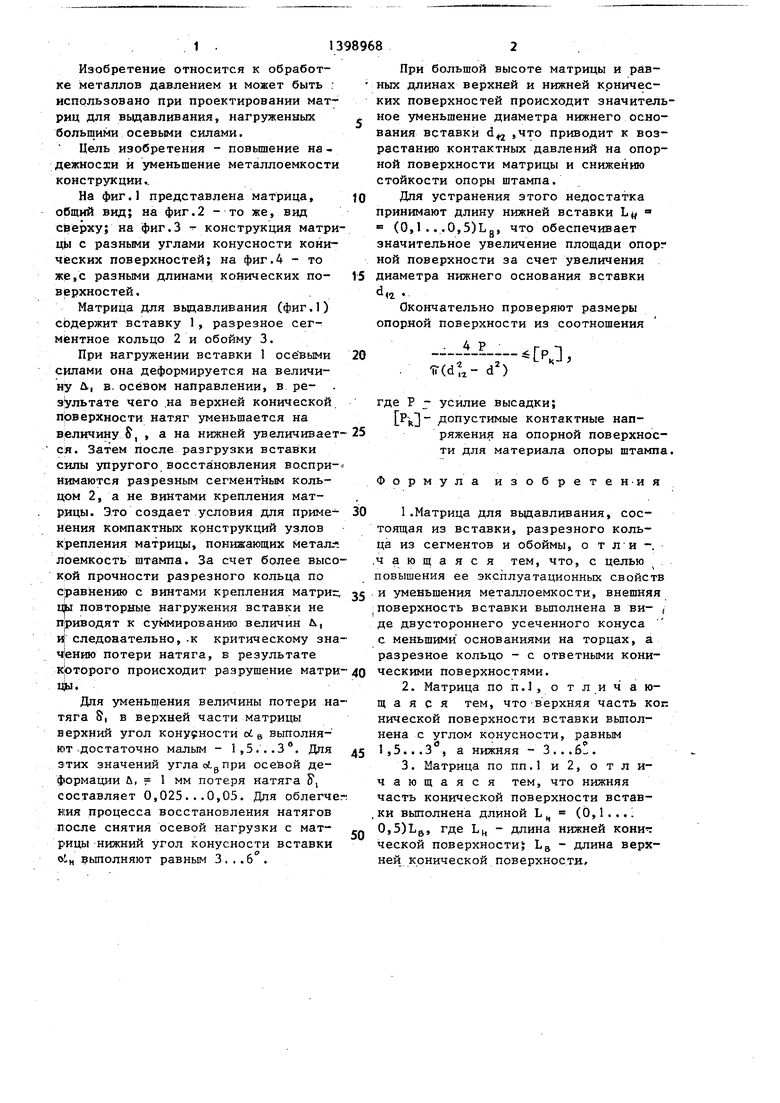
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ИЛИ ПОЛУГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2074044C1 |
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2553736C1 |
| Матрица для выдавливания | 1990 |
|
SU1763077A1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2017 |
|
RU2647434C1 |
| Матрица к штампам для объемной штамповки и способ ее изготовления | 1980 |
|
SU869930A1 |
| Пуансонодержатель к штампам для холодного выдавливания | 1981 |
|
SU1009596A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |

Изобретение относится к обработг ке металлов давлением, а именно к конструкциям матриц для выдавливания. Цель - повышение эксплуатационных свойств матрицы и уменьшение металлоемкости. Матрица состоит из цельной вставки, разрезного кольца из сегментов и обоймы. Внешняя поверхность вставки выполнена в виде двустороннего усеченного конуса с меньшими основаниями на торцах, а разрезное кольцо - с ответными коническими поверхностями. Конические поверхности имеют разную конусность и разную длину.-Верхняя часть кони-- ческой поверхности вставки выполнена с учетом конусности 1,5...3, а нижняя - 3... 6°. Нижняя часть конической поверхности вставки выполне-, на длиной L (Q,l-0,5)Lg, где L - длина верхней конической поверхности. Цосле разгрузки вставки силы упругого восстановления воспринимаются разрезным сегментным кольцом. 2 з.п.ф-лы, 4 ил. I О)
кЬторого происходит разрушение матри-40 ческими поверхностями.
Цы.
Для уменьшения величины потери натяга 8| в верхней части матрицы верхний угол конусности oi выполня- ют достаточно малым - 1,5...3°. Для 45 этих значений угла oJ.g при осейой деформации Л, 1 мм потеря натяга 5, составляет 0,025. . .0,05. Для облегчег; ния процесса восстановления натягов после снятия осевой нагрузки с матрицы нижний угол конусности вставки оС„ 9ЫПОЛНЯЮТ равным З.-.б.
50
углом конусности, 1,5... 3 , а нижняя
равным
- 3...6.
45
50
J 2, /
фиг. /
.2
Фиъ.
| Современная техника сверхвысоких давлений | |||
| Сборник.Под ред | |||
| Е.Г.Понятовского | |||
| М., 1964, с,191- 216. |
